Известные правильно-раскруточные машины, вынолненные в виде крутильной и подвижной головок, имеют серьезный недостаток, заключающийся в обратном закручивании обрабатываемой трубы при реверсе крутильной головки, что приводит к снижению качества правки и производительности машины.
В описываемой правильно-раскруточной машине этот недостаток устранен благодаря тому, что на ее быстроходном вал} размещен автомат в виде муфты, снабженной сельсинным датчиком, подаюихги; импульсы на отключение электродвигателя.
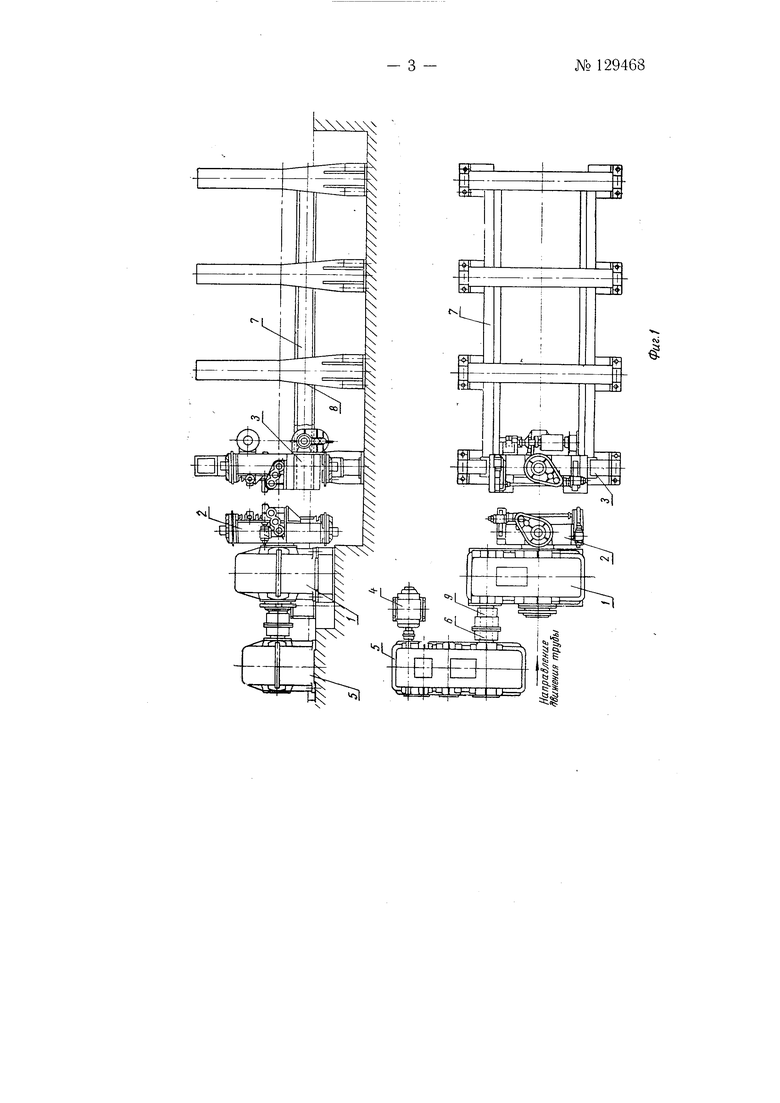
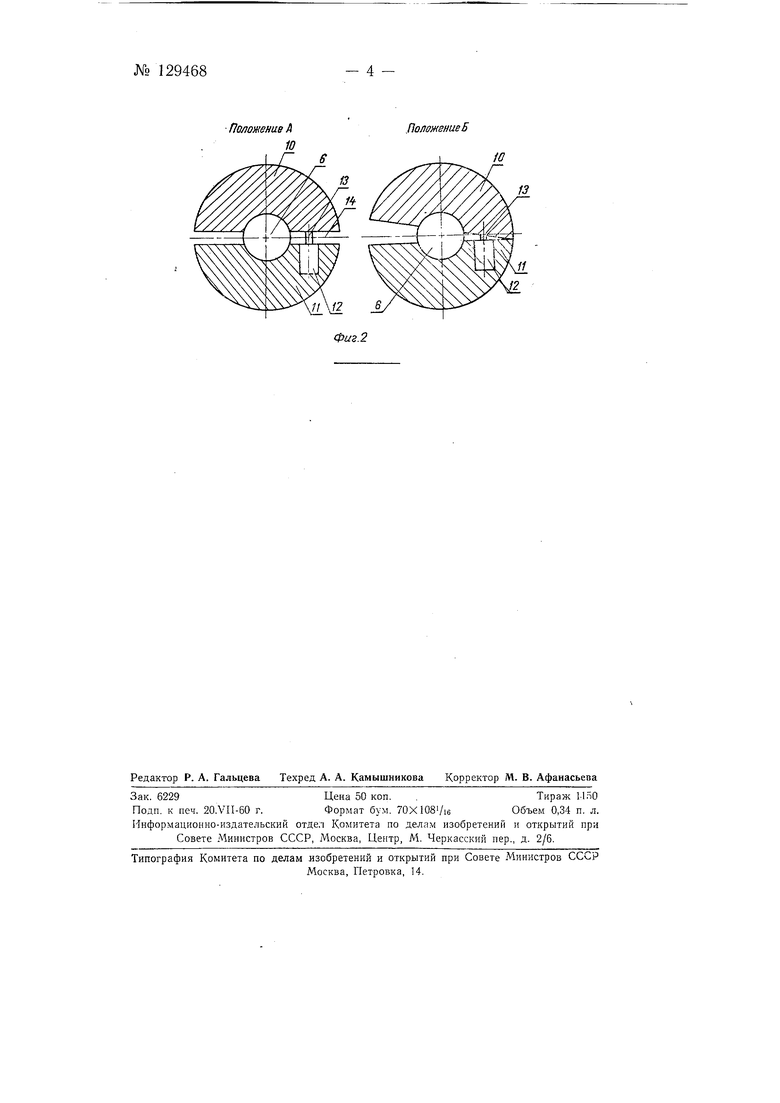
На фиг. 1 показана машина в двух проекциях; на фиг. 2 - муфта в двух положениях с сельсинным датчиком.
Машина состоит из крутильной головки /, на внешней стороне которой размещен механизм зажима 2, выполненный в виде планшайбы с двумя вертикальными и двумя горизонта.тьными ползунками (на фигурах не показаны), а также подвижной головки 3 с таким же механизмом зажима, но с невращающейся планшайбой.
Крутящий момент передается планшайбе крути.тьной головки от электродвигателя 4 через многоступенчатый редуктор 5 и быстро.ходный вал 6. В зависимости от длины обрабатываемой трубы подвижная головка перемешается при помощп реечного механизма 7 между стойками 6.
Для осуществления процесса правки один конец трубы зажимает в крутильной головке, а другой - в подвижной головке. Поворотол крутильной головки создается угол активной деформации материала трубы, после чего головка реверсируется электродвигателем в пределах угла упругой отдачи.
Чтобы угол реверса крутильной головки i;e превышал угла упругой деформации трубы и, таким образом, не происходило обратного закручивания ее, в машине предусмотрен автомат возврата, выполненный в виде муфты 9 с двумя к лачками 10 и 11 (фиг. 2) и размещенный на быстроходном валу 6.
