Изобретение относится к металлургии .и может быть использовано при производстве горячекатанных листов и полос из черных и цветных металлов.
Известно устройство для охлаждения листового проката, включающее . секции коллекторов с равномерныг распределением охладителя по ширине листа. Регулирование темвтературы по длине полосы осуществляют изменением числа одновременно работа 01аих секций устройства til.
Это устройство отличается высокой эксплуатационной надежностью, однако не позволяет получить заданное распределение температуры по ширине листа.
В общем случае условия охлаждения проката на воздухе и теплообмен с рабочим инструментом обуславливают параболический характер распределения температуры по ширине раската с максимумом на его продольной оси. Кроме того, при одинаковых гидродингмических условиях подачи охладителя по всей поверхности листа прикромочные участки охлаждаются более интенсивно, что способствует увеличению неравномерности распределения температуры по ширине листа.
Наиболее близким к предлагаемому по технической сущности является устройство для охлаждения разбрызгиванием, содержшцее секции, состоящие из ряда коллекторов с соплами и управляющики клапаиами, выполненными в виде поршней с регулировочной иглой. Перемгацением поршня с иглой в отверстии изменяют выходное сечение
10 сопла, расход охлаждаю дей жидкости и форму истекающей струи. Требуемое распределение температуры по ширине листа обеспечивают соответст- вующим распределением расхода охлаж15дения по ширине листа 2 .
Недостаткам устройства является сложная система регулнровання расхода охлгикдающей жидкости через
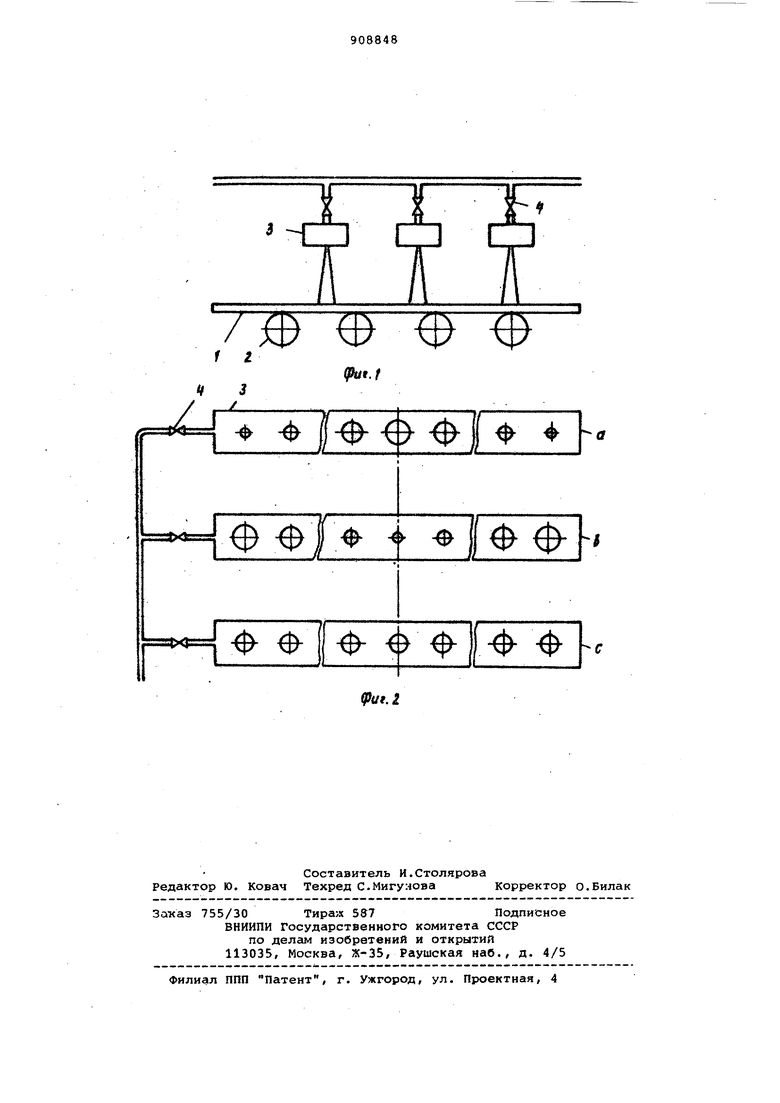
20 сопла, что снижает надежность работы устройства. Кроме того, поскольку регулирующие органы устанавливают непосредственно в выходном сечении сопла,- для их нормального функционирова25ния требуется достаточно тонкая очистка охлаждающей жидкости, например воды, как по механическим взвесям, так и по содержанию масел, щелочей и т.п. Возникает необходимость в созда30нии дополнительных очистных сооружеНИИ, что связано со значительными затратами. Цель изобретения - повышение надежности и упрощение регулирования процесса охлгокдения. Поставленная цель достигается тем что в устройстве для охлаждения проката, содержащем секции, состоящие (ИЗ ряда коллекторов с соплами и управляющими клапанами, сопла каждого коллектора в секции в(Я1Олиены различного диаметра, при этом в первом увеличивающимися от торцов к попереч НОЙ оси коллектора, во втором уменьшающимися, а в третьем - одинаковыми, суг-в а площадей отверстий . сопл, равноудаленных от оси первого и второго коллекторов, постоянна и равна четьфем площадям отверстий сопл третьего коллектора, а площадь отверстий сопел в каждом коллекторе равна соответственно я...4;с)У .., а и-Ц) « 3(.«-0 (П.-1 а ,;K44irr i М«1Г 3(«-1) f , fj и f, - площадь отверстия -того сопла соответ ственно первого, вто рого и третьего коллекторов -f F - cyNOvtapHaK площадь от верстий всех сопл ка дого коллектора; N - число рядов сопл в коллекторе п - число сопл .в ряду от оси до торца коллектора ; п-- порядковый номер соп ла от коллектора; К и К .- коэффициенты неравно 1.4ерности распределения охладителя соответственно на первом и втором коллекторах гл 1 S -i-fe i- cisMbi Р , - площадь отверстия п леднего сопла у тор первого коллектора, f - площгщь отверстия п вого сопла на оси п вого коллектора. На фиг. 1 и 2 схематично изображена секция охлаждающего устройства с тремя коллекторами, вид сбоку и снизу соответственно. Устройство для охлаждения проката 1, перемещающегося по рольгангу 2 с регулируемой скоростью вращения, включает одну или несколько секций 3. Каждая секция состоит из трех кол лекторов, один из которых ta) имеет сопла с убывающим сечением отверстий от оси к торцам, второй (в; - с увеличением сечений отверстий от оси к торцам, а третий (cj - с одинаковыъш отверстиями сопл по всей длине коллектора. Расположение коллекторов в секции друг относительно друга может быть любым. Каждый коллектор