1
Изобретение относится к механической обработке, а именно к устройствам для контроля комплектности заготовок в кассете.
Известен блок контроля комплектности заготовок в загрузочных магазинах, которое содержит корпус, ряд щупов, подвижный вокруг горизонтальной оси упор и концевой выключатель 1.
Однако использование такого блока ограничено применением преимущественно кассет и магазинов, в которых гнезда для заготовок расположены на одной прямой линии. В случае иного расположения гнезд для заготовок в кассете блок контроля становится громоздким и конструктивно сложным.
Для упрощения конструкции упор выполнен в виде плоской пластины с отверстиями по числу гнезд в кассете, а щупы - в виде ступенчатых подпружиненных пальцев, установленных в корпусе с возможностью взаимодействия с отверстиями пластины.
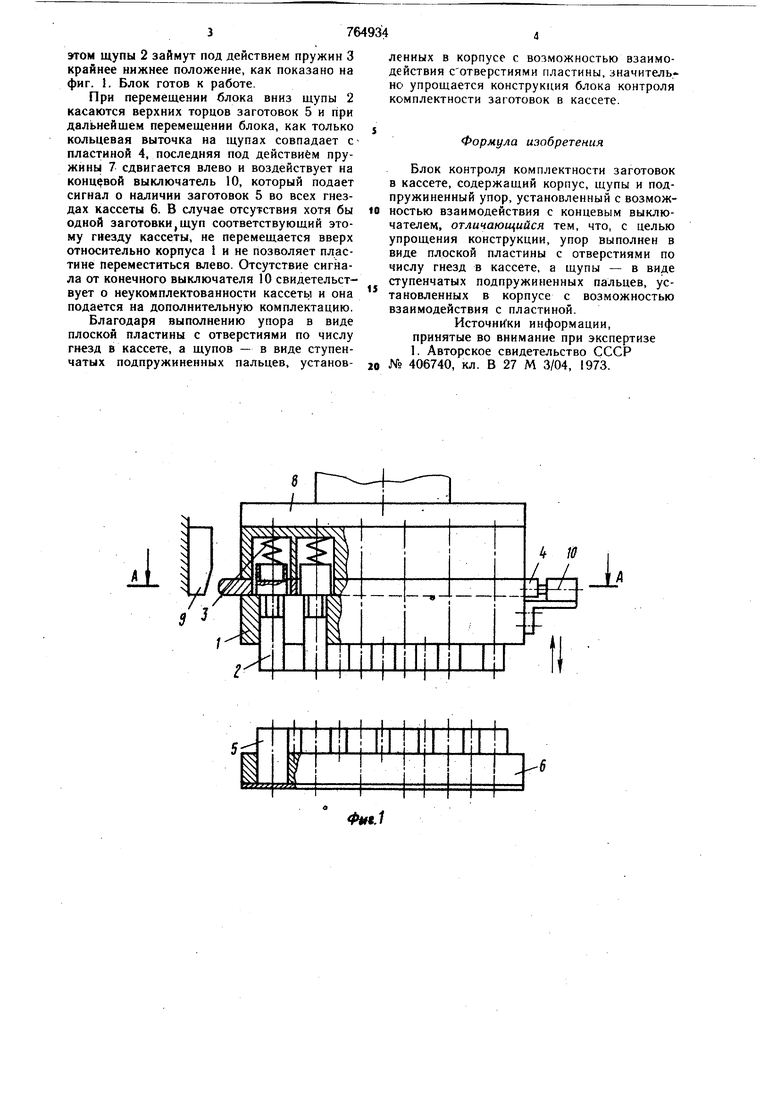
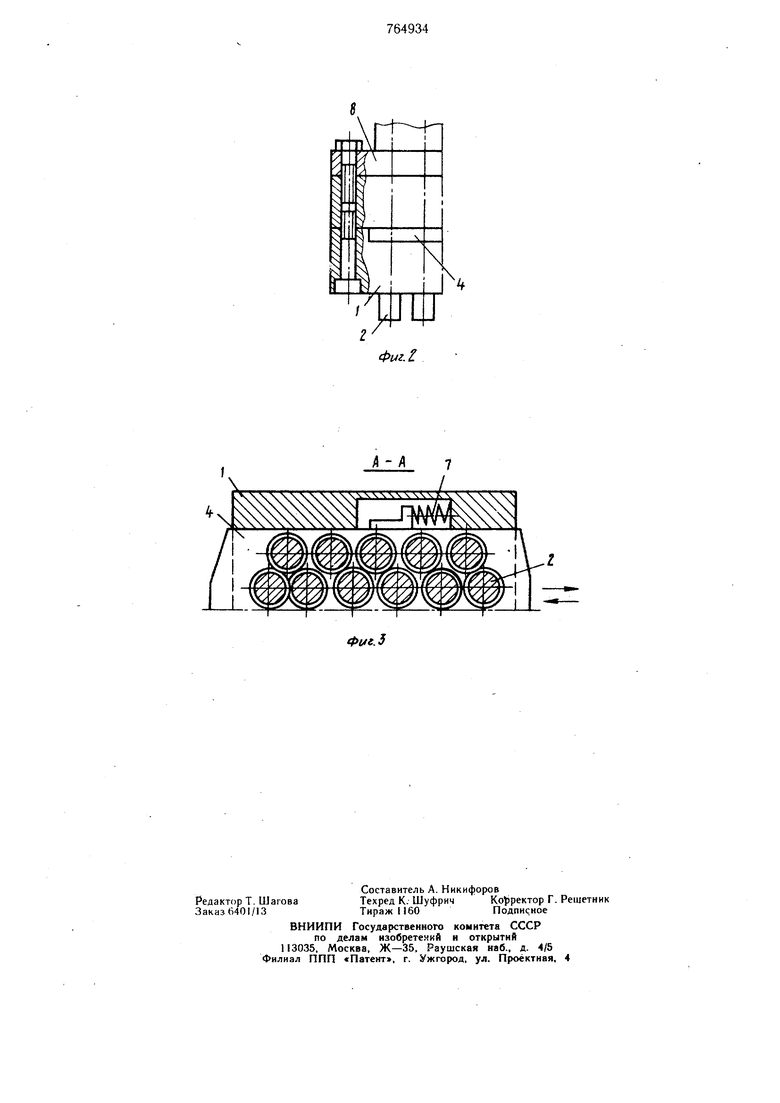
На фиг. I изображен блок контроля комплектности заготовок в. кассета; на фиг. 2 - то сбоку; на фиг. 3; - разрез А-А на фиг. 1.
Блок контроля комплектности заготовок в кассете состоит из корпуса 1 с размещенными в нем щупами 2, поджимаемые к корпусу пружинами 3. Плоская пластина - упор 4 с отверстиями, соответствующими расположению заготовок 5 в кассете 6, установлена в корпусе 1 и поджата пружиной 7. Плоская пластина 4 и щупы 2 могут возвратно-поступательно перемещаться вместе с плитой 8 станка относительно кассеты 6 с заготовками 5 и неподвижного упора 9, установленного на станине станка. На корпусе 1 закреплен концевой выключатель 10.
