2
СД
Изобретение относится к машиностроению, а именно высокоресурсным заклепкам.
Цель изобретения - повышение прочности заклепочного соединения.
На фиг. 1 представлена заклепка, общий вид; на фиг. 2 - заклепка, установленная в пакет толстостенных деталей перед образованием замыкаю- (цих головок; ня фиг. 3 - то же, в момент замыкания объема материала стержня; на фиг. 4 - заклепка с расклепанными замыкающими головками.
Заклепка состоит из втулки 1, вы- полненной с закладной головкой 2, коническим гнездом 3, концентричным отверстию во втулке со стороны закладной головки, и дополнительным участком 4. Отверстие во втулке вы- полнено ступенчатым с диаметрам d 2 :на длине lj и диаметром dt на остальной части втулки. Во втулке размещен стержень 5, который выполнен с первой ступенью 6 меньшего диаметра и второй ступенью 7 большего диаметра Диаметр первой ступени 6 выбран равным d7fcO,bD как наименьший диаметр стержня, обеспечивающий при расклепывании заклепки радиальную раздачу втулки со стороны закладной головки (L) - наружный диаметр втулки). Величина отношения диаметра второй ступени 7 стержня к наружному диаметру
di
i втулки -- определяется из условия
обеспечения равнопрочности при работе его на отрыв замыкающей головки и на срез. Материал двухступенчатого стержня должен быть пластичнее мате- риала втулки.
Усилие, воспринимаемое соединением при его работе на отрыв, равно сумме усилий по разрыву стержня плюс усилие разрыва втулки (в виде полого стерж- ня) :
1Г
1VP 4 при d,0,5D
peTp I 6 U2-dP+0 256Bu2.
ft С
где 6В и 6R- пределы прочности на
разрыв материала втулки и стержня.
Усилие, воспринимаемое соединением 55 при его работе на срез, определяется соотношением с учетом того, заклепка состоит из двух частей:
р -«a, ffd cJTd rcp lcpv 4- -;+tcp -при d 0,5D;
PCP { lip () + CCH-0,25-D Ј(0,7bfcep.),),
пределы прочности на срез материала BTvnKH и стержня. равнопрочности: Рср
6|(D« -d|) +0, 256 1J 0,75 гД-и +
+0,25-Ссср.1Я ,
так как
6 .,256jD 0,456jD« + +0,15.U 5
669-d2 0,55&B.,1
d.2- ГсГзз- D .55+ ц-.
Длина 11 стержня с диаметром d, определяется из условия создания замыкающей головки во втулке со стороны закладной головки и произведет- . венными инструкциями на выполнение заклепочных соединений, так выступа- ние первой ступени стержня 5 для заполнения гнезда во втулке должно быть равно 1,24,, что при d,,0,5D равно 0,6D. Длина второй ступени стержня определяется из длины участка втулки, необходимого для образования замыкающей головки, плюс величина заглубления второй ступени стержня на величину шага в ряде заклепки п для обеспечения клепки пакетов разной толщины (в пределах шага п) в диапазоне от (S-n) до S с одинаковым качеством.
,2D+n, а соответственно 1(S-n)+0,6U.
Длина деформированного участка втулки 13 равна 1,2D и определена из производственной инструкции (ПИ 249-78).
Сборку заклепочного соединения про- изводят следующим образом.
Втулку вместе с расположенным в нем стержнем 5 устанавливают в отверстие жесткого пакета толстостенных
5 1
деталей 8. Пакет помещают между верхним 9 и нижним 10 прижимами пресса и сжимают этими прижимами Включают рабочий ход верхнего 11 и нижнего 12 пуансонов, при этом в момент заполнения объема, ограниченного коническим гнездом 3 и верхним пуансоном 11 (для верхней замыкающей головки), материалом стержня начинается совместная осадка дополнительного участка 4 втулки и второй ступени 7 стержня нижним пуансоном 12 со стеснением торца втулки заклепки лункой 13, при этом на нижней границе пакета 14 происходит перехват радиальной деформации втулки материалом пакета. Стержень заклепки оказывается в замкнутом объеме, ограниченном сверху пуансоном 11, в пакете - втулкой и материалом пакета, ниже пакета - оболочкой дополнительного участка втулки, снизу - лункой 13 обжимки. Дальнейше увеличение усилия расклепывания приводит к радиальной деформации втулки и пакета, причем дополнительный участок втулки деформируется как тонкостенная оболочка, нагруженная внут- ренним давлением q, которое создает деформируемый (более пластичный) стер жень, что облегчает формообоазпвание замыкающих головок. Давление пуансонов осуществляют до образования замыкающих головок 15 и 16.
