Изобретение относится к механосборочным работам в электротехнической промьпиленности для металлической гильзы с керамическим корпусом патрона для ламп накаливания с резьбовым цоколем.
Цель изобретения - повышение надежности соединения и производительности процесса сборки.
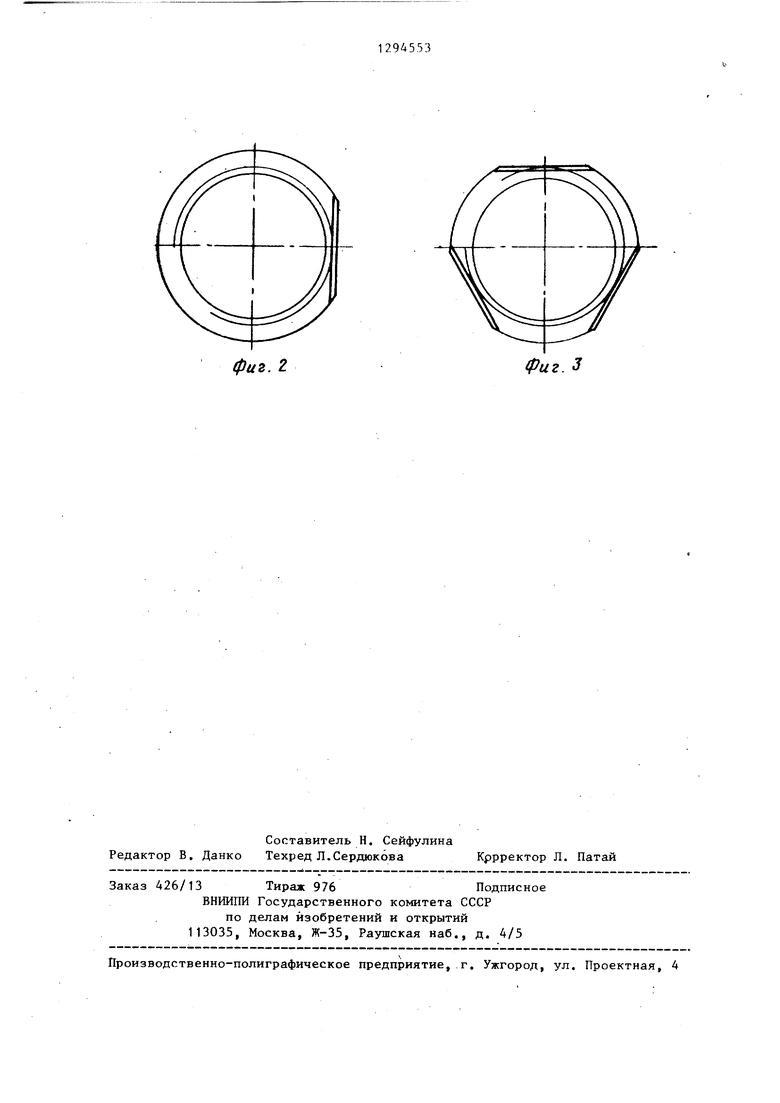
Поставленная цель достигается тем, что контактирующую поверхность корпусной детали выполняют с одной или п гранями, например восьмигранной, а фланец гильзы - цилиндрическим, равным диаметру описанной окружности вокруг многогранного углубления.
На фиг. 1 изображена схема процесса запрессовки; на фиг. 2 - вариант вьтолнения одной грани; на фиг. 3 - вариант выполнения трех граней.
Соединение деталей производят путем запрессовки одной детали (металлической гильзы) в другую (керамический корпус).
Отличием способа является осуществление запрессовки круглого фланца гильзы в многогранное углубление с ограничением глубины запрессовки.
Предложенный способ осуществляется при помощи устройства, содержащего пуансон 1 с коническим ловителем для базирования гильзы 2, опорной плиты 3 и вальцующего инструмента 4, для фиксации гильзы 2 в осевом направлении, базирующих элементов 5 и 6. Пуансон 1 вьтолнен цилиндрическим с двумя ступенями 7 и 8. Ступень 7 осуществляет запрессовку круглого фла нца гильзы в многогранное углубление корпуса 9, а ступень 8 ограничивает глубину запрессовки. При этом
5
0
5
0
5
0
происходит изгиб круг лого фланца по периметру граней отверстия корпуса и соединение с натягом.
В первоначальный момент пуансон 1 находится в крайнем нижнем положении. Металлическая гильза 2 и керамический корпус 9 подаются загрузочными устройствами на сборную позицию. Вальцующий инструмент 4 находится в крайнем верхнем положении. В момент перемещения пуансона 1 вверх происходит одевание гильзы 2 на заточку с коническим ловителем и запрессовка круглого фланца гильзы 2 в многогранное углубление корпуса 9: (диаметр ступени 7, осуществляющий запрессовку фланца гильзы 2, равняется диаметру вписанной окружности в многогранное углубление с вычетом толщины фланца гильзы 2). После этого опускается вальцующий инструмент 4, который развальцовывает гильзу 2 с другой стороны, чем достигается надежное фиксирование гильзы 2 относительно корпуса 9 в ойевом направлении.