Блок контроля комплектности заготовок работает следующим образом.
В первоначальном нижнем положении щупы 2 занимают крайнее верхнее положение
15 и удерживаются в этом положении верхнем торцом пластины 4, которая под действием пружины 7 занимает крайнее левое положение. При перемещении плиты 8 с блоком вверх пластина 4 встречает иеподвижный 20 упор 9, который, воздействуя на пластину, сдвигает ее вправо, сжимая пружину 7. Перемещение пластины 4 происходит до тех пор, пока осевые линии отверстий пластины не совпадут с осевыми линиями щупов 2. При
этом щупы 2 займут под действием пружин 3 крайнее нижнее положение, как показано на фиг. 1. Блок готов к работе.
При перемещении блока вниз щупы 2 касаются верхних торцов заготовок 5 и при дальнейшем перемещении блока, как только кольцевая выточка на щупах совпадает с пластиной 4, последняя под действием пружины 7 сдвигается влево и воздействует на концевой выключатель 10, который подает сигнал о наличии заготовок 5 во всех гнездах кассеты 6. В случае отсутствия хотя бы одной заготовки J щуп соответствующий этому гнезду кассеты, не перемещается вверх относительно корпуса I и не позволяет пластине переместиться влево. Отсутствие сигнала от конечного выключателя 10 свидетельствует о неукомплектованности кассеть и она подается на дополнительную комплектацию.
