11296339
Изобретение относится к сварке, конкретно к способам дуговой сварки с применением присадочного материала.
Цель изобретения - повышение прочности шва путем частичного расплавле- 5 НИЛ прутков присадочного металла.
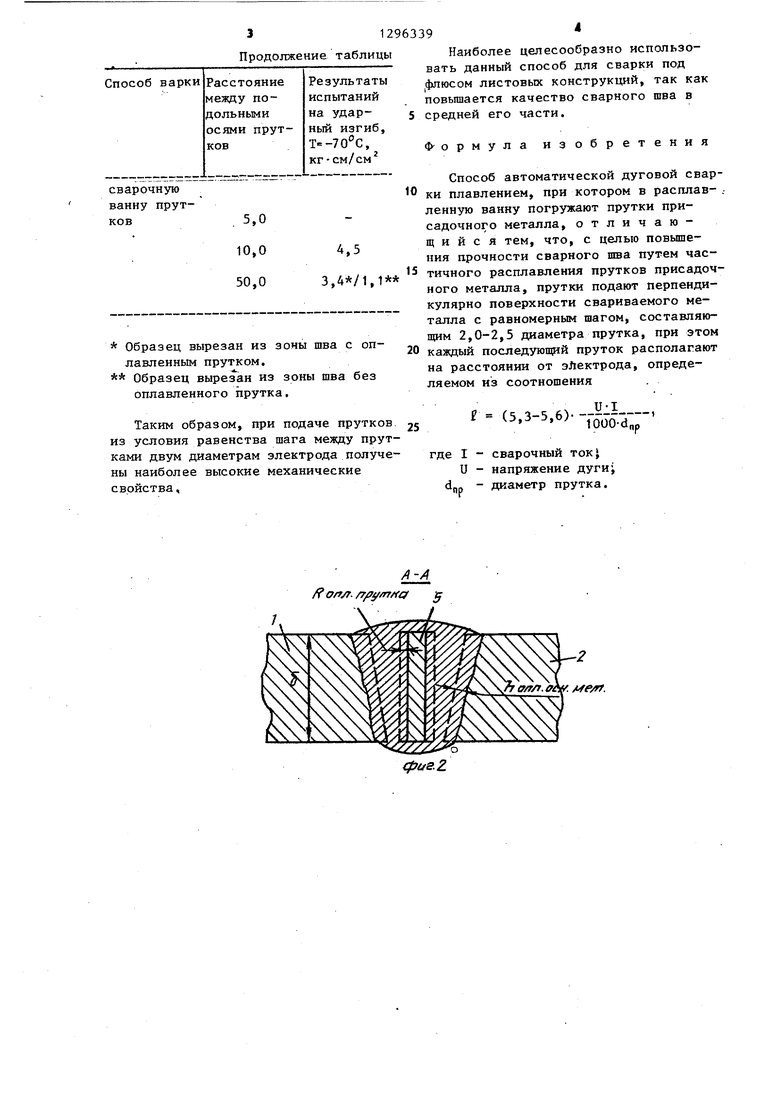
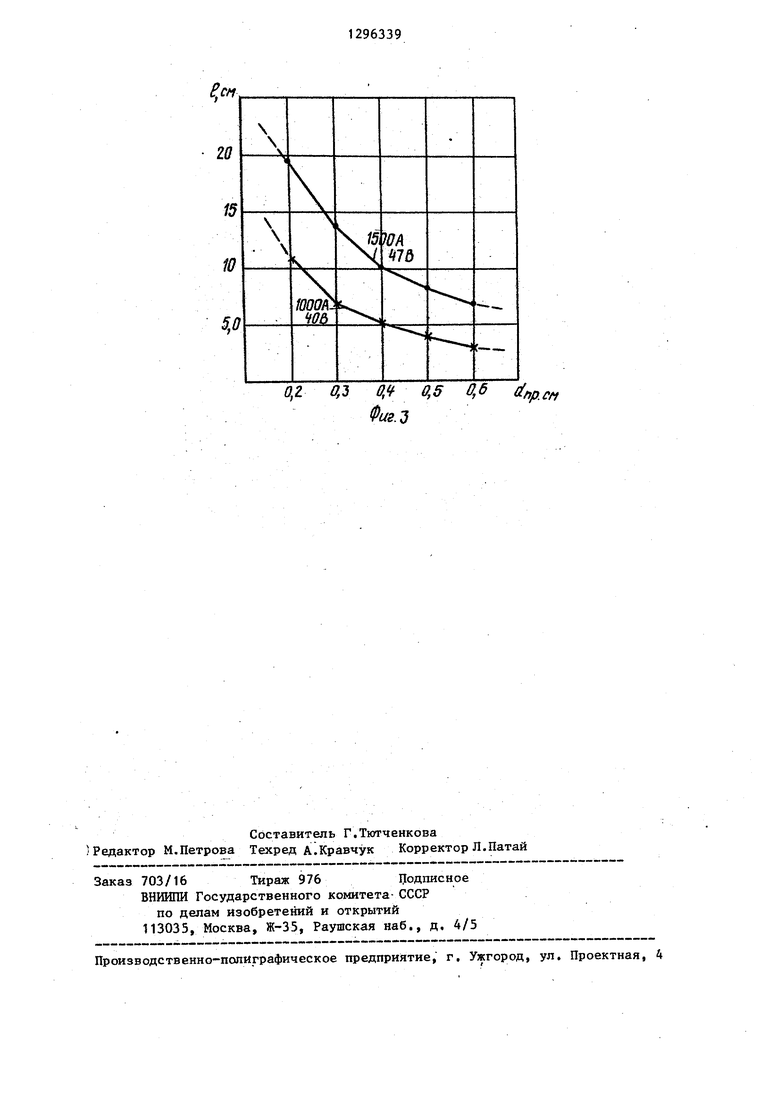
На фиг. 1 схематично изображена сварочная ванна в момент подачи в нее металлических присадочных прутков; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - график зависимости расстояния от электрода до погружаемого прутка от диаметра этого прутка.
Способ осуществляют следующим образом,.
При сварке стыковых соединений изделий 1 и 2 из листового металла в хвостовую часть 3 сварочной ванны в
Сварка производипась с модамей в хвостовую часть ванны прутков длиной 20 мм, диаметром 40 мм.
Прутки забивались с помощью простого приспособления, укрепленного за токоподводом.
Режим сварки во всех случаях оставался постоянным и составлял: 1. 1350-1400 А, Uq. 43-45 В, V 0,042 м/с, V 0,005 м/с.
Расстояние подаваемых прутков от - электрода устанавливалось согласно за- . висимости и составляло 8 см.
Проводились три опыта при подаче 5 прутков с шагом (а), равным 5,0, 10, а также 50 мм.
После сварки производился визуальный осмотр образцов, затем вырезались
10
образцы для определения ударного изги- направлении сварки вслед за электродомп .
