1
Изобретение относится к механосборочным работам и может быть использовано для контроля линейных размеров деталей в кассетах после сборки или механической обработки
Цель изобретения расширение технологических возможностей устройства за счет обеспечения изъятия бракованньк изделий из кассеты.
На фиг. 1 представлено устройство для контроля линейных размеров годных изделий в кассетах; на фиг. 2 - то же, с бракованным изделием в кассете.
Устройство состоит из корпуса 1, в котором выполнена полость 2, соединенная с вакуумным насосом 3. В корпусе 1 размещены опорные элементы 4 с возможностью осевого перемещения, В каждом опорном элементе 4 выполнены выемка 5 на нижнем торце 6 и параллельный оси кольцевой канал 7.
В каналах 7 установлены контрольные щупы 8 с возможностью перекрытия выходов последних в полость 2 торцами цилиндрических поясков 9.
Размер h между нижними торцами контрольных щупов 8 и опорных элементов 4 при перекрытых выходах каналов 7 в полость 2 равен предельно допустимому значению размера контролируем мого изделия 50. Корпус I имеет возможность горизонтального перемещения
12
где
Устройство работает следующим об- 35 сте с бракованными изделиями 10. Изделия 10 удерживаются, так как сила действия разряжения на площади выемки 5 превосходит суммарный вес контрольного щупа 8 и изделия 10,
После подъема корпус I перемещается в горизонтальной плоскости. В полость 2 .подается давление, и бракованные изделия 10 сбрасываются в специальную тару (не показана).
После сброса бракованных изделий 10 в полости 2 создается разряжение, а корпус 1 возвращается в исходное
разом.
В исходном положении корпус 1 поднят, в полости 2 с помощью вакуумного насоса 3 создается вакуум, высота ко4П
торого устанавливается исходя из не- равенства
G
кц
Р.
;
45
п
6
высота вакуума в полости; площадь поперечного сечения цилиндрического пояска; площадь поперечного-сечения выемки;
вес контрольного щупа; вес изделия, т.е высота вакуума недостаточна для отрыва цилиндрических поясков 9 контрольных щупов 8 от верхних торцов опорных элементов 4, следовательно, выходы сквозных каналов 7 в полость 2 перекрыты и в выемках 5 опорных элементов 4 не создается разряжение
50
положение. Устройство готово к полнению следующего цикла.
Использование предлагаемого устройства позволяет по сравнению с известным производить контроль изделий в кассетах одновременно с изъ- ГС ятием изделий из кассет, у которых контролируемый размер превыщает максимально допустимый что повьппает производительность группового контроля.
.
to
15
963602
Затем на позицию контроля подается кассета с контролируемыми изделиями 10, корпус 1 опускается, опорные элементы 4 своими нижними торца- 5 ми устанавливаются на базовые поверхности контролируемых изделий 10.
Если контролируемый размер изделия 10 не выходит за поле допуска (фиг. 1), то нижний торец контрольного щупа 8 не касается поверхности изделия 10, контрольный щуп 8 не поднимается относительно опорного элемента 4, а следовательно, и торец цилиндрического пояска 9.не отрывается от верхнего торца опорного элемента 4. Поэтому выход канала 1 в полость 2 остается закрытым, в выем- ке 5 не создается разряжение, вследствие чего изделие 10 не захватывается.
Если контролируемый размер изделия 10 выходит за поле допуска (фиг. 2), то нижний торец контрольного щупа 8 устанавливается на по верхность изделия 10. При этом контрольный щуп 8 поднимается относительно опорного элемента 4, а торец цилиндрического пояска 9 отрывается от верхнего торца опорного элемента 4, открывая выход канала 7 в полость 2. В выемке 5 создается разряжение, вследствие чего бракованное изделие 10 захватывается
Затем корпус 1 поднимается вме20
25
30
положение. Устройство готово к полнению следующего цикла.
