Изобретение относится к обработке металлов давлением, а именно к способ-ам настройки правильных машин с, зажимными головками, и может быть использовано в металлургии, машиностроении и других отраслях промышленности для настройки правильноизгибных и правильно-раскруточньпс машин перед измерением на последних показателей искривленности и скру шнности заготовок.
Известен способ настройки машины для дискретной правки изгибом и кручением, включающий зажим заготовки в губках двух подвижных залонмных г.оловок, деформирование заготовки перемещением этих головок и частичнуга разгрузку заготовкиперемещением головок в направлении упругой отдачи заготовки путем соединения всех полостей силовых цилиндров
приводов рабочего перемещения головок со сливом.
Полученные отклонения подвижных зажимных головок от нулевого положения j соответствующего прямолиршй™ ной и нескрученной форме заготовки используют затем в качестве показателей искривленности и скрученности выправляемого участка заготовки Li.
Недостатком данного способа является 1П13кая точность установки подвижных зажимных головок в положение, соответствующее ненапряженному состоянию выправляемого участка заготовки. Это обусловлено наличием больимх по величине сил трения,препятствующих перемещению в упомянутое положение как головок, так и соединенных с-ними штоков силовых цилиндров.
Известен способ настройки правильной .машины с зажимными головками, включающий зажим заготовки в губках головок и последующее перемещение подвижных зажимных головок в направлен -ш упругой отдачи заготовки.
Перемещение осуществляют включением привода рабочего перемещения крутильной зажимной головки в направлении упругой отдачи заготовки, Выктпочение привода производят при этом после образования зазора между кулачками муфты, соединяющей быстроходный и тихоходный редукторы привода 23.
Недостатком известного способа является низкая точность настройки.
машины, обусловленная принципиальной невозможностью установки крутильной зажимной головки в положение, соответствующее естественному ненапряженноьгу состоянию выправляемого участка заготовки. Перемещению головки в указанное положение препятствуют силы как в подшипниковой опоре головки, так и, в особенности, в тихоходном редукторе привода ее поворота. Вследствие этого используемыйдля оценки угла скрученности выправляемого участка угол отклонения крутильной зажимной головки от нулевого положения будет отличаться от угла скрученности полностью разгруженного выправляемого- участка на величину, пропорциональную указанным силам трения.
Цеяь изобретения - повьшгение точности настройки путем обеспечения более точной установки подвижных зажимных головок в положение, по которому судят о показателях искривленности и скрученности выправляемого участка заготовки.
I ,
Указанная цель достигается тем,
что согласно способу настройки правильной машины с загкимньс-ш головками, включающему зажям заготовки в губках головок и последующее перемещение зажимных головок в направлении упругой отдачи заготовки, перед зажимом заготовки в губках к каждой подвижной зажимной головке прикладывают приводом ее рабочего перемещения усилие, возрастающееот нуля до величины, обеспе- сизающей страгивание головки с места,фиксируют величину этого усилия и пос ле зажима загоговки в губках усилие привода каждой подвижной зажимной головки в процессе ее перемещения в направлен1ш упругой отдачи заготовки сначала уменьшают до нуля, а затем увеличивают до указанной фиксированной величины.
После уменьшения усилия привода рабочего перемещения каждой подвиясной зажт-1мной головки до нуля оно в процессе последующего перемещения головки в направлении упругой отдачи заготовки снова начинает возрастать, складываясь с уменьшающим™ ся усилием упругой отдачи заготовки. Вследствие этого головка пере метается в положение, при котором
. I
усилие привода достигает фиксированной величины, равной сопротивлению холостого перемещения головки, а усилие упругой отдачи уменьшается до нуля. Дальнейшее перемещение головки вызвало бы появление усилия упругой отдачи обратного знака и поэтому могло бы произойти только при превышении усилием привода упомянутой фиксированной величины, что невозможно по условиям способа.