f „„„,„„ .,„„„„„.„. с также изготовлялись продольные
шлифы (по длине сварного шва) для ис- ., следования макроструктуры сварного шва.
Визуальный осмотр сварных швов по- 25 казал, что при подаче прутков с шагом 5,0 мм имеются нарушения формирования в центральной зоне сварного шва.
Исследования макроструктуры продольных шлифов сварного шва показали
4 погружают .металлические прутки 5, выполняюш;ие роль, присадочного металла, температура плавления которого равна или выше температуры плавления основного металла.
Дпина прутков 5 должна быть равна высоте слоя расплавленного металла. Диаметр прутка 5 может варьироваться в широких пределах. Максимальный диаметр прутка 5 определяется из уело- 30 на наличие неравномерного оплавления ВИЯ его неполного расплавления за вре- прутков по высоте шва. мя погружения прутк а 5 в сварочную при сварке с подачей прутков с ша- ванну.PQ 2,5d 10,0 мм процесс сварки усПрутки 5 цилиндрической формы пода- тойчив, отделимость шлака хорошая, ют перпендикулярно поверхности свари- Внешний вид внешнего и внутреннего ва- ваемых изделий 1 и 2 по продольной ликов шва хорошее. Исследование мак- оси сварного шва 6 с равномерным шагом, составляющим 2-2,5 диаметра прутка 5, а расстояние каждого последующего прутка 5, погружаемого в жидкую ванну, должно отстоять от электрода на расстояние, вычисляемое по формуле
Е (5,3-5,6).