осHaineH регулирующим клапаном 4 расхода охладителя. В соответствии с формулами (1)(3) коллектор 0 реализует параболический характер распределения охладителя на ширине раската с максимумом на оси (1), коллектор в - параболический характер распределения охладителя по ширине раската с минимумом на оси (2), а коллектор с - . равномерное распределение охладителя по ширине раската (3). При этом неравномерность охладителя К коллектора а задают в диапазоне К 0,10,5 (4) в зависимости от неравномерности температуры по ширине раската, достигающей . Неравномерность распределения охладителя К коллектора 6 рассчитывают в зависимости от выбранного значения К, по (5), полученной из условия, что сумма площадей калибров сопл, равноудаленных от оси коллекторов d и 6 , постоянна и равна четырем площс1дям калибров сопл коллектора t. Это условие позволяет реализовать равномерное распределение охладителя по ишрине раската при совместной работе коллекторов айв. Устройство для охлаждения листов и полос работает следующим образом. Охлаждение горячего раската осуществляют включЕннем подачи охладителя на одну или несколько работающих секций. При этом регулирование охлаждения по длине раската осуществляют за счет подключения переменного числа одновременно работающих секций и регулирования расхода охладителя на каждую секцию, а регулирование ,охлаждения проката по ширине - подключения в работу коллекторов одной или нескольких секций с тем или иным распределением сечений -отверстий сопл по длине коллектора и регулирования расхода охладителя на каждый коллектор. Предлагаемое сочетание коллекторов а , 6 и с с различным распределением сечений отверстий сопл обеспечивает широкие возможности для регулирования интенсивности и характера распределения охлаждения как по дли не, так и по ширинераската. Так, увеличение степени охлаждения участков по оси раската по срав нению с прикромочн1А4и участками достигается работой одного или нескольких коллекторов о , одновременной ра ботой коллекторов d и с одной или нескольких секций и увеличением расхода охладителя на коллекторе а . Равномерное распределение охлади теля по ширине проката достигается работой одного или нескольких коллек торов с, одновременной работой коллекторов а н Ъ , 3. также коллекторов ис одной или нескольких секций Устранение регулирующих органов расхода охладителя на каждом сопле существенно упрощает схему управлени и повышает надежность работы охлгикдакицего устройства, так как в этом 1случае на каждый коллектор требуется гголько один регулирующий орган, а требуемое распределение охладителя по ширине листа обеспечивают комбинированием подключения коллекторов со стабильиьв4 распределеннем отверстий сопл необходимого сечения по длине коллектора и расходом охладителя на каждый коллектор. Формула изобретения рстий сопл в каждом кола соответственно i-nj(lill- Чп-1 / . .)Un H«-f) frt. -1 1 нч-Ч-ггг-) . - площадь отверстня с i -го сопла соответственно первого, второго и третьего коллекторов;- суммарная площадь отверстий всех сопл каждого коллектора; - число рядов сопл в коллекторе; - число сопл в ряду от оси до торца коллектора) . порядковый номер сопла от оси коллектора, - коэффициенты неравно мерно- тн раепределения охладителя соответственно на первом и втором коллекторах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения прокат-НыХ ВАлКОВ | 1979 |
|
SU852394A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОГО ЛИСТА И ПОЛОСЫ | 2007 |
|
RU2344893C1 |
| Устройство для охлаждения горячекатаных полос | 1991 |
|
SU1765197A1 |
| Устройство для охлаждения проката | 1981 |
|
SU1027236A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 1991 |
|
RU2015177C1 |
| Устройство для охлаждения листа | 1989 |
|
SU1600889A1 |
| Способ производства мелкосортного проката | 1985 |
|
SU1258546A1 |
| Устройство для охлаждения проката | 1974 |
|
SU529231A1 |
| Устройство для регулируемого охлаждения проката | 2022 |
|
RU2783436C1 |
| Устройство для охлаждения листового проката на рольганге | 1986 |
|
SU1411069A1 |
k|
