.1
Изобретение относится к оборудованию для контактной .стыковой сварки кольцевых стыков труб в условиях строительства магистральных трубопроводов .
Целью изобретения является улучшение условий эксплуа тацни машины, упрощение центрирования гнутых труб повышение производительности и качества сварки.
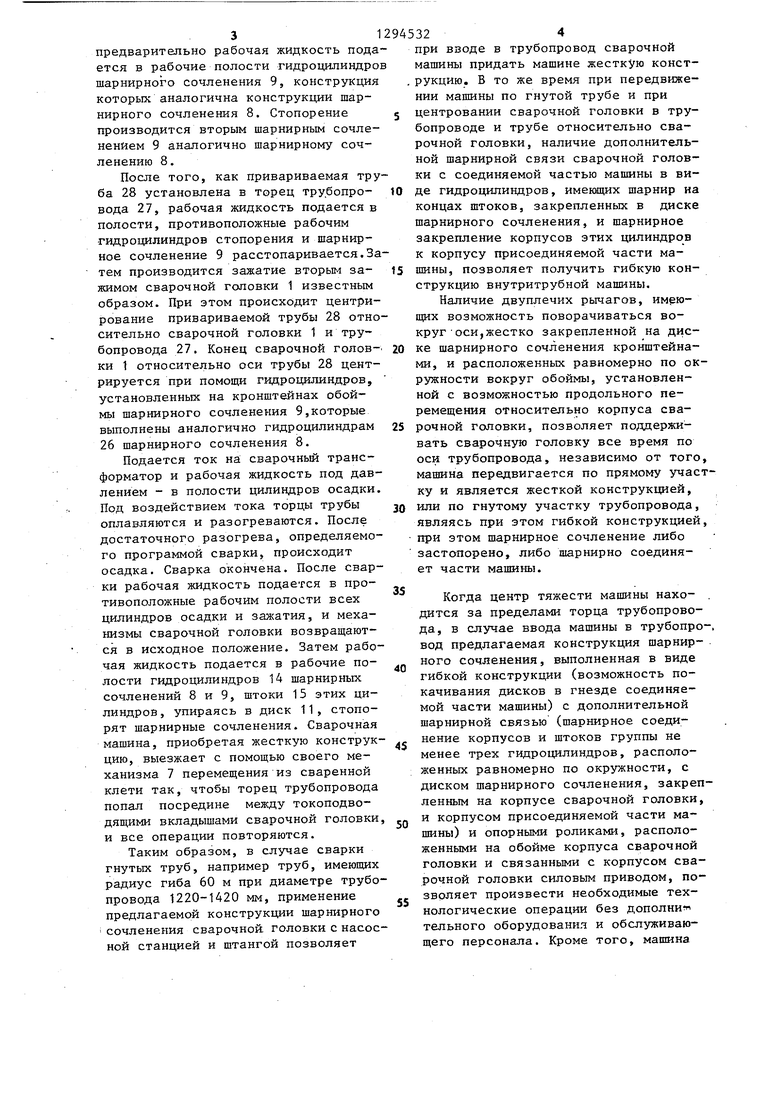
На фиг.1 изображена машина, расположенная в гнутой трубе, общий ви на фиг. 2 - шарнирное сочленение сврочной головки предлагаемой машины с корпусом соединяемой части машины
Машина состоит из сварочной голоки 1 , в корпусе которой расположен отсек гидроаппаратуры 2, из штанги 3 со сварочным кабелем и проводами управления, насосной станции 4, привода 5, насосной станции и механизма перемещения машины в свариваемой трубе, редуктора б перемещения и механизма 7 перемещения.
Сварочная головка 1 соединена с насосной станцией 4 и штангой 3 шар нирными сочленениями 8 и 9, выполненными идентичными по конструкции. .
На конце корпуса 10 сварочной головки Т (фиг.2) закреплен диск 11 с зазорами в гнезде, выполненном в корпусе 12 соединяемой части машины (например, корпус насосной станции 4) с возможностью покачивания в нем. В корпусе 12 соединяемой части машины закреплен штифт 13, связанный с зазором с дискам 11. Диск 11 снабжен дополнительной шарнирной связью с корпусом 12 с помощью гидроцилиндров 14, равномерно расположенных по окружности, штоки 15 которых соединены с диском 11 с помощью шарниров 16, а их корпуса с корпусом 12 соединяемой части машины - с йомощью шарнира 17.
