1
Изобретение относится к устройствам для изготовления арматурных каркасов железобетонных труб, изготавливаемых способом виброгидропрессования.
Известна установка для изготовления арматурных каркасов железобетонных изделий типа гидротехнических свай, содержащая смонтированные на фундаменте анкерные упоры для закрепления концов продольной арматуры, приводную тележку с поворотной планшайбой и устройство для подачи поперечной арматуры, при этом анкерные упоры выполнены с неподвижными сердечниками и поворотными планшайбами, что обеспечивает возможность закрепления наружной и внутренней продольной арматуры и навивки на каждую из них поперечной арматуры {.
Недостатком этой установки является ее громоздкость, невозможность изготовления каркасов с различными поперечными размерами и ограниченное ее применение только для изготовления прямоугольных двойных каркасов со стержневой продольной арматурой, пригодных для изготовления железобетонных свай и колонн.
Наиболее близким к изобретению является станок для изготовления арматурных каркасов железобетонных труб, содержаш,ий раму, на которой смонтированы суппорт для подачи арматурной проволоки, передняя и задняя бабки, между которыми установлена поворотная цилиндрическая оправка, на наружной поверхности которой посредством шарнирных рычагов установлены продольные
направляюш,ие тяги для крепления разделителоных полос каркаса 2.
Недостатком этого станка является невозможность изготоВоТения нескольких концентрических каркасов.
Цель изобретения - обеспечение возможности изготовления нескольких концентрических каркасов.
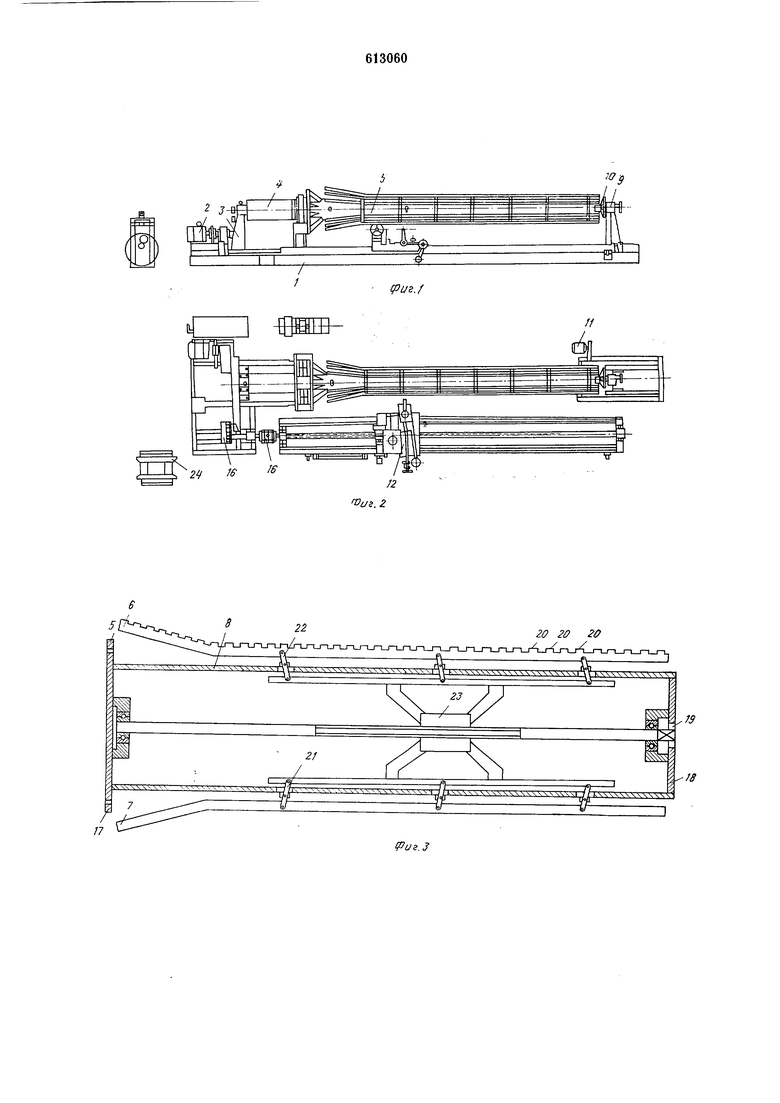
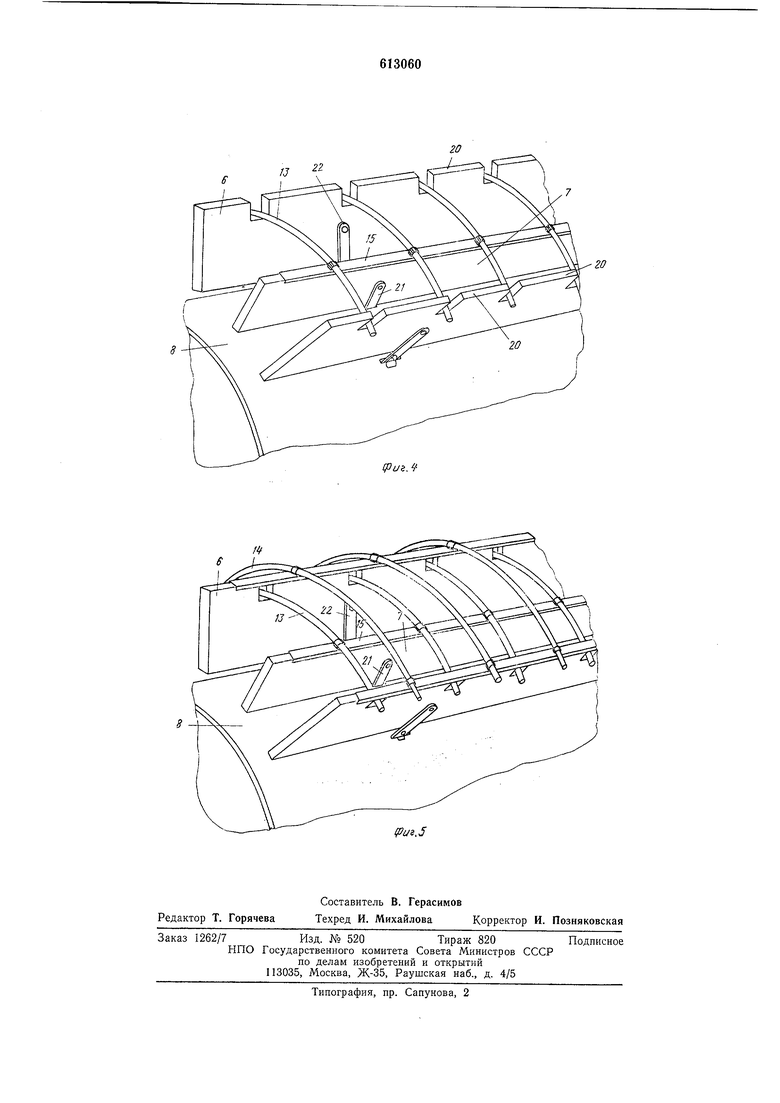
Для этого в предлагаемом станке часть направляюш;их тяг оправки выполнена с выступами, расположенными вдоль тяг с шагом, равным шагу навиваемой арматурной проволоки, и высотой, равной ширине кольцевого зазора между каркасами. На фиг. 1 изображен предлагаемый станок, вид сбоку; на фиг. 2 - то же, вид в плане; на фиг. 3 -то же, продольный разрез; на фиг. 4 - часть оправки с навитой спиральной арматурой внутреннего арматурного каркаса; на фиг. 5 - то же с навитой
спиральной арматурой внутреннего и наружного каркасов.
Станок содержит раму 1, на которой смонтирован привод враш,ения шпинделя 2, передняя бабка 3 со шпинделем 4, на фланце
которого закреплена оправка 5 с направляющими тягами С и 7, расположенными ио образующим на корпусе 8 онравки, задняя бабка У, снабженная устройством 10 для центровки корпуса оправки, привод И перемещения задней бабки, каретка 12 с суннортом для подачи проволоки и фиксации витков спиралей внутреннего и наружного каркасов 13 и 14 язычками разделительных полос 15, привод перемещения каретки 16.
