Изобретение относится к гии и термообработке и может быть использовано для охлаждения широкополосового проката и труб в широких пакетах.
Целью изобретения является повышение качества проката путем обеспечения точного поддержания требуемой его температуры.
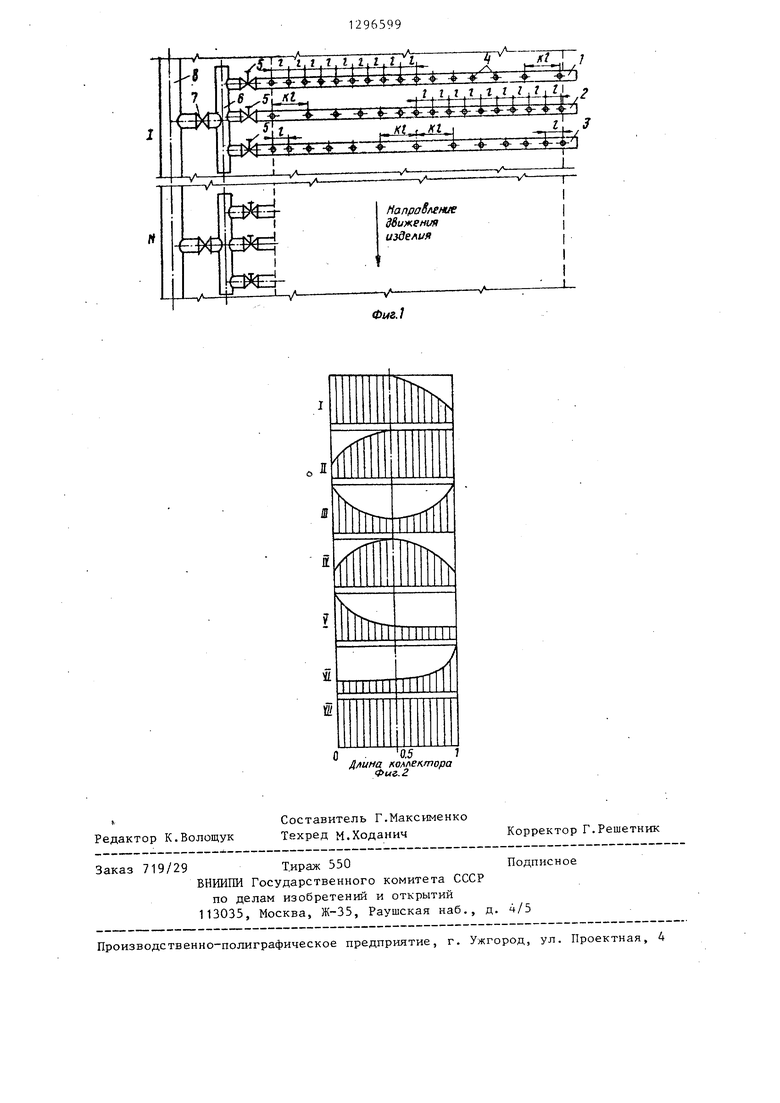
На фиг. 1 показано устройство, вид сверху; на фиг. 2 - графики изменения расхода воды по длине коллекторов одной секции (I - включен коллектор 1, II - включен коллектор 2, III - включен коллектор 3, IV - вклю чены коллекторы 1 и 2, V - включены коллекторы 1 и 3, VI - включены коллекторы 2 и 3, VII - включены коллекторы 1-3).
Устройство содержит N секций, состоящих из коллекторов 1-3 с соплами 4 одного типоразмера. Шаг сопл в коллекторе 1 выполнен постоянным до середины и увеличивающимся после нее В коллекторе 2 шаг сопл уменьшается до середины и остается постойным после нее. Сопла в коллект оре 3 расположены симметрично относительно середины его длины, причем ша.г их увеличивается от краев коллектора к его середине. Каждый коллектор снабжен управляющим клапаном 5, который соединен с распределительным патрубком 6, подключенным через клапан 7 к подводящей трубе 8,
Устройство работает следующим образом.
Охлаждающая среда подается по трубе 8, клапану 7, патрубку 6 к клапанам 5. Включением одного из клапанов 5 достигается подача воды через 4 отдельных коллекторов 1 2 или 3, либо через эти коллекторы а различном их сочетании.
Повьшенная температура правого края охлаждаемой полосы снижается за счет увеличения подачи охлаждающей среды через коллекторы 1, повышенная температура левого края при увеличении подачи охладителя на коллекторы 2 и повьш1енная температура центральной часТи - при увеличении подачи охлаждающей среды на коллекто 3.
1
металлур
Преимущественная подача охлаждаю- 55 нее, а в третьем коллекторе - увелищей среды на коллекторы 1 и 2 приводит к повышенному охлаждению центра.
O
0
5
5
599
на коллекторы 1 и
2
3 - левого края, на коллекторы 2 и 3 правого края.
Регулирование интенсивности охлаждения по длине устройства при-вариации длины зоны охлаждения производится за счет изменения числа работающих секций коллекторов. Изменение может осуществляться как вручную при отключении вентилей, стоящих на подводе воды к каждому коллектору, а также вручную или автоматически с помощью регулирующих клапанов 7. Регулирование осуществляется по конечной температуре полосы на выходе устройства.
