J
ИзобретерЕие ОТРГОСИТСЯ к контролю процесса диффузионной сварки, преимущественно диэлектрических материалов, и может быть использовано в электронной , приборостроительной, электротехнической и других отраслях промышленности.
Целью изобретения является повышение точности.
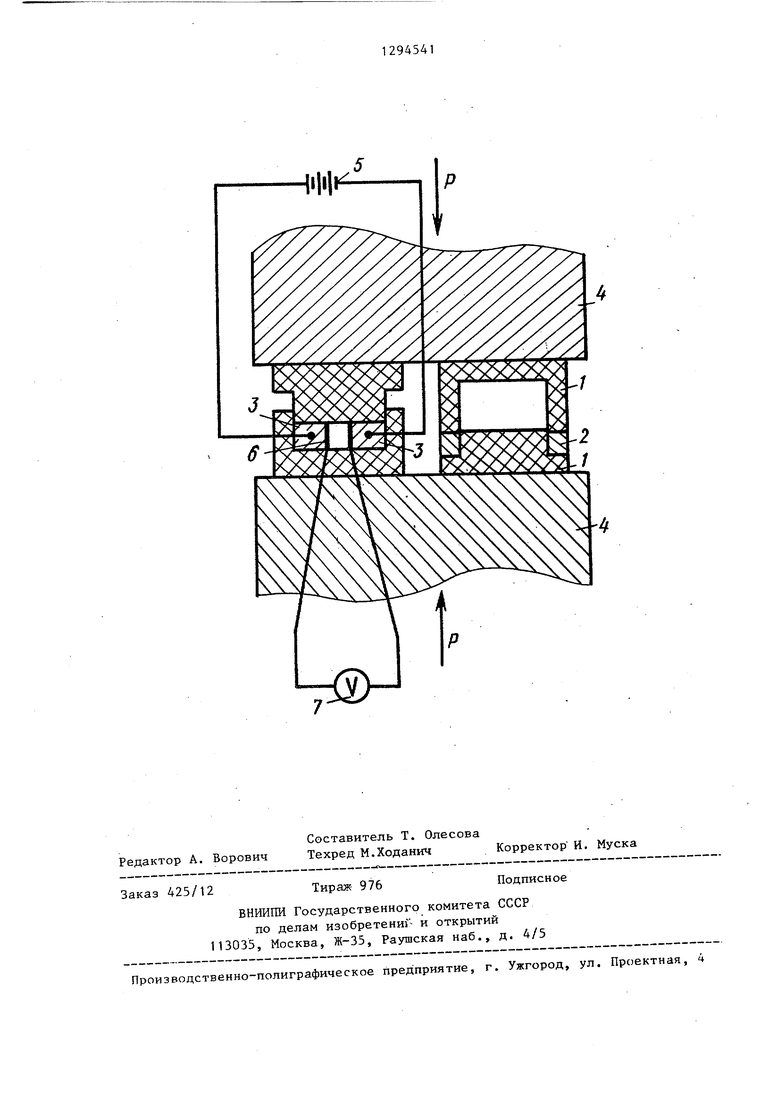
На чертеже показана схема осуществления способа.
Детали 1 из диэлектрического материала, свариваемые через промежуточную прокладку 2 и имитатор прокладки из двух деформируемых элементов 3, которые устанавливают с зазором межд их вертикальными стенками, размещают между пуансонами 4 вакуумной камеры (не показана), причем величина зазора соответствует контакту вертикальных стенок в момент окончания сварки К элементам 3 подключают источник тока 5 и через контакты 6 - вольтметр 7. Детали и имитатор сдавливают и нагревают. В процессе деформации прокладки и имитатора происходит смыкание вертикальных стенок,которое определяют по падению напряжения между стенками до нуля, что регистрруется вольтметром 7. В этот момент процесс сварки прекращают, детали охлаждают и извлекают из камеры. Благодаря использованию имитатора и двух деформируемых элементов, устанавливаемых с зазором между их вертикальными стенками, величина которого соответствует контакту вертикальных стенок в момент окончания сварки, определяемого по падению напряжения до нуля, повышается точность контроля при диффузионной сваке диэлектрических материалов.