На диске Т1 со стороны сварочной головки жестко закрепл-ены кронштейны 18, равномерно расположенные по окружности, на осях 19 которых установлены двухплечие рычаги 20. На одном конце рычага 20 на оси 21 с возможностью поворота закреплены опорные ролики 22. /Другой конец 23 двуплечего рычага 20 шарнирно установлен в обойме 24, расположенной концентрично корпусу 10 сварочной головки. На кронштейнах обоймы 24 закреплены штоки 25 гидроцилиндров
5
945322
26, корпуса которых жестко соединены с корпусом 10 сварочной головки 1. Свариваемый трубопровод обозначен позицией 27, а привариваемая труба
5 обозначена позицией 28 (фиг.1).
Машина для контактной стыковой сварки труб работает следующим образом.
Машина заводится в свариваемый
O трубопровод 21 с. помощью механизма 7 перемещения так, что торец трубопровода 27 располагается между токо- подводящими вкладышами заядамных башмаков сварочной головки. При этом
5 рабочая жидкость подается в рабочую полость гидроцилиндров 14 шарнирного сочленения 8. И так как штоки 15 закреплены на диске 11, диск начинает двигаться до упора, выполненного
0 в гнезде корпуса 12 насосной станции, т.е. запирая шарнирное сочленение, создавая жесткость в конструкции машины. Машина свободно вводится в трубопровод 27.
Как только машина станет в исходное положение для сварки, рабочая жидкость подается в полости, противоположные рабочим гидроцилиндров 14. Шарнирное сочленение 8 расстопари вается. Ходовые ролики механизма 7 перемещения устанавливают хвостовик машины по оси трубопровода 27, а в месте расположения шарнирного сочленения 8 машина свободно, не по оси
35 трубопровода, устанавливается по гнутой трубе.
Далее рабочая жидкость подается в полости гидроцилиндров механизма зажатия сварочной головки 1, и процесс
зажатия и центрирования сварочной головки относительно трубопровода 27 происходит известным способом. Затем рабочая жидкость подается в рабочие полости гидроцилиндров 2б, связанных
с обоймой 24 шарнирного сочленения 8. И так как штоки 25 зтих гидроцилиндров жестко закреплены на кронштейнах обоймы 24, обойма начинает двигаться в сторону стыка, двуплечие рычаги 20 пр50 ворачиваются вокруг осей 19 и опорные ролики 22 прижимаются к внутренней поверхности трубопровода 27 и центрируют конец сварочной головки относительно оси трубопровода.
55 Далее на свободный конец сварочной машины со стороны штанги 3 надвигается труба 28 до упора в торец трубопровода 27. Для придания жесткости конструкции этой части машины
предварительно рабочая жидкость подается в рабочие полости гидроцилиндро шарнирного сочленения 9, конструкция которых аналогична конструкции шарнирного сочленения 8. Стопорение производится вторым шарнирным сочленением 9 аналогично шарнирному сочленению 8.
После того, как привариваемая труба 28 установлена в торец трубопро- вода 27, рабочая жидкость подается в полости, противоположные рабочим гидроцилиндров стопорения и шарнирное сочленение 9 расстопаривается.Затем производится зажатие вторыг-i за- жимом сварочной головки 1 известным образом. При этом происходит центрирование привариваемой трубы 28 относительно сварочной головки 1 и трубопровода 27. Конец сварочной головки 1 относительно оси трубы 28 центрируется при помощи гидроцилиндров, установленных на кронштейнах обоймы шарнирного сочленения 9,которые выполнены аналогично гидроцилиндрам 26 шарнирного сочленения В.
Подается ток на; сварочный трансформатор и рабочая жидкость под давлением - в полости цилиндров осадки. Под воздействием тока торцы трубы оплавляются и разогреваются. После достаточного разогрева, определяемого программой сварки, происходит осадка. Сварка окончена. После сварки рабочая жидкость подается в противоположные рабочим полости всех цилиндров осадки и зажатия, и механизмы сварочной головки возвращаются в исходное положение. Затем рабочая жидкость подается в рабочие полости гидроцилиндров 14 шарнирных сочленений 8 и 9, штоки 15 этих цилиндров , упираясь в диск 11, стопорят шарнирные сочленения. Сварочная машина, приобретая жесткую конструк- цию, выезжает с помош:ью своего механизма 7 перемещения из сваренной клети так, чтобы торец трубопровода попал посредине между токоподво- дящими вкладышами сварочной головки, и все операции повторяются.
