11
Изобретение относится к области машиностроения и может быть использовано для получения неразъемных соединений деталей и узлов,
Цель изобретения - повышение демпфирующих свойств и надежности сопряжения стержней заготовки заклепки.
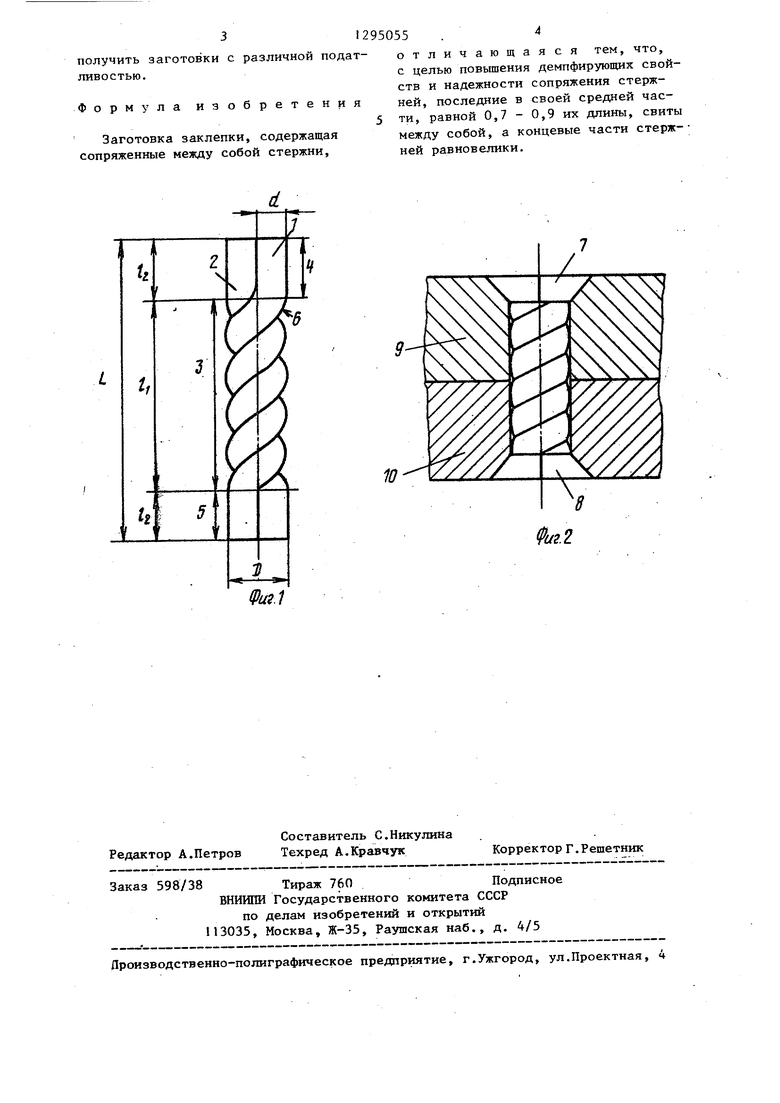
На фиг.1 представлена заготовка заклепки до образования неразъемного соединения деталей, общий ви,ц; на фиг.2 - заклепочное соединение деталей, общий вид.
Заготовка заклепки состоит из одинаковых стержней I и 2 равного поперечного сечения. Средние участки 3 заготовки плотно свиты между собой. Концы 4 и 5 заготовки вьшол- некы равновеликими, прямолинейными, с радиусными переходами 6 к участку 3, длина которого составляет 0,7 - 0,9 длины заготовки. Объемы концов стержней 1 и 2 равны объемам соот-. ветствующих головок 7 и 8 заклепки.
При установке заготовки заклепк в сквозное отверстие пакета соединямых деталей 9 и 10 ее концы выступают на величину, необходимую для осевой осадки и образования замыкающих головок. Для упрощения процесса клепки ,одна из головок может быть отформована заранее в штампе. При осадке заготовки средняя часть скрученных стержней позволяет плотно заполнять сквозное отверстие в скре ляемых элементах.
Размеры элементов заготовки заклепки определяются из следующих зависимостей j
где L - общая длина заготовки заклёпки;
Г, - длина среднего участка заготовки заклепки с свитыми стержнями;
Jn- длины прямолинейных концов
50
заготовки заклепки; d - диаметр стержней заготовки
заклепки; п - количество витков на участке
J,;
D - диаметр заготовки заклепки« Длина развертки витков на участI, равна
Zpc,,. (.n,55
(D-d) - средний диаметр витка; oi - угол наклона витка, - Л 30 - 45.
0
15
20
950
5
«с
35
40
45
50
55
552
Тогда исходная длина стержней для заготовки заклепки равна Ij,(, foзъ. + 2 J а длина заготовки заклепки ,+ 21, и ,.
Длина участка с свитыми стержнями
2, 2d-l-.nиI,.V„. Причем разница равна
ir(D-d). .n-2d
сЬ- Экспериментальным путем установ- лено, что длина , равна 0,7-0,9 длины заготовки, при которых наиболее полно проявля€;тся зффект демпфирования соединения и происходит необходимое перераспределение нагрузок.
При длине 1, больше 0,9 и свьше I,0 ухудшается формообразование замыкающих головок заклепок, кромки вокруг отверстия разбиваются. При дл.ине 12, меньше 0,7 ухудшается зффект демпфирования соединения, перераспределение нагрузок менее заметно.