№ 129468
Между кулачками усталсолен сельсинный датчик 12, CHa6H efiHbm наконечнмком 13 в виде винта с большим шагом.
В момент раскручивания правимой трубы зазор 14 (положение А) между опорными нлоскостями сулачков уменьшается (положение Б), и наконечник датчика ввинчивается в него, поворачивая ротор сельсина «а определенный угол. Как только труба прекращает деформироваться, кулачки вместе с датчиком возвращаются в исходное положение А, при этом сельсинный датчик подает импульс на остановку двигателя крутильНой- головки.
Предмет и з о б р е т е н и я
Правильно-раскруточная машина, выполненная в виде крутильной и подвижной головок, редуктора крутильной головки и эстакады для перемещения подвижной головки вдоль 4ронта обработки изделия, отличающаяся тем, что для повышения производительности машины и качества правки, особо тонкостенных закрученных при термообработке труб, на быстроходном валу машины размещена муфта, снабженная сельсинным датчиком, подаюнхим импульсы на отключение электродвигателя во избежание обратного закручивания.
Положение А Ю
ПолотениеБ
10
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРАВИЛЬНО-РАСКРУТОЧНАЯ МАШИНА | 1972 |
|
SU352696A1 |
| Способ настройки правильной машины с зажимными головками перед измерением на последних показателей искривленности и скрученности заготовок | 1983 |
|
SU1148664A1 |
| Способ настройки правильно-раскруточной машины и устройство для его осуществления | 1986 |
|
SU1349827A1 |
| Трубоправильный стан | 1959 |
|
SU121013A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Устройство для намотки полосового материала | 1980 |
|
SU990366A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Лентопротяжный механизм для намотки и перемотки ферромагнитной ленты с постоянной угловой скоростью | 1952 |
|
SU111119A1 |