Пример. Осуществляют диффузионную . сварку элементов корпуса кварцевого резонатора из керамики ВК 94-1 через промежуточную прокладку из А толщиной 0,5 мм.Свариваейые детали и имитатор прокладки в виде дв деформируемых элементов устанавливают с зазором между их вертикальными
-5
стенками, размещают между пуансонами вакуумной камеры. Имитатор подключают к источнику тока и вольтметру. В камере создают вакуум 5-10 Па,
500°
0
5
детали нагревают до и деформируют со скоростью 7-10 с до величины деформации прокладки и имитатора, равной 40%.В процессе деформации по падению напряжения до нуля определяют момент смыкания вертикальных стенок, и сварку прекращают. Измерение деформации элементов и прокладки показало, что она составляет 38,5-41,4%. При диффузионнор сварке, предусматривающей регистрацию и контроль величины пластической деформации по перемещению верхнего деформирующего пуансона, эта величина изменяется, в пределах 35,3-46,1%, что обеспечивает необходимую точность контроля и стабильность механических свойств. Поэтому прочность сварных соединений на изгиб в первом случае составляет (21,242,4) МПа, а во втором - (20,6±7,1) МПа.
Формула изобретения
1.Способ контроля процесса диф- фузионной сварки через промежуточную
прокладку деталей, размещаемых между пуансонами по деформации промежуточной прокладки, отличающий- с я тем, что, с целью повышения точности при сварке диэлектрических материалов, между пуансонами размещают имитатор прокладки из двух деформируемых элементов, которые устанавливают с зазором между их вертикальными стенками, а об окончании деформации судят по смыканию вертикальных стенок, причем величина зазора соответствует контакту вертикаль- Hbjx стенок в момент окончания сварки.
2.Способ по п. 1, о т л и ч а- ю щ и и с я тем,
мируемые а момент
, что через дефор- элементы пропускают ток, смыкания вертикальных стенок определяют по падению напряжения между стенками до нуля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества соединения при диффузионной сварке | 1990 |
|
SU1729719A1 |
| Способ диффузионной сварки | 1987 |
|
SU1418019A1 |
| Способ изготовления ротора шарового гироскопа | 2018 |
|
RU2713033C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАКЛАДКИ ПЕРЕДНЕЙ КРОМКИ КОМПОЗИЦИОННОЙ ЛОПАТКИ ВЕНТИЛЯТОРА | 2012 |
|
RU2503519C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ПОЛУСФЕР РОТОРА ШАРОВОГО ГИРОСКОПА | 1994 |
|
RU2085348C1 |
| Способ восстановления изношенных деталей | 1986 |
|
SU1569159A1 |
| Способ диффузионной сварки | 1980 |
|
SU910381A1 |
| Способ диффузионной сварки | 2020 |
|
RU2730349C1 |
| ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ ТУРБОМАШИНЫ СПОСОБОМ СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ | 2012 |
|
RU2525010C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2002 |
|
RU2214896C1 |
Изобретение относится к контролю процесса диффузионной сварки, преимущественно диэлектрических материалов, и может быть использовано в электронной, приборостроительной, электротехнической и других отраслях промышленности. Целью изобретения является повьшение точности контроля. Детали из диэлектрического материала свариваемые через промежуточную прокладку, и имитатор прокладки устанавливают между пуансонами. Имитатор выполняют в виде двух деформируемых элементов, установленных с зазором между их вертикальными стенками. В процессе деформации вертикальные стенки смыкаются, что определяют по падению напряжения между стенками до нуля. В этот момент сварку прекращают. 1 з.п. ф-лы, 1 ил. i СЛ
| Диффузионная сварка материалов, Под ред | |||
| Н.Ф.Казакова | |||
| М.: Машиностроение, 1981, с | |||
| Котел | 1921 |
|
SU246A1 |
| Способ контроля процесса диффузионной сварки | 1974 |
|
SU585936A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