В предложенном устройстве степень засорения сопл одного диаметра одинакова и схемы распределения охладите-: ля по ширине полосы сохраняются, а следовательно, обеспечиваются и все схемы охлаждения. Кроме того, устройство позволяет подобрать такой диаметр сопл, при котором обеспечивается наименьшая степень их засорения.Предлагаемое устройство обеспечивает режимы, при которых охладитель распределяется по ширине устройства симметрично и несимметрично с макс имумом подачи на любую сторону изделия по ширине (см. графики I-VII на фиг. 2), например для устранения термической волны по одному краю изделия, для охлаждения неравномерно нагретых изделий или изделий с переменной толщиной и т.д., что существенно увеличивает технологические возможности предложенного устройства.
5
40 Формула изобретения
Устройство для охлаждения проката, содержащее секции, состоящие из коллекторов с соплами и управляющими клапанами, отличающееся тем, что, с целью повьш1ения качества проката путем обеспечения точного поддержания требуемой его температуры, сопла выполнены одного типоразмера, при этом шаг сопл в первом коллекторе выполнен постоянным до середины и увеличивающимся после нее, во втором коллекторе - уменьшающимся д-о середины и постоянным после
чивающимся к середине и уменьшающимся после нее.
О . 0.5 1 Цтна коллек.тоаа Фиг. 2
Редактор К.Волощук
Составитель Г.Максименко Техред М.Ходаиич
Заказ 719/29Тираж 550Подписное
БНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
- - -- - ™ - - - - - «- - - -.-- -1-. - .™.«,
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Г.Решетник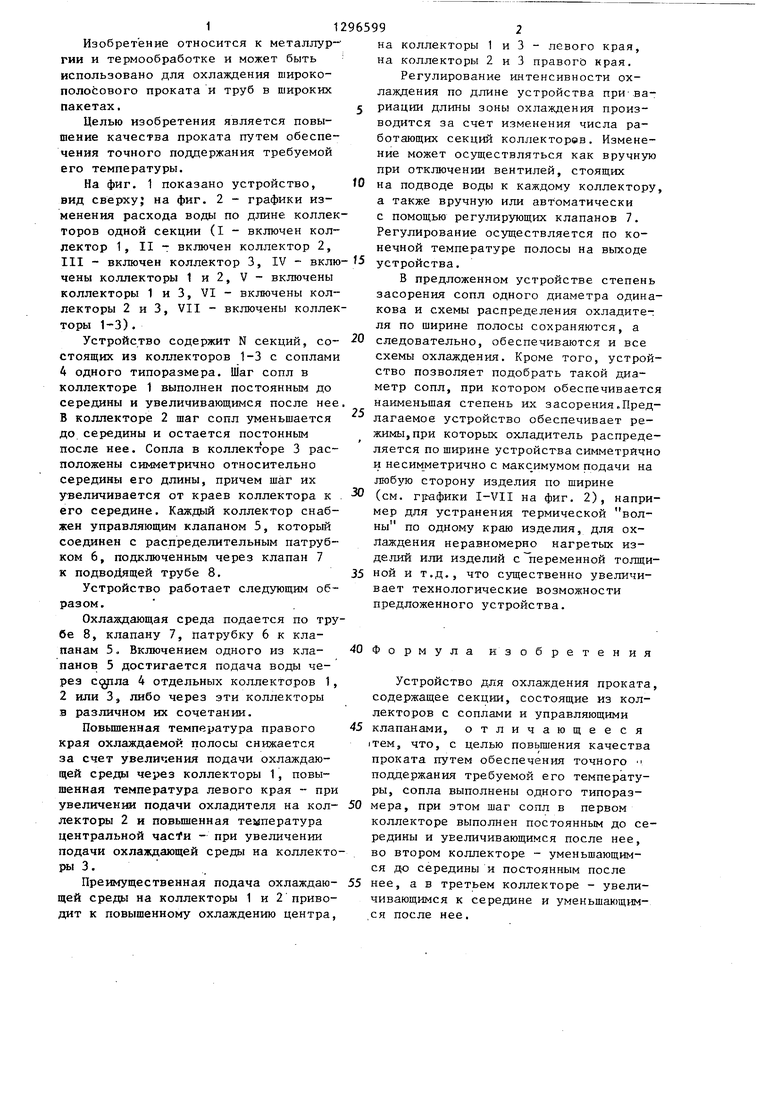
| название | год | авторы | номер документа |
|---|---|---|---|
| Коллектор для охлаждения проката | 1990 |
|
SU1768341A1 |
| Устройство для охлаждения горячекатаных полос | 1991 |
|
SU1765197A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 1993 |
|
RU2067901C1 |
| Устройство для охлаждения горячекатанных полос | 1978 |
|
SU778851A1 |
| Устройство для охлаждения листа | 1989 |
|
SU1600889A1 |
| Устройство для охлаждения проката | 1981 |
|
SU1027236A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОГО ЛИСТА И ПОЛОСЫ | 2007 |
|
RU2344893C1 |
| Устройство для охлаждения проката | 1987 |
|
SU1411070A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ | 1999 |
|
RU2165320C2 |
| Устройство для охлаждения проката | 1980 |
|
SU908848A1 |
Изобретение относится к металлургии и термообработке и может быть использовано для охлаждения широкополосового проката и груб в широких пакетах. Цель изобретения - повьше- ние качества проката путем обеспечения более точного поддержания требуемой его температуры. Устройство содержит секции, в каждый из которых три типа коллекторов с соплами одного типоразмера. Шаг сопл в первом коллекторе выполнен постоянным до се- редины и увеличивающимся после нее. Во втором коллекторе шаг сопл уменьшается до середины коллектора и постоянен после нее. В третьем коллекторе сопла расположены симметрично относительно его середины, йричем шаг сопл увеличивается от краев коллектора к его середине. На входе в каждый коллектор установлен управляющий клапан. 2 ил. с @ (Л ю со с: ел со со
| Патент США № 3998084, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