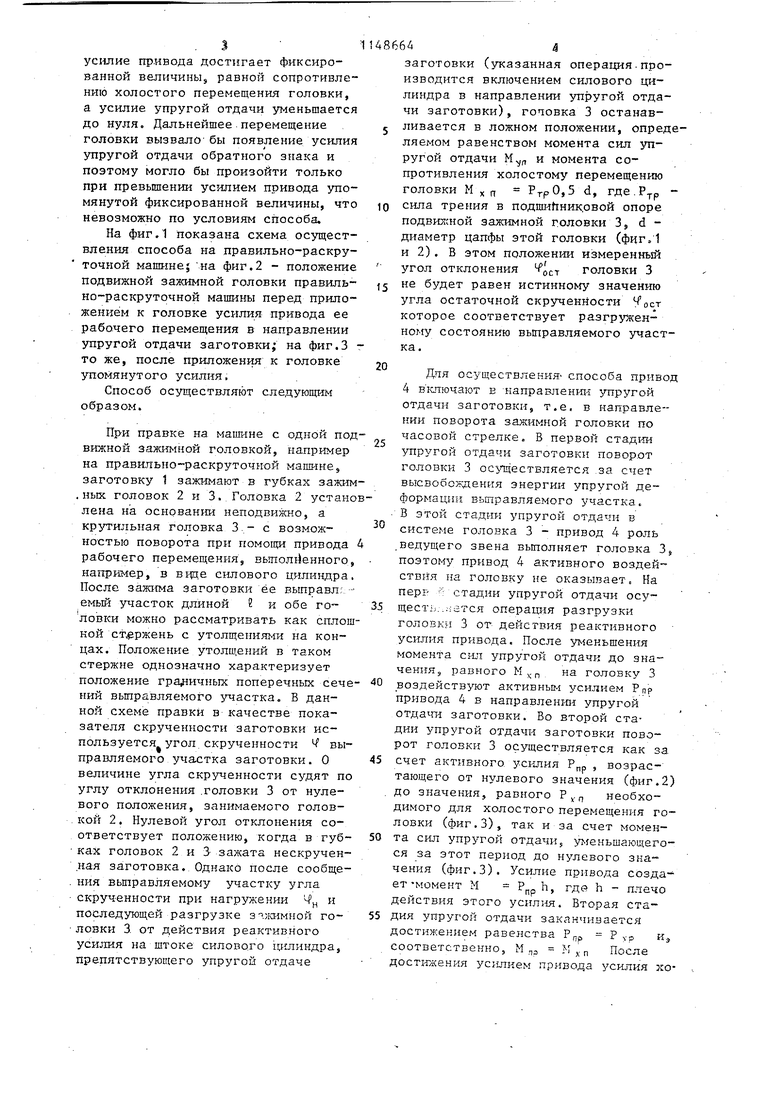
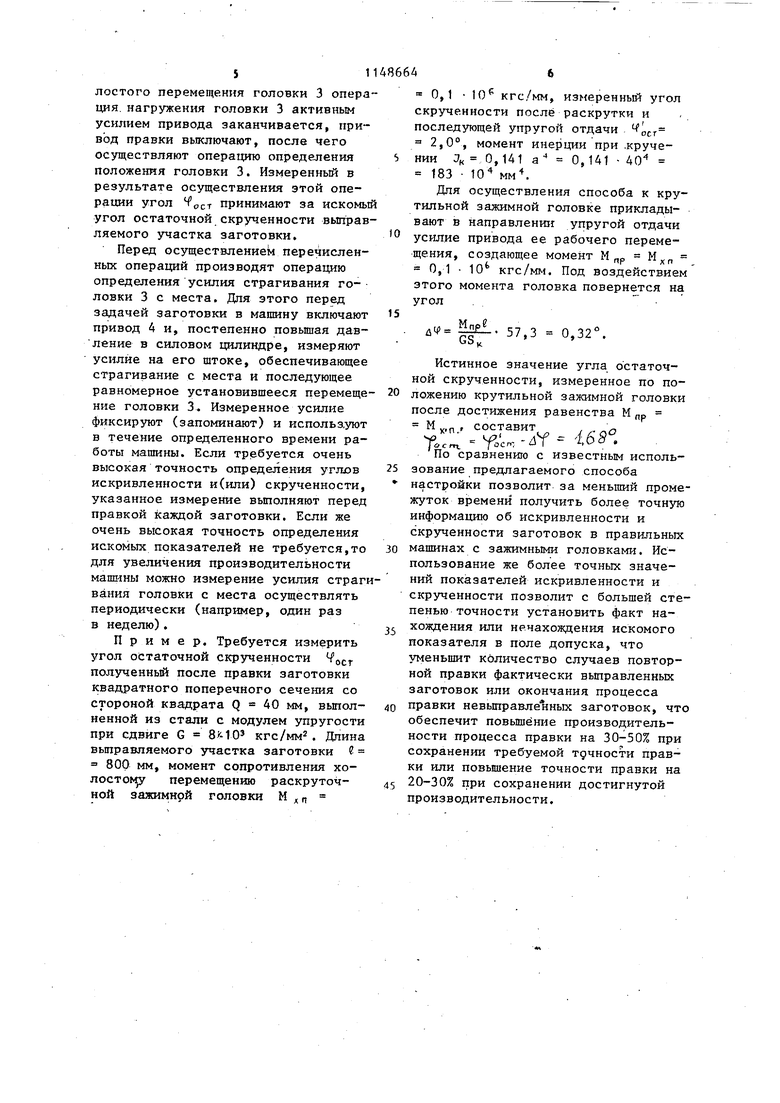
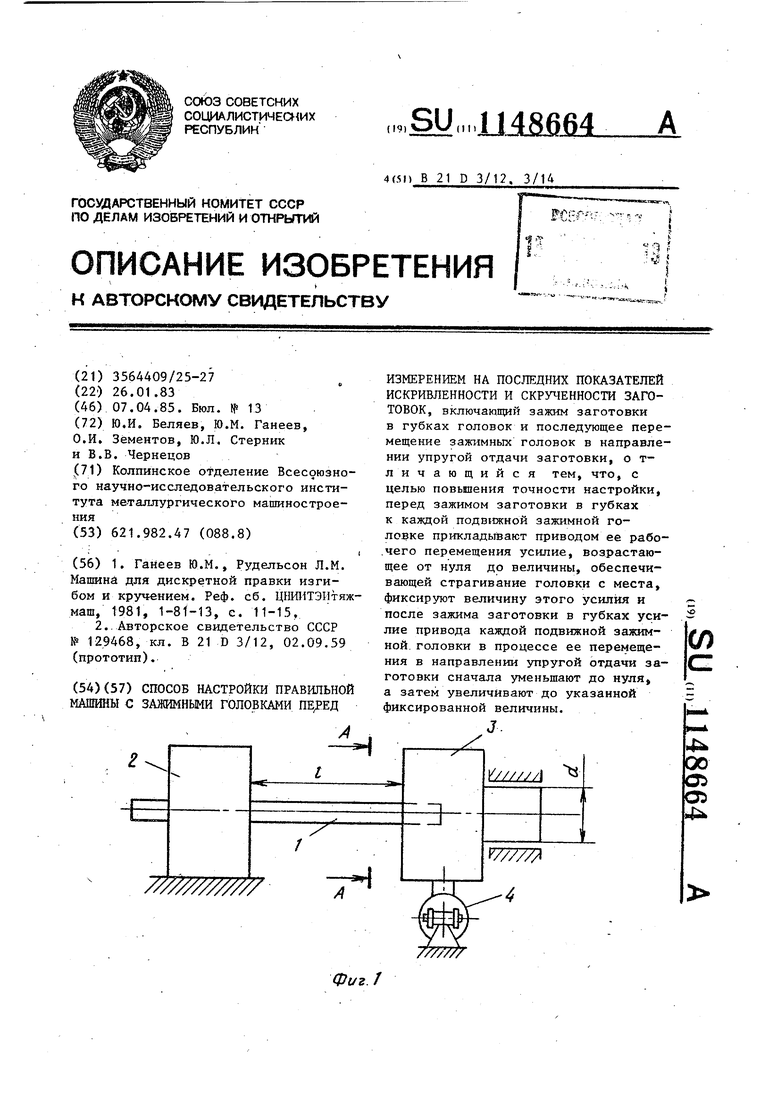
На фиг. 1 показана схема осзпцествления способа на правильно-раскруточной машине;на фиг.2 - положение подвижной зажимной головки правильно-раскруточной машины перед приложением к головке усилия привода ее рабочего перемещения в направлении упругой отдачи заготовки; на фиг.З то же, после приложения к головке упомянутого усилия,
Способ осуществляют следующим образом.
