Изобретение относится к метаплообра.; ботке, а именно к инструментЕМ япя образования наружной резьбы методом пластической деформации. Известна ппашка дпя образования резь бы методом пластической деформации, калибрующая часть которой выполнена с полнопрофильной резьбой l. Резьба у этой ппашки расположена по периметру многоугольника с дугообразными сторонами. Данная плашка является наиболее близкой к изобретению по технической сущности и достигаем лу результату. Недостатком ее является то, что взаимодействие между плашкой и обрабатываемой деталью происходит по ограниченному числу ЛИНИЙ контакта, а гесметрия резьбы размешенной на сторонах многоугольника, не обеспечивает плавного захода инструмента, в материал заготовки. Вследствие этого изготовление резьбы происходит в напряженных условиях.
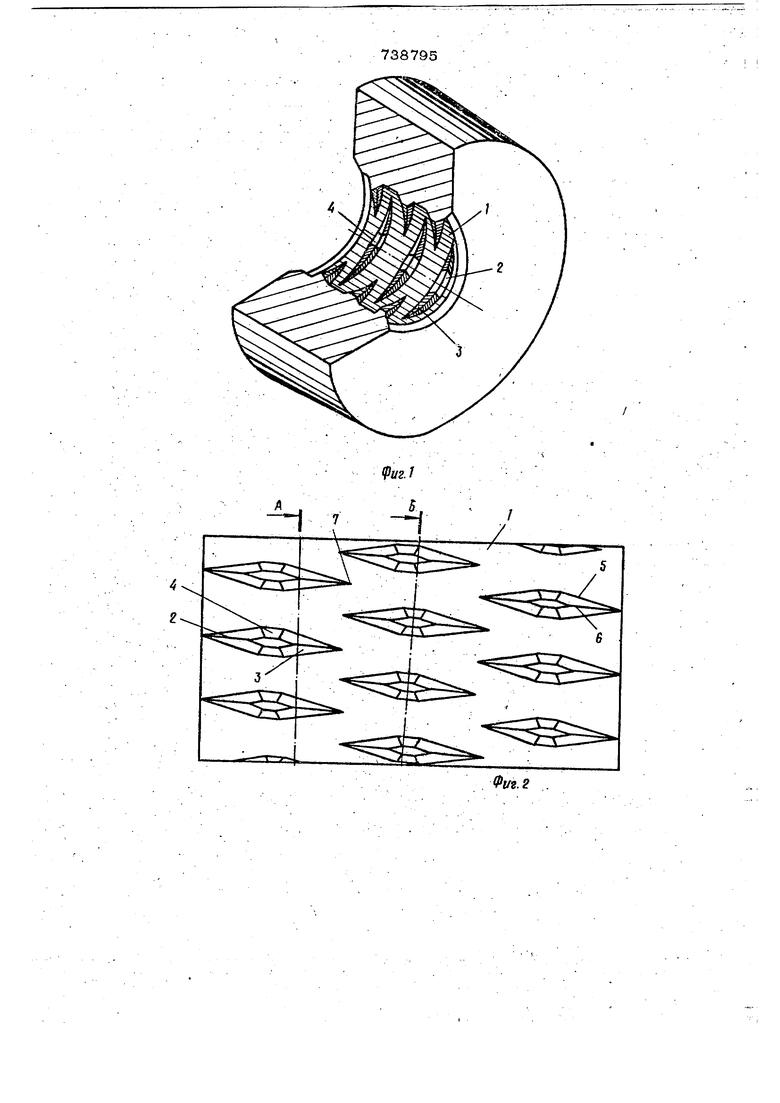
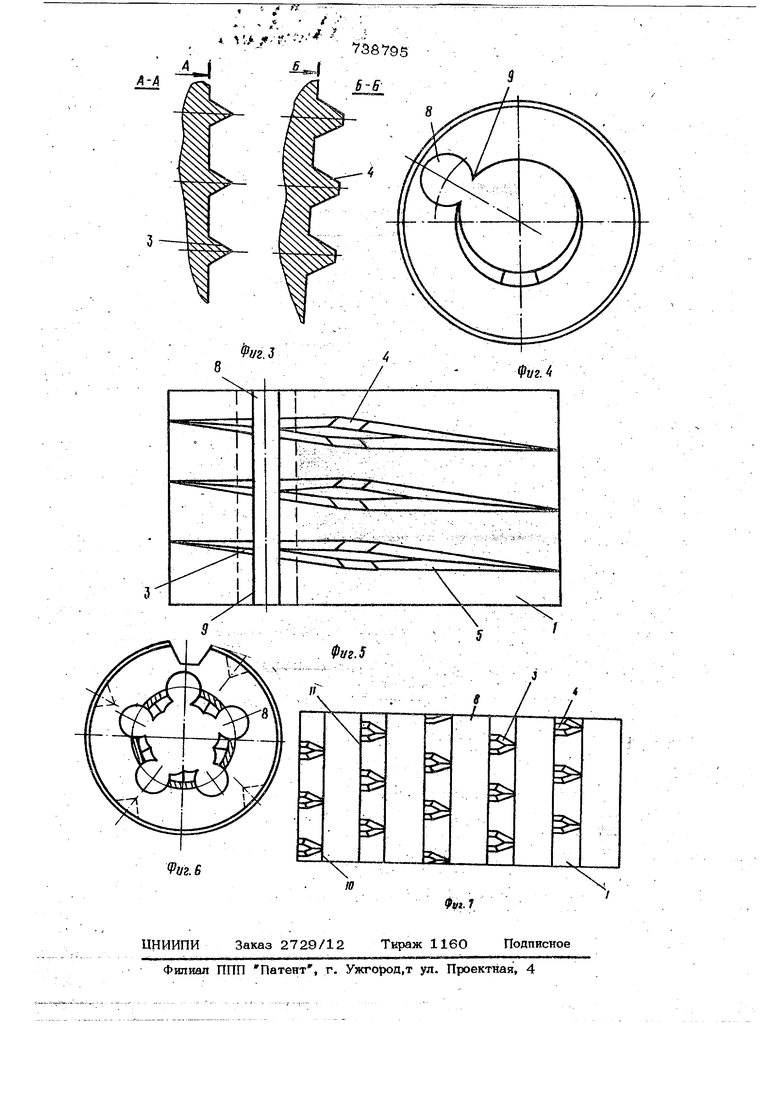
(54) ПЛАШКА Целью изобретения является улучшение условий пластического деформирования. Указанная цель достигается тем, что рабочая поверхность плашки разделена на зубья, каждый из которых снабжен заборной и калибрующей частью. и выполнен в виде усеченной пирамиды с ромбическим основанием, большая диагональ которого совпадает с винтовой пинией резьбы. При этом зубья могут быть расположены в шахматнсш порядке. Кроме тоге, в плашке может быть выполнено, по крайней мере, одно стружечное отверстие. - Стружечное отверстие может быть выполнено так, чтоб линии его пересечения с рабочей поверхностью проходили по зйборной чести зубьев. Стружечное отверстие может быть выполнено и так, чтобы одна пиния его пересечения пр оходила по заборной части зубьев, а другая - по их калибрующей части. 