Таким образом, в случае сварки гнутых труб, например труб, имеющих радиус гиба 60 м при диаметре трубопровода 1220-1420 мм, применение предлагаемой конструкции шарнирного сочленения сварочной, головки с насосной станцией и штангой позволяет
j
0 5 0 5
Q ,
5
0
при вводе в трубопровод сварочной машины придать машине жесткую конст- . рукцию. В то же время при передвижении машины по гнутой трубе и при центровании сварочной головки в трубопроводе и трубе относительно сварочной головки, наличие дополнительной шарнирной связи сварочной головки с соединяемой частью машины в виде гидроцилиндров, имеющих шарнир на концах штоков, закрепленных в диске шарнирного сочленения, и шарнирное закрепление корпусов этих цилиндров к корпусу присоединяемой части машины, позволяет получить гибкую конструкцию внутритрубной машины.
Наличие двуплечих рычагов, имеющих возможность поворачиваться вокруг -оси, жестко закрепленной на диске шарнирного сочленения кронштейнами, и расположенных равномерно по окружности вокруг обоймы, установленной с возможностью продольного перемещения относительно корпуса сварочной Головки, позволяет поддерживать сварочную головку все время по оси трубопровода, независимо от того, машина передвигается по прямому участку и является жесткой конструкцией, или по гнутому участку трубопровода, являясь при этом гибкой конструкцией, при этом шарнирное сочленение либо застопорено, либо шарнирно соединяет части машины.
Когда центр тяжести машины нахо- . дится за пределами торца трубопровода, в случае ввода машины в трубопро-, вод предлагаемая конструкция шарнирного сочленения, выполненная в виде гибкой конструкции (возможность покачивания дисков в гнезде соединяемой части машины) с дополнительной шарнирной связью (шарнирное соединение корпусов и штоков группы не менее трех гидроцилиндров, расположенных равномерно по окружности, с диском шарнирного сочленения, закрепленным на корпусе сварочной головки, и корпусом присоединяемой части машины) и опорными роликами, расположенными на обойме корпуса сварочной головки и связанными с корпусом сварочной головки силовым приводом, позволяет произвести необходимые технологические операции без дополни тельного оборудования и обслуживающего персонала. Кроме того, машина
легко центрируется, повышается качество сварки и производительность.
Формула изобретения
Машина для контактной стыковой сварки труб, включающая сварочную головку, корпус которой с помощью шарнирных сочленений соединен с одной стороны с корпусом насосной стан- ции, а с другой - со штангой, опорные ролики, установленные с возможностью их прижатия к поверхности трубы с помощью гидроцилиндров, о т л и- чающаяся тем, что, с целью улучшения условий эксплуатации машины, упрощения центрирования гнутых труб, повышения производительности и качества сварки, каждое из шарнирных сочленений выполнено в виде жестко закрепленного на корпусе сварочной головки и смонтированного с зазорами с возможностью покачивания- относительно продольной оси машины в гнезде, выполненном в корпусе соеди
/о
294532 6
няемой части машины, диска с пазами- и кронштейнами, размещенными по окружности на стороне- обращенной к сварочной головке, и обоймы с пазами, смонтированной на корпусе сварочной головки с возможностью перемещения вдоль его оси, при этом корпус соединяемой части мащины снабжен штифтом, установленным с зазором в пазу диска, и гидроцилиндрами, размещенными равномерно по окружности и шарнирно соединенными своими корпусами с корпусом соединяемой части машины, а штоками - с диском, диск
15 снабжен двуплечими рычагами, на одних концах которых смонтированы с возможностью поворота опорные ролики, смонтированными с возможностью покачивания на его кронштейнах и
20 взаимодействия другими своими концами с обоймой, а корпус сварочной головки снабжен смонтированными на нем по окружности своими-корпусами гидроцилиндрами, штоки которых за-- -5 креплены на обойме.