Пример. Осуществляют соединение пакета двух листовых деталей из материала Д16АТ общей толщиной 12 мм. В отверстие диаметром 6,05 мм
титанового сплава
вставляют втулку из ВТ-16 ( МПа) внешним диаметром 6 мм и длиной 19,2 мм. Во втулку помещают стержень из алюминиевого сплава В-65 ( МПа), имеющий первую ступень диаметром 3 мм и длиной 14,1 мм и вторую ступень диаметром 4,6 мм и длиной 8,7 мм. Клепку проводят на клепальном автомате R-666. Удельное давление при сжатии пакета прижимами 20 МПа. Клепку проводят с усилием 60-63кН.
Данная заклепка позволяет я а счет включения материала втулки в работу соединения на отрыв и выполнения заклепки согласно указанным соотношениям диаметров гтержня и втулки и длин, ступеней стержня повысить проч- нрсть соединения при работе на срез и отоыв.
Так, при использовании для втулки сплава ВТ-16 с 6 1000 МПа, 600 Ша и для стержня сплава В-65 с 6 4400 МПа усилие отрыва соедив
нения
заклепки составляет
(U2-dl) кЯ.
За счет учета в конструкции заклепки дискретного изменения ее длины с шагом ,5 мм/для уменьшения переналадок и снижения количества выпускаемых типоразмеров заклепок шаг выполняемых длин равен 1,5 мм) можно выполнять соединения с одинаковым качеством в пакетах толщиной, различающейся на 1,5 мм (для приведенного примера 10,5 - 12,0 мм).
Формула изобретения
Заклепка, содержащая втулку и двух-1; ступенчатый стержень, при этом втулка выполнена с закладной головкой и коническим гнездом со стороны закладной головки, а первая ступень меньшего диаметра стержня расположена в осевом отверстии втулки и выступает из нее со стороны закладной головки, отличающаяся тем, что, с целью повышения прочности заклепочного соединения, втулка выполнена с дополнительным участком длиной 1,2 ее наружного диаметра, размещенным на второй втупени стержня большего диаметра, при этом параметры втулки и стержня выбраны из следующих
0
5
0
соотношений: d,0,5D;
.
бг
5
Н° 55
1(S-n)+0,bD; ,2D+n; ,2D; ,2D,
где d., - диаметр первой ступени
стержня;
U - наружный диаметр втулки; d - диаметр второй ступени
стержня;
пределы прочности материала.
втулки и стержня;
длина первой ступени стержня;S - толщина пакета соединяемых
деталей;
Ч
1,
1545013
n - шаг заклепок в заклепочном соединении;
14 - длина второй ступени стержня;
.