Заклёпки с максимальным соотношением длины f, - 0,9 пригодны для менее пластичных материалов с минимальным соотношением 0,7 для более пластичных материалов.
Благодаря совместной винтовой спиральной свивке стержней заготовки обеспечивается стабильное сжатие пакета и его демпфирование вдоль оси заклепок в широком диапазоне вибрационных нагрузок, что позволяет при динамическом нагружении узлов и элементов изделий пропорционально перераспределять нагрузки между заклепками и повысить надежность соединения.
С учетом совместности деформаций пакета и заклепки усилие, приходящееся на заклепку, равно
р jblр
SoK . 9i 3 + п где Р - внешняя нагрузка;
податливость пакета;
податливость заклепки.
В зависимости от податливости заклепки соответственно будет возрастать или уменьшаться нагрузка на заклепку. Причем податливость заклепки находится в зависимости от податливости пакета. Меняя угол закрутки и геометрию стержней заготовки, можно
получить заготовки с различной податливостью.
Формула изобретения
Заготовка заклепки, содержащая сопряженные между собой стержни,
отличающаяся тем, что, с целью повышения демпфирующих свойств и надежности сопряжения стержней, последние в своей средней час- ти, равной 0,7 - 0,9 их длины, свиты между собой, а концевые части стержней равновелики.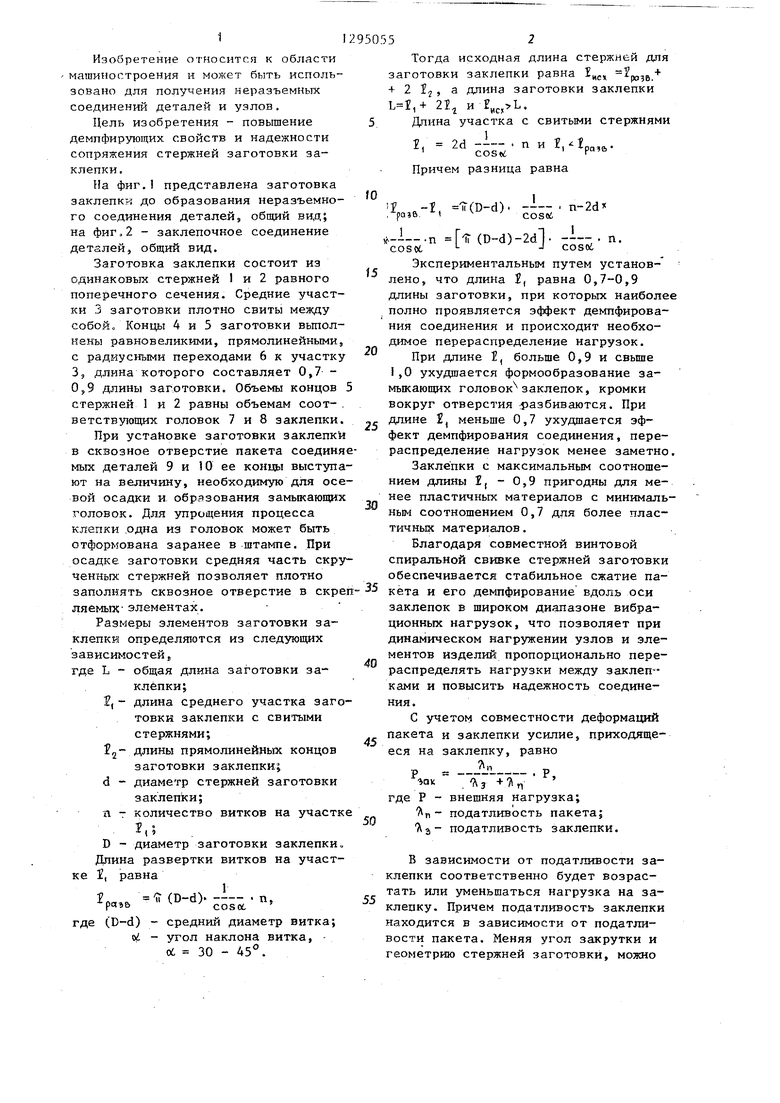
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка заклепки | 1988 |
|
SU1613239A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ НЕРАЗЪЕМНЫМ ЗАКЛЕПОЧНЫМ ШВОМ | 2006 |
|
RU2288380C1 |
| Заклепка | 1988 |
|
SU1545013A1 |
| Заклепка | 1988 |
|
SU1620707A1 |
| Заклепочное соединение деталей из малопластичных материалов | 1978 |
|
SU767415A1 |
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2001 |
|
RU2219390C2 |
| Способ получения заклепочного соединения | 1989 |
|
SU1732022A1 |
| Способ получения заклепочного соединения деталей | 1990 |
|
SU1735627A1 |
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |
| Заклепка и способ получения неразъемного заклепочного соединения | 1991 |
|
SU1810627A1 |
Изобретение относится к области машиностроения, в частности к заклепочным соединениям. Цель изобретения - повьппение демпфируюпщх свойств заклепки и повьшение надежности сочленения стержней заклепки. Заготовка заклепки расклепьшается в отверстиях соединяемых деталей. За счет вьшолнения средней части из свитьрс между собой стержней обеспечивается стабильное сжатие соединяемых деталей и демпфирование при вибрационных нагрузках. 2 ил.
Редактор А.Петров
Составитель С.Никулина Техред А.Кравчук
Заказ 598/38 Тираж 760Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор Г.Решетник
| Заклепка | 1977 |
|
SU720207A1 |
| Заклепка | 1975 |
|
SU566982A1 |