выИспользование предлагаемого устройства позволяет по сравнению с известным производить контроль изделий в кассетах одновременно с изъ- ятием изделий из кассет, у которых контролируемый размер превыщает максимально допустимый что повьппает производительность группового контроля.
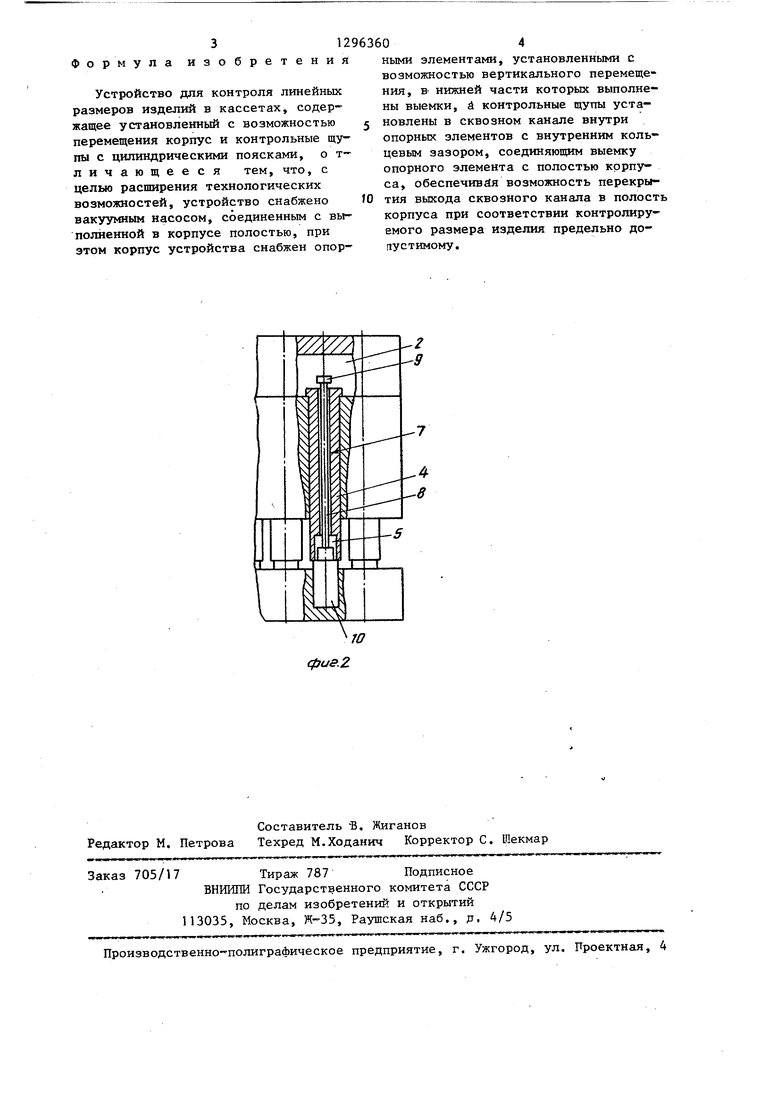
Формула изобретения
Устройство для контроля линейных размеров изделий в кассетах, содер жащее установленный с возможностью перемещения корпус и контрольные щупы с цилиндрическими поясками, о т- личающееся тем, что, с целью расширения технологических возможностей, устройство снабжено вакуумным насосом, соединенным с выполненной в корпусе полостью, при этом корпус устройства снабжен опор-
ными элементами, установленными с возможностью вертикального перемещения, в нижней части которых выполнены выемки, А контрольные щупы установлены в сквозном канале внутри опорных элементов с внутренним кольцевым зазором, соединяющим выемку опорного элемента с полостью корпуса, обеспечивая возможность перекрытия выхода сквозного канала в полость корпуса при соответствии контролируемого размера изделия предельно допустимому.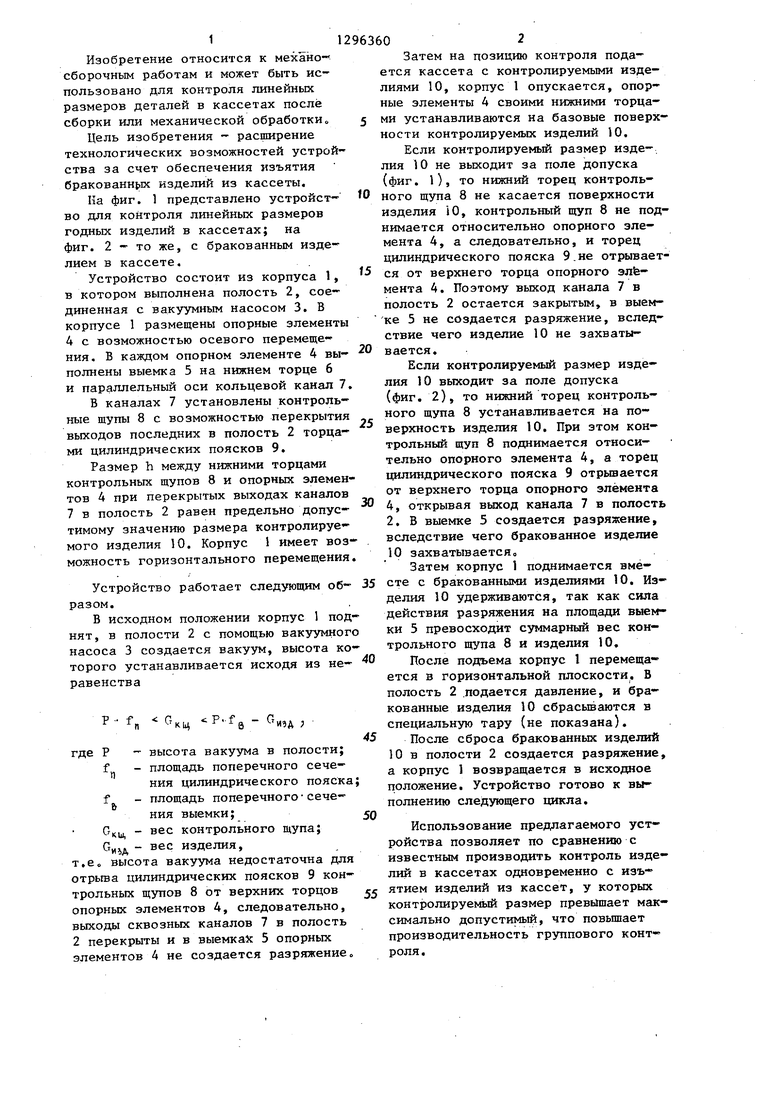