U l
,iooa-dnp
роструктуры продольных швов показало равномерное.сплавление прутков по высоте. Результаты механических испыта40 НИИ хорошие.
При подаче прутков с шагом 50 мм формирование внешнего и внутреннего валика шва удовлетворительное.
Результаты испытаний на ударный
45 изгиб приведены в таблице (испытания проводились на образцах Менаже
при Т -70°С с надрезом по оси шва). сварочный ТОК} напряжение дуги,
диаметр присадочного прутка,50 Пример . Производилась односторонняя однопроходная сварка образцов из стали 16Г2АФ толщиной 20 мм на флюсомедной подкладке, флюс
АН-348А, электродная проволока CB-10HMAf5 Обычная
диаметром 5,0 мм. Ток постоянный, по- „„„„,„
сварка
лярность обратная. Угол раскрытия кромок образцов 30°. Зазор в нижней час- Сварка с ти стыка 10 мм. подачей в
где
I
и
Способ варки
Расстояние между проДОЛЬНЬПУИ
осями прут-. ков
Результаты испытаний на ударный изгиб, Т , кг.см/см
1,2
Сварка производипась с модамей в хвостовую часть ванны прутков длиной 20 мм, диаметром 40 мм.
Прутки забивались с помощью простого приспособления, укрепленного за токоподводом.
Режим сварки во всех случаях оставался постоянным и составлял: 1. 1350-1400 А, Uq. 43-45 В, V 0,042 м/с, V 0,005 м/с.
Расстояние подаваемых прутков от электрода устанавливалось согласно за- висимости и составляло 8 см.
Проводились три опыта при подаче прутков с шагом (а), равным 5,0, 10, а также 50 мм.
После сварки производился визуальный осмотр образцов, затем вырезались
Т -70°С с надрезом по оси шва).
об варки
Расстояние между проДОЛЬНЬПУИ
осями прут-. ков
Результаты испытаний на ударный изгиб, Т , кг.см/см
1,2
1296339
таблицы
в по ср
пособ варки
Расстояние между по- дольными осями прутков
Результаты испытаний на ударный изгиб, Т -70 С, кг-см/см
. 5.0 50,0
.5 3,,1
Образец вырезан из зоны шва с оплавленным прутком. Образец вырез ан из зоны шва без оплавленного прутка,
Таким образом, при подаче прутков, из условия равенства шага между прутками двум диаметрам электрода получены наиболее высокие механические свойства,
f on/f. /7 y/rrffef t
Наиболее целесообразно использовать данный способ для сварки под флюсом листовых конструкций, так как повышается качество сварного шва в средней его части.
Формула изобретения
Способ автоматической дуговой сварки плавлением, при котором в расплавленную ванну погружают прутки присадочного металла, отличающийся тем, что, с целью повышения прочности сварного шва путем частичного расплавления прутков присадочного металла, прутки подают перпендикулярно поверхности свариваемого металла с равномерным шагом, составляющим 2,0-2,5 диаметра прутка, при этом каждый последующей пруток располагают на расстоянии от эЛектрода, определяемом из соотношения
25
Г (5,3-5,6)
ToOO -d iip
сварочный TOKj напряжение дуги диаметр прутка.
mr/i.ffA6f. .
фие.