373 На фиг, 1 изсбражена предлагаемая ппашка в. аксонометрии; на фиг 2 - развертка резьбы плашки; на фиг. 3 - сечения А-А и Б-Б фиг. 2j на фиг. 4 - общий вид плашки со стружечным отверсти ем,-линии Пересечения которого с рабочей поверкностью проходят по заборной части зубьев; на фиг. 5ч развертка резьбы ппашки на фиг, 4; на фиг. .6 - nnattiKa со стружечными отверстиями, бШа пиния пересечения которых с рабочей поверхностью проходит по заборной части дубьев, а другая - по их калибрующей части; на фиг. 7раэвертка резьбы ппашки на фиг, 6, Рабочая поверхность 1 ппашки разделе--15 на на зубья 2, каждый из которых имеет заборную 3 и калибрующую 4 части и вы полнен в виде усеченной ,пирамйД Ь1с ромбическим основанием 5. Большая диагональ 6 основания 5 совпадает с винтовой линией 7 резьбы. Плашка выполнена с зубьями 2,расио ложёниыми в шахматном по рядкё. В плашке могут быть выйоЖёЙы Стру жечные отверстия 8, рЕЮпШожённыё так, что обе линии 9 их пересечения с рабочей поверхностью будут; проходить по заборной 3 части зубьев или же так, что одна линия пересечения 10 будет проходить по заборной 3, а другая И - по ка либрующей 4 шасти зубьев. ПрС изготовлении рёеГь8ъ1 пяШ1сйнавинчивается на деталь и выдавливает на ней реэьбу. . Геометрические параметры |резьбы плашки обеспечивают контакт инструмент с сйрабатываемой деталью не по линии, а по поверхности, что обеспечивает равномерное распределение усилий. Каждый из резьбовых участков имеет плавный заход. Это создает благоприятные условия для выдавливания резьбы. Однгой из вариантов описываемой конструкции Является плагшка со стружеч 5 ным отверстием, обе пинии пересечения которого с резьбой проходят по заборной части зубьеб. У такой ппашки основная работа по изготовлений реэьб},1 выполняется пластическим дефорту ированнем. Режущая кромка, образованная стружечным отверстий, снимает тонкую стружку. Таким образе, могут быть срезаны