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки по линейным размерам стержневых изделий ступенчатой формы | 1986 |
|
SU1395388A1 |
| Многопозиционный сборочный автомат | 1986 |
|
SU1362606A1 |
| Линия для сборки узлов | 1985 |
|
SU1399049A1 |
| СПОСОБ И УСТРОЙСТВО ОТМЫВКИ И СУШКИ ПОДЛОЖЕК | 2012 |
|
RU2510098C1 |
| Пневмоконтактный двухпредельныйдАТчиК для КОНТРОля лиНЕйНыХ РАзМЕРОВ | 1978 |
|
SU849008A1 |
| Сборочный автомат | 1977 |
|
SU707754A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1986 |
|
SU1342537A1 |
| Пневматическое устройство для контроля внутреннего диаметра кольца | 1983 |
|
SU1096495A1 |
| Пресс для групповой сборки изделий | 1986 |
|
SU1388254A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ОТКЛОНЕНИЯ ФОРМЫ ТОРЦА ТЕКСТИЛЬНОЙ ПАКОВКИ | 2003 |
|
RU2257541C2 |
Изобретение относится к механосборочным работам и может быть использовано для контроля линейных размеров деталей в кассетах после сборки или механической обработки. Целью изобретения является расширение технологических возможностей устройства при групповом контроле за .