Благодаря выполнению упора в виде плоской пластины с отверстиями по числу гнезд в кассете, а щупов - в виде ступенчатых подпружиненных пальцев, установленных в корпусе с возможностью взаимодействия сотверстиями пластины, значительно упрощается конструкция блока контроля комплектности заготовок в кассете.
Формула изобретения
Блок контроля комплектности заготовок в кассете, содержащий корпус, щупы и подпружиненный упор,установленный с возможностью взаимодействия с концевым выключателем, отличаюи ийся тем, что, с целью упрощения конструкцни, упор выполнен в виде плоской пластины с отверстиями по числу гнезд в кассете, а щупы - в виде ступенчатых подпружиненных пальцев, установленных в корпусе с возможностью взаимодействия с пластиной.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 406740, кл. В 27 М 3/04, 1973.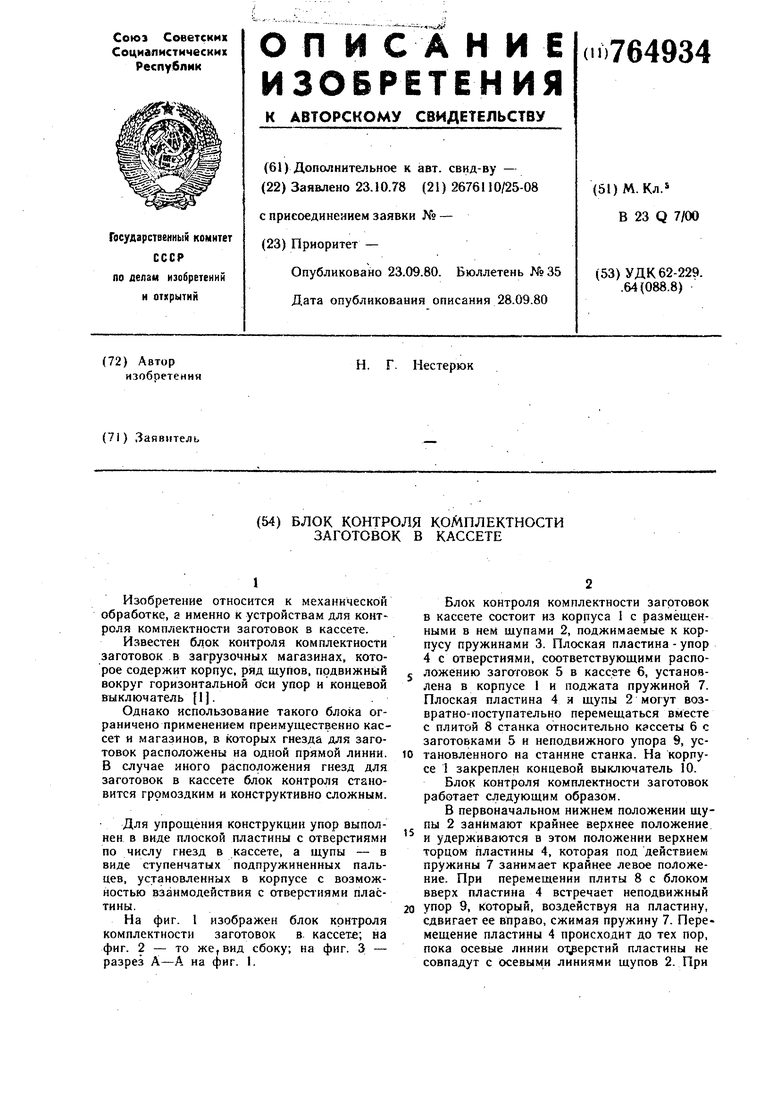
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля комплектности заготовок в гнездах кассеты | 1990 |
|
SU1710282A1 |
| Контрольно-блокирующее устройство | 1983 |
|
SU1144742A1 |
| Устройство для контроля наличия и положения заготовок к обрабатывающим автоматам | 1974 |
|
SU538833A1 |
| Устройство для контроля комплектности заготовок при групповой обработке | 1978 |
|
SU774670A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автоматическая линия для многопозиционной листовой штамповки | 1986 |
|
SU1470398A1 |
| Абразивно-отрезной станок | 1990 |
|
SU1773691A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Автомат для сборки подшипниковых узлов с игольчатыми роликами | 1976 |
|
SU597874A1 |
.1
Л-Л