7 6
(Ри.2.1
26
ю
ВНИМШ Заказ 425./12 Тираж 976-Подписное
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4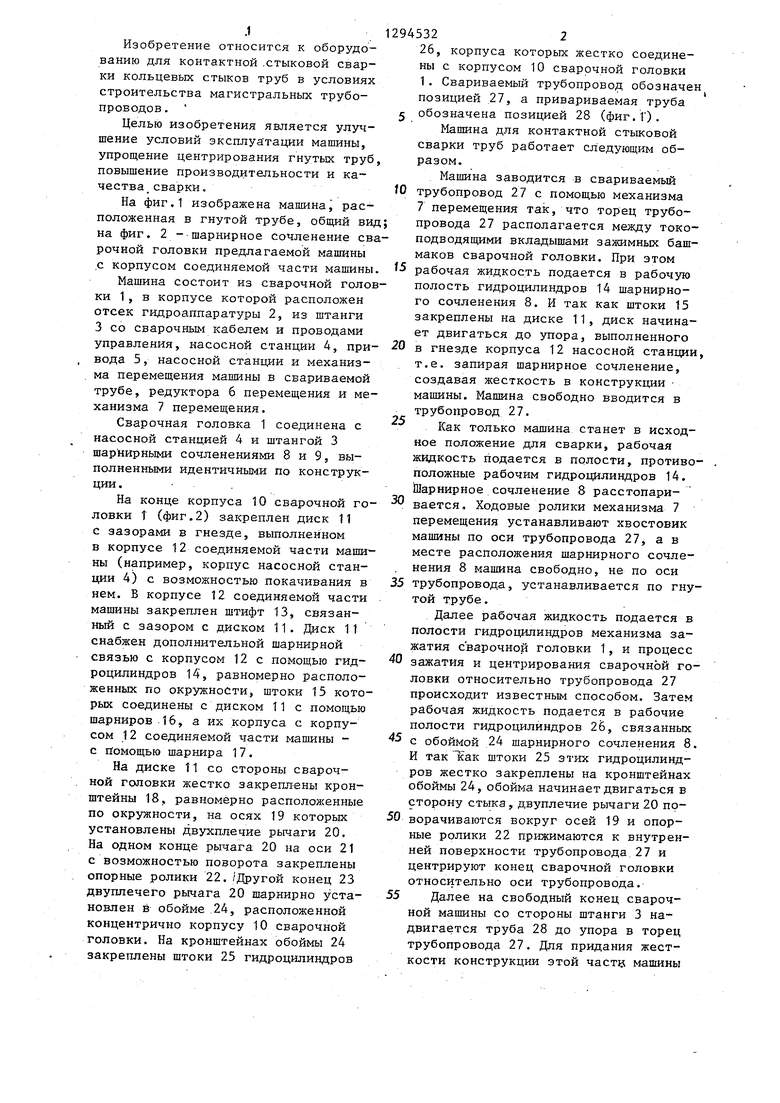
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ, ГОЛОВКА СВАРОЧНАЯ И МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ДЛЯ НЕЕ | 2007 |
|
RU2323073C1 |
| Машина для контактной стыковой сварки | 1981 |
|
SU1337216A1 |
| Машина для контактной стыковой сварки труб | 1987 |
|
SU1555084A1 |
| Машина для контактной стыковойСВАРКи ТРуб | 1978 |
|
SU818788A1 |
| Машина для контактной стыковой сварки труб | 1979 |
|
SU938488A1 |
| МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ МАШИНЫ ДЛЯ СВАРКИ ТРУБ | 2012 |
|
RU2481933C1 |
| Машина для контактной стыковой сварки труб | 1982 |
|
SU1222458A1 |
| Машина для стыковой электроконтактной сварки труб большого диаметра | 1973 |
|
SU500934A1 |
| Машина для контактной стыковой сварки труб | 1979 |
|
SU904940A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ | 2007 |
|
RU2323074C1 |
Изобретение относится к области сварки и может быть использовано в машинах для контактной стыковой сварки труб, преимущественно при сооружении магистральных трубопроводов как из прямых, так и из гнутых труб. Изобретение улучшает условия эксплуатации внутритрубных стыкосварочных машин, упрощает центрирование гнутых труб, повышает производительность и качество сварки. Внутритрубная стыко- сварочная машина большой длины выполнена с двумя шарнирными сочленениями: между сварочной головкой и штангой и между сварочной головокй и насосной станцией. Шарнирные сочленения с помощью двух групп гидроцилиндров обеспечивают центрирование сварочной головки, придают жесткость сварочной машине при монтаже ее на стыке и обес-. печивают свободу изменения продольной оси при фиксации машины в гнутой трубе .и при ее перемещении внутри с гнутого трубопровода. 2 ил. (Л 1C со 4; О1 со to
| Машина для контактной стыковойСВАРКи ТРуб | 1978 |
|
SU818788A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Севбо П.И | |||
| Комбинированные маши- кы для сварочного производства | |||
| К | |||
| : Наукова думка, 1975, с | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