При правке на машине с одной подвижной зажимной головкой, например на правильно-раскруточной машине, заготовку 1 зажимают в губках зажим.ных головок 2 и 3..Головка 2 устанолена на оснрванрш неподвижно, а крутильная головка 3,- с возможностью поворота при ПОМО1ЦИ привода рабочего перемещения, вьяюлйенного, например, в ввде силового цилиндра. После зажима заготовки ее выправл;. емьш участок длиной 2 и обе го ловки можно рассматривать как сплошной ст ржень с утолщениями на концах. Положение утолш,ений в таком стержне однозначно характеризует положение град1ичных поперечных сечений выправляемого участка. В данной схеме правки в качестве показателя скрученности заготовки используется угол, скрученности выправляемого участка заготовки. О величине угла скрученности судят по углу отклонения .головки 3 от нулевого положения, занимаемого головкой 2. Нулевой угол отклонения соответствует положению, когда в губках головок 2 и 3 зажата нескручениая заготовка.. Однако после сообще. ния выправляемому участку угла
скрученности при нагружении 4j и последующей разгрузке з зкимной головки 3. от действия реактивного усилия на штоке силового щ{линдра9 препятствующего упругой отдаче
866Д4
заготовки (указанная операция.производится включением силового цилиндра в направлении упругой отдачи заготовки), гочовка 3 останавливается в ложном положении, определяемом равенством момента сил упругой отдачи М, и момента сопротивления холостому перемещению головки Мхп PrpOjSd, где . Pjp
0 сила трения в подшийник.овой опоре подви};сной зажимной головки 3, d диаметр цапфы этой головки (фиг.1 и 2)с В этом положении измеренньй угол отклонения головки 3
2 не будет равен истинному значению угла остаточной скрученности У ост которое соответствует разгруженному состоянию выправляемого участка.
Для осуществления способа привод
4 вютючают в направлен1 и упругой отдачи заготовки, т.е. в направлении поворота зажимной головки по часовой стрелке. В первой стадют упругой отдачи заготовки поворот головки 3 ос тдествляется .за счет высвобождения энергии упругой деформации выправляемого участка. В этой стадии упругой отдачи в системе головка 3 - привод 4 роль .ве.дущего звена выполняет головка 3 поэтому привод 4 активного воздействия на головку не оказывает. На перв стадии упругой отдачи осу5 щест1...:гтся операция разгрузки головки 3 от действия реактивного усилия привода. После утменьшения момента сшт упругой отдачи до значениЯэ равного М ,; п головку 3
0 воздейств тот активным усилием Рпр привода 4 в направленгш упругой отдачт заготовки. Во второй стадии упругой отдачи заготовки поворот головки 3 осуществляется как за
5 счет активного усютия , возрастающего от нулевого значения (фиг.2) . до значения, равного Р.,, необходимого для холостого перемещения головки (фиг.З), так и за счет момента сшт упругой отдачиj у шньшающегося за этот период до нулевого значения (фиг.З). Усилие привода создает -момент М Р„р п, где h - плечо действия этого усил11я. Вторая ста5 дин упругой отдачи заканчивается
достижением равелства Рг,р F ур и соответственно, М ,,э | х п После дост1 жения уснлием привода усилия холостого перемещения головки 3 опера ция, нагружения головки 3 активным усилием привода заканчивается, привод правки выключают, после чего осуществляют операцию определения положения головки 3. Измеренный в результате осуществления этой операции угол ocf принимают за искомы угол остаточной скрученности выправ ляемого участка заготовки. Перед осуществлением перечисленных операций производят операцию определения усилия страгивания головки 3 с места. Для этого перед задачей заготовки в машину включают привод 4 и, постепенно повышая давление в силовом цилиндре, измеряют усилие на его штоке, обеспечивающее страгивание с места и последующее равномерное установившееся перемеще ние головки 3. Измеренное усилие фиксируют (запоминают) и испольауют в течение определенного времени работы машины. Если требуется очень высокая точность определения угллв искривленности и(или) скрученности, указанное измерение выполняют перед правкой йаждой заготовки. Если же очень высокая точность определения искомых показателей не требуется,то для увеличения производительности машины можно измерение усилия страг вания головки с места осуществлять периодически (например, один раз в неделю). Пример. Требуется измерить угол остаточной скрученности ост полученный после правки заготовки квадратного поперечного сечения со стороной квадрата Q 40 мм, выполненной из стали с модулем упругости при сдвиге G 8-10 кгс/мм . Длина выправляемого участка заготовки 2 800 мм, момент сопротивления холостому перемещению раскруточной зажимной головки М 0,1 10 кгс/мм, измеренный угол скрученности после раскрутки и последующей упругой отдачи осг 2,0°, момент инерции при .кручеНИИ JK 0,141 а 0,141 - 40 183 10 мм Для осуществления способа к крутильной зажимной головке прикладывают в направлении упругой отдачи усршие привода ее рабочего перемещения, создающее момент М „р М 0,1 10 кгс/мм. Под воздействием этого момента головка повернется на угол 57,3 0,32 Истинное значение угла остаточной скрученности, измеренное по положению крутильной зажимной головки после достижения равенства М „„ М ,п , составит д Т- Го-- -- По сравнению с известным использование предлагаемого способа настройки позволит за меньший промежуток времени получить более точную информацию об искривленности и скрученности заготовок в правильных машинах с зажимными головками. Использование же более точных значений показателей искривленности и скрученности позволит с большей степенью точности установить факт нахождения или ненахождения искомого показателя в поле допуска, что З меньшит количество случаев повторной правки фактически выправленных заготовок или окончания процесса правки невыправленных заготовок, что обеспечит повышение производительности процесса правки на 30-50% при сохранении требуемой тдчности правки или повышение точности правки на 20-30% при сохранении достигнутой производительности.