Корпус 8 выполнен в виде цилиндра, на одном конце которого расположен фланец 17, предназначенный для крепления к фланцу щпинделя 4, а другой конец цилиндра закрыт крыщкой 18 с центровым гнездом 19. Направляющие тяги 6 снабжены выступами 20 с шагом, равным шагу навиваемого каркаса, высотой, равной зазору между каркасами, и длиной, составляющей 0,6-0,8 от шага между виткамн внутреннего каркаса за вычетом диаметра навиваемой арматуры, а направляющие тяги 7 выполнены гладкими. При этом длина рычагов 21 для направляющих тяг 7 меньше длины рычагов 22 для направляющих тяг 6 на высоту их выступов и направляющие тяги 6 и 7 могут перемещаться в радиальном направлении при помощи рычагов 21 и 22, шарнирио закрепленных нижним концом с приводом 23 их перемещения, расположенном внутри корпуса 8.
Станок работает следующим образом.
К фланцу шпинделя 4 станка крепят фланец 17 оправки 5. При помощи устройства 10 задней бабки 9 центрируют оправку 5 через центровое гнездо 19 в крышке 18 и раздвигают направляющие тяги 6 и 7 до проектного положения, после чего на направляющие тяги 7 устанавливают разделительные полосы 15. С бухтодержателя 24 проволоку пропускают через суппорт каретки 12 и конец ее крепят на направляющей тяге 7. Через привод вращения шпинделя 2 приводят во вращение оправку 5 и производят навивку внутреннего спирального каркаса, при этом через привод перемещения каретки 16 осуществляют ее поступательное движение. Виткн внутреннего спирального каркаса при пересечении направляющих тяг 6 размещают между выступами 20 этих тяг. По окончании навивки внутреннего спирального каркаса 13 на его крайние витки устанавливают фиксирующие пластины. Затем устанавливают разделительные полосы 15 на направляющие тяги 6 и аналогично предыдущему производят навивку наружного спирального каркаса 14.
После изготовления каркасов при помощи привода И перемещения задней бабки отводят заднюю бабку 9 и с помощью привода 23 и рычагов 21 и 22 опускают направляющие тяги 6 и 7. После этого при помощи специальной траверсы осуществляют снятие изготовленных каркасов с оправки 5.
Формула изобретения
Станок для изготовления арматурных каркасов железобетонных труб, содержащий раму, на которой смонтированы суппорт для подачи арматурной проволоки, передняя и задняя бабки, между которыми установлена поворотная цилиндрическая оправка, на наружной поверхности которой посредством шарнирных рычагов установлены продольные направляющие тяги для крепления разделительных nOvToc каркаса, отличающийся тем, что, с целью обеспечения возможности изготовления нескольких концентрических каркасов, часть направляющих тяг оправки выполнена с выступами, расположенными вдоль тяг с шагом, равным шагу навиваемой арматурной проволоки, и высотой, равной ширине кольцевого зазора между каркасами.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР Ns 302460, кл. Е 04G 21/12, 1969.
2.Попов А. П. и др. Производство железобетонных напорных труб виброгидропрессованием. Л., Стройиздат, 1967, с. 46-51.
ipuz.f
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления арматурных каркасов железобетонных труб | 1990 |
|
SU1791597A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1978 |
|
SU688588A2 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| Токарный станок | 1986 |
|
SU1337200A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ СПИРАЛЕЙ ДЛЯ ЭЛЕКТРОДОВ КАРДИОСТИМУЛЯЦИИ | 2003 |
|
RU2243845C1 |
| Ротор станка для изготовления арматурных каркасов железобетонных труб | 1989 |
|
SU1706767A1 |
| Способ изготовления цилиндрических спиральных пружин и устройство для его осуществления | 1985 |
|
SU1284645A1 |
| СТАНОК ДЛЯ ОРЕБРЕНИЯ ТРУБ ЛЕНТОЙ | 2006 |
|
RU2324559C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА АРМАТУРНОГО КАРКАСА ЗАДАННОГО ПРОФИЛЯ | 2010 |
|
RU2445184C1 |
| Устройство для изготовления арматурных каркасов железобетонных труб | 1990 |
|
SU1707164A1 |
го 2O 2O
