Известные трубоправильные станы с двумя трехвалковыми обоймами и поворотными планшайбами не могут осуществлять автоматическую угловую настройку валков, ноэтому они недостаточно нронзводительны.
Описываемый трубоправильный стан более производителен, так как в нем осуществляется автоматическая угловая настройка валков по отнощению к оси трубы, подлежащей правке.
Указанная автоматическая угловая настройка валков достигается тем, что верхние планщайбы стана установлены на поворотных рычагах и шарнирно связаны своей периферией со станиной посредством тяг, а нижняя планщайба установлена на станине и своей периферией щарнирно связана с хвостовиком одного из поворотных рычагов.
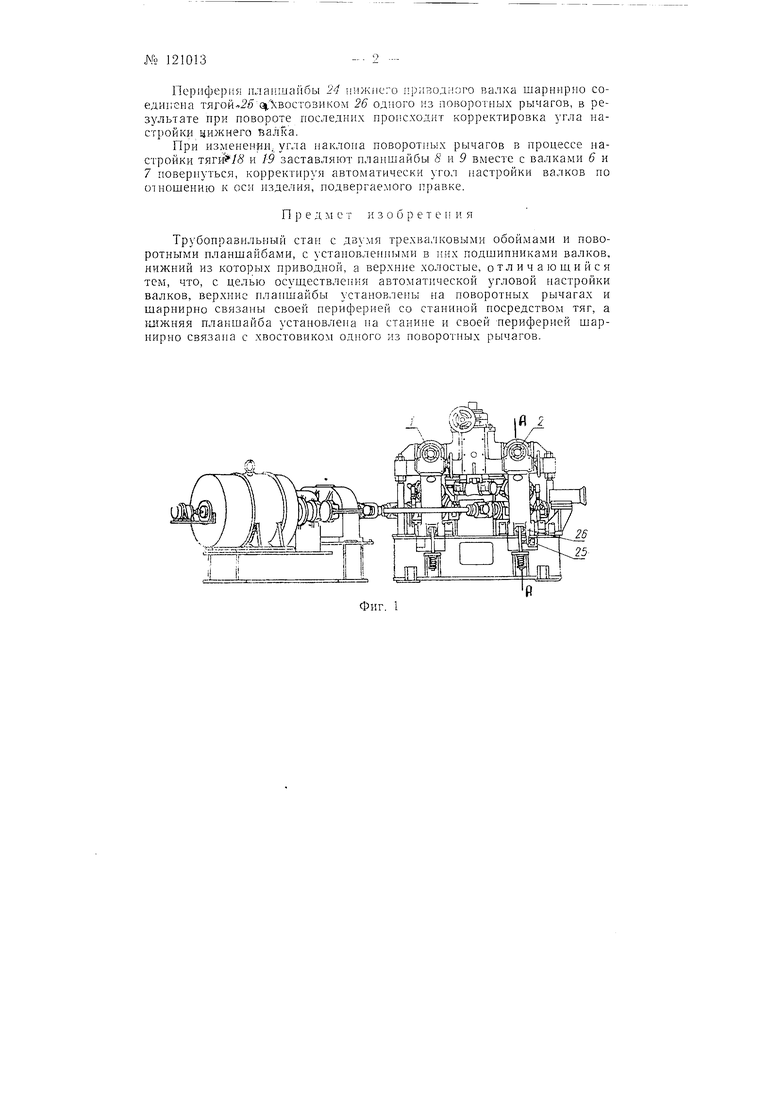
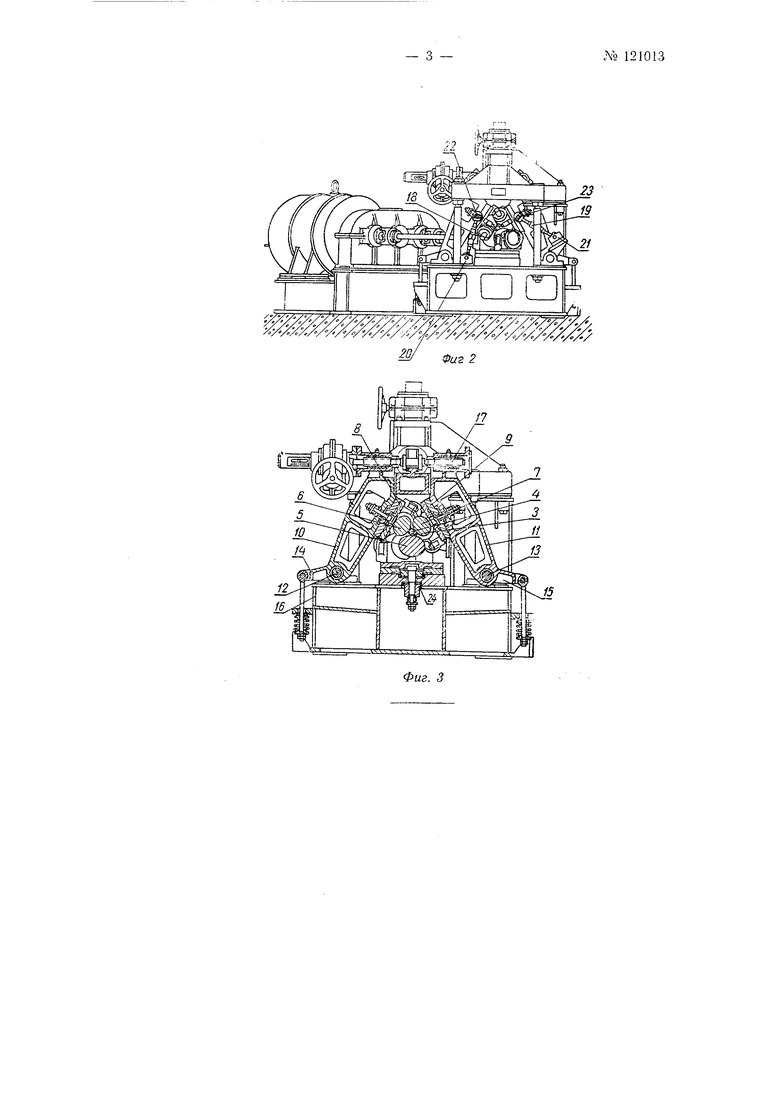
На фиг. 1 и 2 показан вид трубоправильного стана в двух проекциях и на фиг. 3 его разрез по АА на фиг. 1.
Стан выполнен с трехвалковыми обоймами 1 и 2, каждая из которых образует закрытый калибр 3, куда вкладывается труба 4, подвергаемая правке. Один из валков обоймы-нижний 5 приводной, а два других-6 и 7 верхние холостые. Подшипники верхних валков установлены на поворотных планшайбах 5 и 9, дающих возможность производить угловую настройку. Планщайбы 5 и 9, в свою очередь, установлены на двух поворотных рычагах 10 н //, оси 12 и 13 которых монтированы в подшипниках М и /5 на станине 16.
Регулировка раствора валков осуществляете с помощью винтового устройства 17, расположенного на верхней части станины. Угловая настройка валков обоймы производится автоматически посредством двух шарнирно шаровых тяг /5 и 19, кижние головки 20 и 21 которых крепятся шарнирно к станине, а верхние головки 22 и 23 соединены с периферией планшайб 8 и 9.