4-/f f np-O
Фиг. 2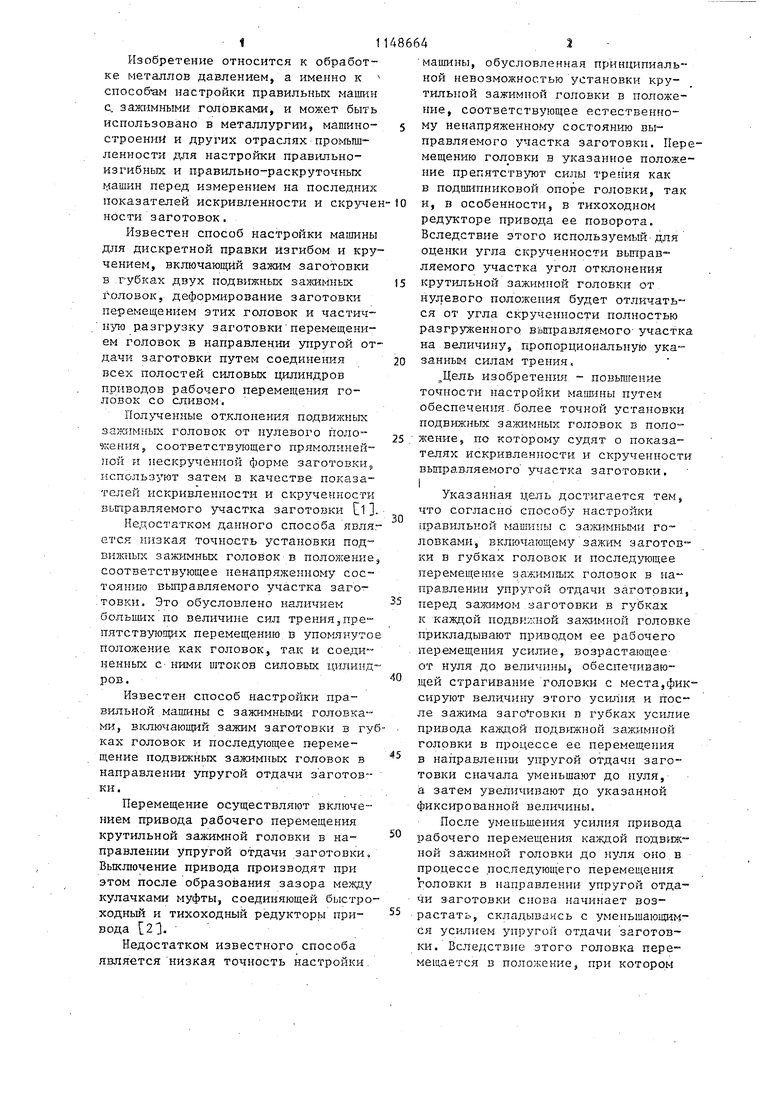
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки правильно-раскруточной машины и устройство для его осуществления | 1986 |
|
SU1349827A1 |
| Способ настройки правильных машин дискретного действия | 1981 |
|
SU980896A1 |
| ПРАВИЛЬНО-РАСКРУТОЧНАЯ МАШИНА | 1972 |
|
SU352696A1 |
| Зажимная головка универсальной сортоправильной машины дискретного действия | 1986 |
|
SU1318322A1 |
| Способ управления процессом дискретной правки заготовок | 1987 |
|
SU1426668A1 |
| Правильная машина | 1977 |
|
SU780933A1 |
| Правильная машина | 1990 |
|
SU1794528A1 |
| Способ правки длинномерных заготовок изгибом | 1982 |
|
SU1066696A1 |
| Способ правки заготовок плоским изгибом и устройство для его осуществления | 1977 |
|
SU780926A1 |
| Способ правки заготовок плоским изгибом | 1989 |
|
SU1703216A2 |
Фиг. J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Танеев Ю.М., Рудельсон Л.М | |||
| Машина для дискретной правки изгибом и кручением | |||
| Реф | |||
| сб | |||
| ЦШИТЭИтяжмаш, 1981, 1-81-13, с | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