О.Ъ 0, 0,5 0,6 Фиг.Ъ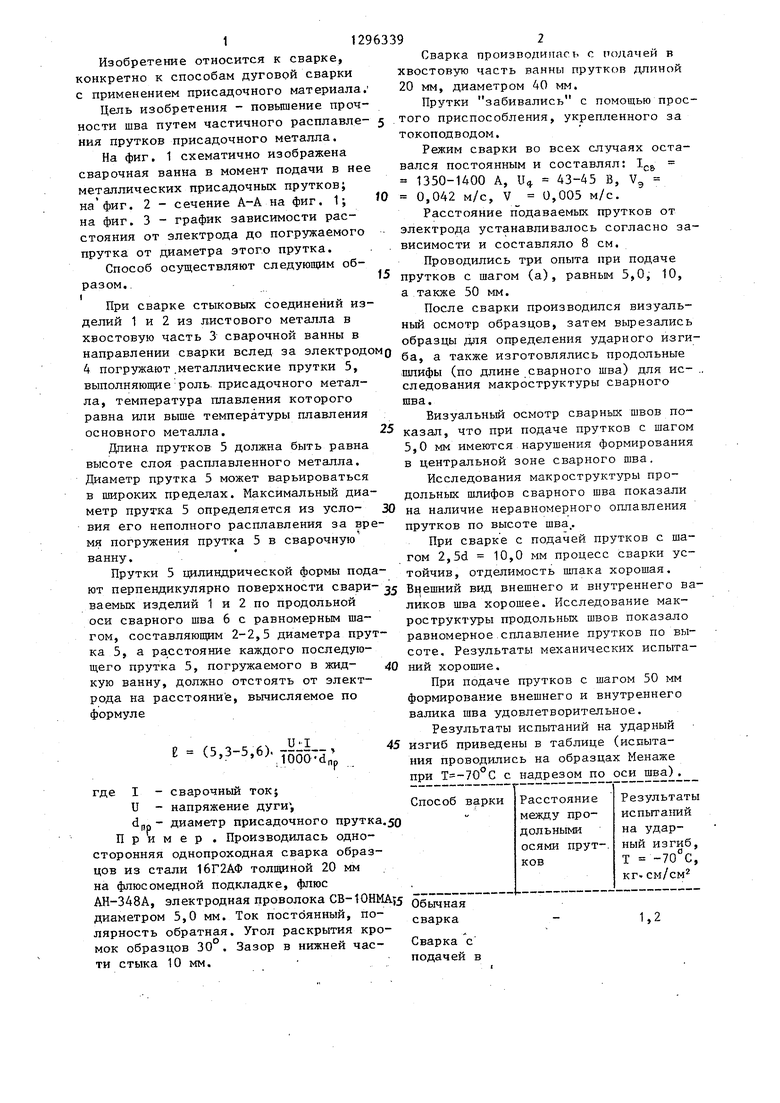
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавящимся электродом в узкую разделку | 1982 |
|
SU1061956A1 |
| Способ дуговой сварки плавящимся электродом | 1977 |
|
SU633688A1 |
| Способ регулирования процесса сварки плавлением | 1982 |
|
SU1136905A1 |
| Способ дуговой сварки в узкую разделку с поперечными колебаниями неплавящегося электрода | 1987 |
|
SU1480994A1 |
| Способ сварки разнородных металлов плавлением | 1980 |
|
SU897433A1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1076228A1 |
| Способ автоматической дуговой сварки | 1984 |
|
SU1169271A1 |
| Способ дуговой сварки коллекторных крышек теплообменников с паяным пакетом | 1988 |
|
SU1671427A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2049620C1 |
Изобретение относится к области дуговой сварки с применением присадочного металла (М). Цепью изобретения является повышение прочности М шва путем частичного расплавления прутков присадочного М. При сварке стыковых соединений 1 и 2 из листового М в хвостовую часть 3 сварочной ванны в направлении сварки вслед за электродом 4 погружают металлические прутки (П) 5, выпоотняюгцие роль присадочного М. Температура плавления присадочного М равна или выше температуры плавления основного М. Длина П 5 должна быть равна высоте слоя расплавленного М. П 5 подают перпендикулярно поверхности свариваемых изделий по продольной оси сварного шва 6 с р ав- номерным шагом, составляющим 2-2,5 диаметра П 5. Расстояние каждого последующего П 5, погружаемого в Жидкую ванну, должно составлять t 
| Патент США № 4192984, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Кенотронный выпрямитель | 1928 |
|
SU13573A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