№ 121013-- 2
Периферия планшайбы 24 нижнего нриводного валка шарннрно соединена тягой Ра(Хвостовиком 26 одного мз новоротных рычагов, в результате при новороте носледннх нронсходит корректировка угла настройки щижнего йалка.
При изменении; угла наклона новоротиых рычагов в процессе настройки и 19 заставляют планшайбы S н 9 вместе с валками 6 и 7 повернуться, корректируя автоматически угол настройки валков но отношению к оси изделия, подвергаемого правке.
Пред м е т и з о б р е т е н и я
Трубоправильный стан с двумя трехва.тковыми обоймами и поворотными планшайбами, с установленными в них подшипниками валков, нижний из которых приводной, а верхние холостые, отл и ч а ю ш,и и с я тем, что, с целью осуществления автоматической угловой настройки валков, верхиис планшайбы установлены на поворотных рычагах и шарнирно связаны своей периферией со станиной посредством тяг, а нижняя планшайба установлена на станине и своей периферией шарнирно связаг1а с хвостовиком одного из поворотпых рычагов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки трубоправильных станов | 1960 |
|
SU140663A1 |
| Машина для обработки металлов давлением | 1983 |
|
SU1188974A1 |
| МАШИНА ДЛЯ ПРАВКИ ТРУБ | 1970 |
|
SU267312A1 |
| Машина для правки тонкостенных труб | 1974 |
|
SU504581A1 |
| РАБОЧАЯ КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2172219C2 |
| Прокатный стан | 1988 |
|
SU1583196A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Машина для правки труб | 1976 |
|
SU656696A1 |
| Прокатный стан | 1988 |
|
SU1519803A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
И 2