11
о
8
длина участка втулки под замыкающую головку; длина втулки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Заклепка | 1988 |
|
SU1620707A1 |
| Заклепка | 1986 |
|
SU1350386A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ НЕРАЗЪЕМНЫМ ЗАКЛЕПОЧНЫМ ШВОМ | 2006 |
|
RU2288380C1 |
| Стержневая заклепка | 1988 |
|
SU1636607A1 |
| ЗАКЛЕПКА И ИНСТРУМЕНТ ДЛЯ ЕЕ ПОСТАНОВКИ | 1991 |
|
RU2006691C1 |
| Заклепка | 1987 |
|
SU1439307A1 |
| Способ клепки | 1985 |
|
SU1359051A1 |
| СПОСОБ КЛЕПКИ | 1993 |
|
RU2049593C1 |
| Способ клепки | 1990 |
|
SU1766571A1 |
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |
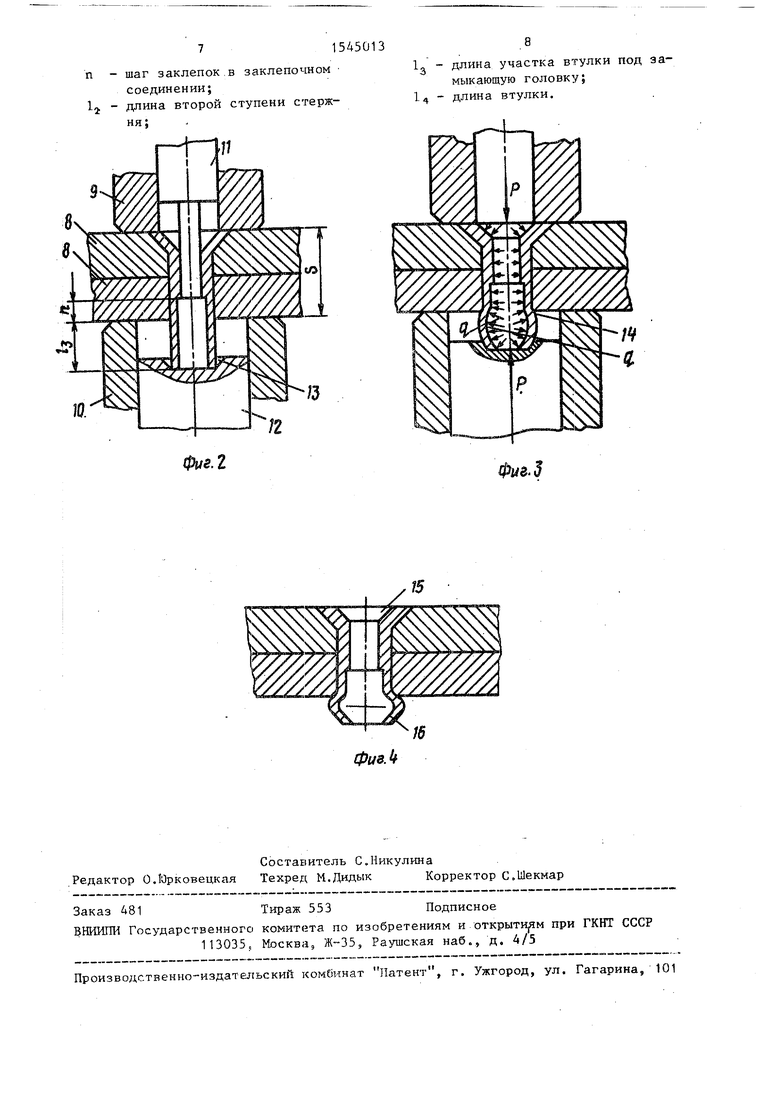
Изобретение относится к машиностроению, к высокоресурсным заклепкам. Цель изобретения - повышение прочности заклепочного соединения. Заклепка содержит втулку 1 с закладной головкой 2 на одном ее конце и коническим гнездом 3 со стороны закладной головки и дополнительным участком 4 на другом конце. Отверстие во втулке двухступенчатое под двухступенчатый стержень 5. Первая ступень 6 стержня меньшего диаметра выступает из втулки со стороны ее закладной головки. Вторая ступень 7 большего диаметра расположена на дополнительном участке втулки заподлицо. При клепке замыкающие головки образуются из выступающего участка первой ступени стержня в коническом гнезде втулки и из дополнительного участка втулки и второй ступени стержня. Рабочую нагрузку воспринимают втулка и стержень, что обеспечивает повышение прочности заклепочного соединения. 4 ил.
Фие.2
J
фиа.1
| Закладная составная заклепка и способ ее установки | 1981 |
|
SU977855A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Заклепка | 1986 |
|
SU1350386A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