Формула изобретения
Способ соединения двух деталей, при котором деталь из металла соединяют с деталью из керамики путем запрессовки, отличающийся тем, что, с целью повышения надежности соединения, в детали из керамики выполняют многогранное отверстие, а на одном конце детали из металла - фланец с диаметром, большим диаметра вписанной окружности многогранника, после чего осуществляют запрессовку указанного фланца в много- .граниое отверстие, а другой конец детали из металла развальцовывают.
фиг. 2
Фиг. 3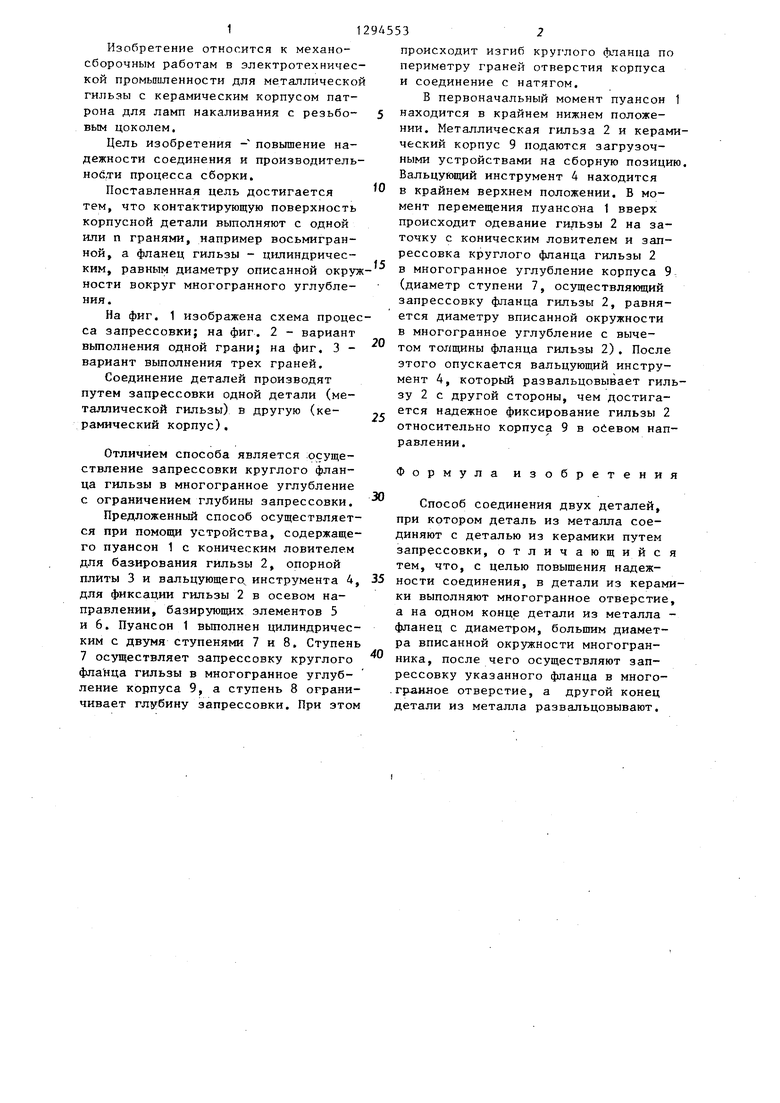
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки керамической детали с металлической | 1989 |
|
SU1712120A1 |
| Устройство для развальцовки гильз | 1987 |
|
SU1690915A2 |
| Устройство для развальцовки гильз | 1985 |
|
SU1323179A1 |
| Патрон для ламп накаливания с резьбовым цоколем | 1985 |
|
SU1302357A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ФИГУРНЫМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2271893C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ, ТРУБ С ПОМОЩЬЮ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213653C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ С НАТЯГОМ ОХВАТЫВАЕМОЙ И ОХВАТЫВАЮЩЕЙ ДЕТАЛЕЙ | 1991 |
|
RU2043897C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ | 2001 |
|
RU2203157C2 |
| Устройство для сборки плоских деталей с деталями типа "ось" или "втулка | 1980 |
|
SU1084719A1 |
| Устройство для групповой сборки деталей запрессовкой | 1985 |
|
SU1298035A1 |
Изобретение относится к механосборочным работам и может быть использовано в электротехнической про- мьшшенности для сборки металлической гильзы с керамическим корпусом патрона для ламп накаливания с резьбо1/7////// вым цоколем. Изобретение позволяет повысить производительность сборки, канество и надежность соединения за счет запрессовки металлической гильзы 2 с круглым фланцем в керамический корпус 9 с многогранным углублением, выполненным во вн утренней полости последнего. Процесс соединения происходит при перемещении пуансона 1 круглой формы с двумя ступенями 7, 8. Ступень 7 осуществляет запрессовку круглого фланца гильзы 2 в многогранное углубление корпуса а ступень 8 ограничивает глубину запрессовки. При этом происходит изгиб круглого фланца гильзы по периметру граней отверстия корпуса и соединение с натягом. 3 ил. 6 (Л Фиг /
| Способ получения многослойных изделий | 1978 |
|
SU700319A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