счет изъятия бракованных изделий из кассеты, у которых контролируемый размер превьшает максимально допустимый. При контроле изделий в полости 2 корпуса 1 создается разряжение и при подаче кассет с деталями корпус 1 опускается. Опорные злементы 4 и контрольные щупы 8 устанавливаются на контролируемое изделие 10. Ее-. ли контролируемый размер между нижними торцами контрольного щупа 8 и опорного элемента 4 превышает допустимый, то выемка 5 соединяется с полостью 2 через кольцевой канал 7, в результате чего происходит захват изделия и при подъеме корпуса 1 бракованные изделия изымаются из кассеты, 2 ил о (Л 6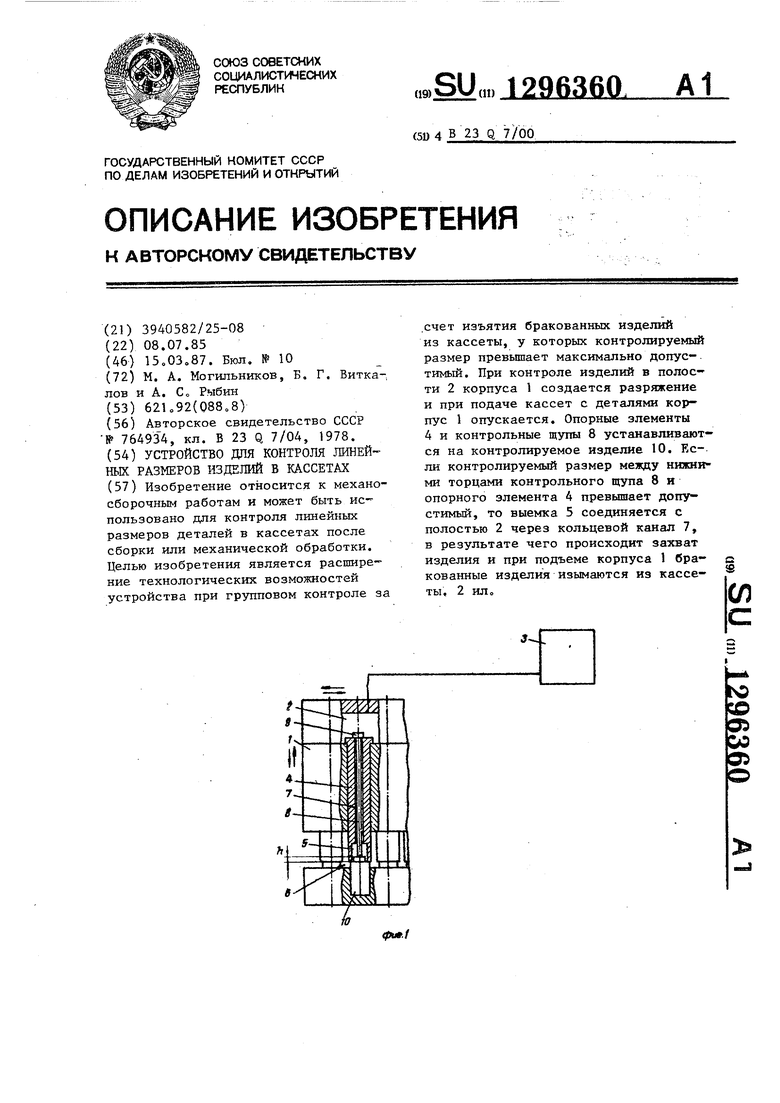
фи&.2
Составитель Б, Жиганов Редактор М. Петрова Техред М.Ходанич Корректор С. Шекмар
Заказ 705/17 Тираж 787 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, К-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Блок контроля комплектности заготовок в кассете | 1978 |
|
SU764934A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