кратеры, образовавшиеся на веригане резьбы при пластическом деформировании. Формула изобретения 1, Плашка для образования резьбы методом пластической деформации, калибрующая часть которой выполнена с полнопрофильной резьбой, отличаю щ а я с я тем, что, с целью улучшения условий пластического деформирования, рабочая поверхность разделена на зубья, каждый из KOTOptix снабжен заборной и калибрующей частью и выполнен в виде усечённой пирамиды с ромбическим основанием, большая диагональ которого сов. - , ч .,-- ...;-- .VJ-,.--1 .. .... J ..... падает С бинтовой линией резьбы. 2, Плашка по п. 1, о т л и ч а ю П1 а я с я тем, что зубья расположены в шахматном порядке. 3. Плашка по п. 1, отличаюШ а я с я тем, что в ней выполнено, по крайней мере, одно стружечное отверстие, 4. Плашка по пп. 1,3 о т л и --...-..: чающаяся тем, что линии Пересе чения стружечного отверстия с рабочей поверхностью проходят по заборной части зубьев. . ;;, 5. Плашка по пп. 1, 3, отличающаяся тем, что одна линия пересечения стружечного .отверстия проходит по заборной части зубьев, а вторая по их калибрующей части. Источники информации, принятые во внимание при экспертизе 1. Патент США № 377272О, кл. В 21 d 17/04, опублик. 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ (РЕЖУЩЕ-ДЕФОРМИРУЮЩИЙ) МЕТЧИК | 1998 |
|
RU2142867C1 |
| Плашка | 1981 |
|
SU986665A2 |
| Круглая плашка и способ ее изготовления | 1985 |
|
SU1296331A1 |
| Метчик | 1981 |
|
SU1022786A2 |
| Способ изготовления резьбообразующего инструмента и устройство для его осуществления | 1982 |
|
SU1026983A1 |
| Плашка | 1985 |
|
SU1733208A1 |
| Метчик | 1981 |
|
SU952490A1 |
| Метчик | 1989 |
|
SU1763113A1 |
| Инструмент для накатки резьбы | 1990 |
|
SU1759511A1 |
| Круглая плашка и способ ее изготовления | 1979 |
|
SU841824A1 |