редь, зависит от усилия запрессовки фланца гильзы 2 в многогранное углубление детали 9 и от радиального усилия, необходимого для качественной развальцовки края гильзы до контакта с керамической деталью. Затем подают команду на развальцовку края гильзы 2 инструментом 8. После развальцовки края гильзы пуансон 1 отводят в исходное положение, кулачки 5 с помощью пружин 6 и 7 возвращаются в исходное положение. Собранный узел удаляют с позиции сборки, затем цикл работы устройства повторяется. Предварительное перед развальцовкой нагружение керамического корпуса 9 радиально направленны ми силами служитдля сохранения керамической детали, осуществляют ее пластическую деформацию. Формула изобретения Устройство для сборки керамической детали с металлической, содержащее сборочный пуансон для базирования металлической гильзы, опорную плиту и инструмент для развальцовки металлической гильзы, отличающееся тем, что, с целью повышения качества сборки за счет приложения предварительного радиального усилия к наружной поверхности керамической детали, оно снабжено установленным в опорной плите патроном, выполненным в виде корпуса, внутри которого установлены кулачки, подпружиненные друг относительно друг и относительно корпуса, причем внутренняя поверхность корпуса и взаимодействующие с ней кулачки выполнены коническими.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения двух деталей | 1985 |
|
SU1294553A1 |
| Устройство для развальцовки гильз | 1987 |
|
SU1690915A2 |
| Патрон для ламп накаливания с резьбовым цоколем | 1985 |
|
SU1302357A1 |
| Устройство для сборки узла деталей запрессовкой | 1980 |
|
SU946878A1 |
| Способ сборки деталей запрессовкой с обработкой отверстия и устройство для его осуществления | 1989 |
|
SU1759593A1 |
| Съемно-базирующее устройство для деталей | 1986 |
|
SU1393577A1 |
| СПОСОБ СБОРКИ СЕКЦИЙ И НАРЕЗКИ РЕЗЬБЫ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА | 2006 |
|
RU2324804C2 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2732462C1 |
| СПОСОБ СБОРКИ И ПАТРОН СТРЕЛКОВОГО ОРУЖИЯ | 2008 |
|
RU2429444C2 |
| Устройство для развальцовки гильз | 1986 |
|
SU1424918A1 |
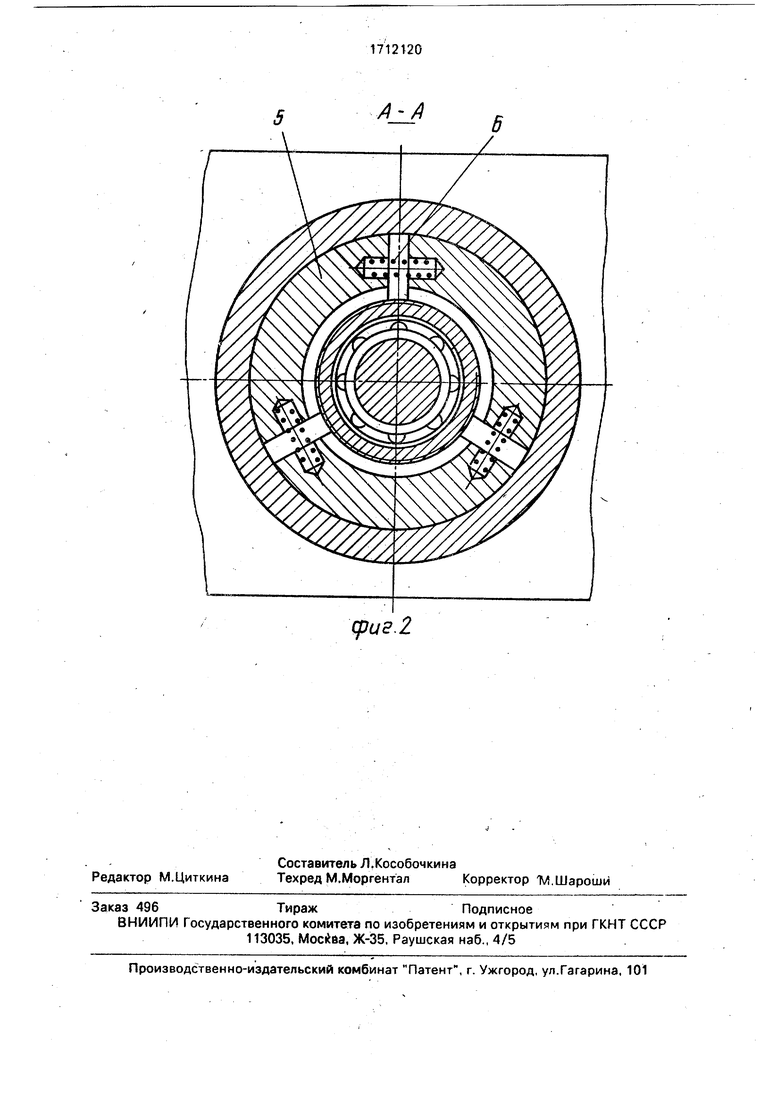
Изобретение относится к механос^- рЬчному производству и может быть использовано в электротехнической промыш-ленности для сборки металлической гильзы с керамическим корпусом патрона ламп накаливания. Цель изобретения - повышение качества сборки за счет приложения предварительного радиального усилия к наружной поверхности металлической детали. Пуансон 1 с установленной на нем металлической гильзой 2 перемещают вверх до установки гильзы в керамическую деталь 9. При дальнейшем перемещении пуансона 1 происходит обжим собранного узла в месте развальцовки гильзы 2 при помощи кулачков 5. Затем осуществляют развальцовку края гильзы 2 инструментом 8. Собранный узел удаляют с позиции сборки. 2 ил.•у^Изобретение относится к механосборочному производству и может быть использовано в электротехнической промышленности для сборки металлической резьбовой гильзы с ке'рамическим корпусом патрона для ламп накаливания.Целью изобретения является повышение, качества сборки за счет предварительного приложения радиального усилия к наружнбй поверхности керамической деУа- ли..'На фиг: 1 изображено устрО1^ство, общий вид; на фиг. 2 - сечение А-А на фиг. 1.Устройство содержит пуансон 1 с ловителем для базирования гильзы 2, опорную плиту 3, в котор1ой установлен патрон для обжима керамической детали, выполненный в виде корпуса 4, в котором установлены кулачки 5, подпружиненные друг относительно друга пружинами 6 и относительно корпуса пружинами 7. Вальцующийинструмент 8 осуществляет фиксирование гильзы 2 в керамической детали 9.Устройство работает следующим образом.В исходном положении пуансон 1 находится в крайнем нижнем положении. Металлическую гильзу 2 с помощью загрузочного устройства (не показано) устанавлив:9ют на пуансон 1, а керамическую плиту 9 подают на позицию сборки. При перемещении пуансона 1 вверх происходит установка керамической детали 9 на пуансон 1 с металлической гипьзой 2. При дальнейшем движении пуансона происходит ко|^такт собранного узла;С кулачками 5, при этом происходит предварительный обжиг собранного узла в месте развальцовки гильзы 2 и запрессовка фланца гильзы в многогранное углубление керамической детали 9. Усилие обжига керамическрго корпуса определяется углом а. , который в свою оче-VIюN3 О
(риг.2
| Способ соединения двух деталей | 1985 |
|
SU1294553A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
