Изобретение относится к обработке металлов давлением и может быть использовано в исследовательских целях при разработке технологии производства многослойных материалов методом совместной холодной прокатки разнородных металлов, в частности при исследовании зависимостей прочности сцепления слоев, неравномерности послойных обжатий, уширения от степени деформации.
Целью изобретения является повышение объективности и достоверности определения механических и деформационных характеристик.
На фиг. 1 изображен пакет со ступенчатым вспомогательным элементом (а) и продольное сечение образца в плоскости, перпендикулярной к его поверхности, после прокатки в пакете (б); на фиг. 2 - вариант пакета с переходными зонами на вспомогательном элементе.
Пакет содержит вспомогательный элемент 1 и многослойный образец 2.
Для исключения заклинивания образца в вырезе вспомогательного элемента при прокатке пакета предусмотрен боковой зазор между стенками выреза и боковыми кромками образца не менее половины уширения образца и клина.
Количество прямоугольных ступеней в пакете, а также отношения ширин ступеней
(fe-, --,....,-) выбирают, исходя из не- BZ. -РЗ -Бг
обходимого диапазона и закона изменения обжатий, а также с учетом мош;ности прокатного стана.
Предусмотренный выступ образца из выреза вспомогательного элемента получает максимальное обжатие при прокатке.
Пакет задают в валки широким концом с целью исключения возможности продольного подпора образца в вырезе из-за равности вытяжек одновременно прокатываемых клина и образца.
Зазор между валками для получения нижнего предела обжатий настраивают в процессе прокатки широкой монолитной части вспомогательного клина.
При дальнейшей прокатке давление металла на валки, а следовательно, и величина упругих деформаций элементов стана изменяются ступенчато в зависимости от изменения ширины пакета. В соответствии с изменением упругих десрормаций изменяется и величина обжатия многослойного образца, а следовательно, и его толщина.
Прокатанный образец по длине состоит из участков с различной толщиной h; (но постоянной в пределах каждого участка), между которыми имеются промежуточные участки с плавнопеременной толщиной, обжатие которых происходит при одновременном нахождении в очаге деформации концевых частей двух смежных ступеней или одной ступени и переходной зоны пакета.
5
т. е. в условиях неустановившегося процесса прокатки.
Для обеспечения достаточной для исследований длины участков с постоянным обжатием, т. е. прокатанных в установившемся режиме рабочих участков, необходимо ограничение минимальной длины ступеней пакета. При минимальной длине каждой ступени, равной длине очага деформации при их прокатке в установившемся режиме,
длина рабочих.участков образца равна величине абсолютного удлинения.
Дальнейшее уменьшение длины ступеней приводит к чрезмерному уменьшению длины рабочих участков образца, что затрудняет получение достоверных и точных результатов испытаний.
Ступенчатость боковых кромок пакета дает возможность более точно моделировать процесс прокатки плоских многослойных
Q материалов с различными обжатиями в исследовательских целях.
Изготовлен пятиступенчатый пакет в соответствии с фиг. I. Двухслойный образец состоит из заготовок никеля и алюминия с размерами 1,9x10x150 мм и 0,1х10х
5 х150 мм соответственно. Общая толщина образца 2 мм. Контактные поверхности никеля и алюминия обезжирены и зачищены проволочными щетками.
Четырехступенчатый вспомогательный клин изготовлен из стали 08КП толщи0 ной 2 мм с размерами выреза 12xl2U мм (зазор S между стенками выреза и боковыми кромками образца выбран экспериментально равным 1 мм).
Пятая ступень пакета представляет собой выступ заднего конца двухслойного образ.5 ца из выреза вспомогательного элемента. Применение предлагаемого пакета по сравнению с известным обеспечивает получение на одном образце участков, деформированных в установившемся режиме прокатки, что в свою очередь обеспечивает точное моделирование процесса прокатки реальных многослойных материалов в виде листов, полос и лент и получение более объективных результатов испытания образцов. Повышение достоверности получаемых
г данных обусловлено также возможностью статистической оценки используемого параметра в пределах каждой ступени.
Точность определения, например, прочности сцепления слоев при использовании ступенчатого пакета практически одинакова
Q с методом исследования отдельных образцов на каждую величину обжатия (арбитражный метод).
Кроме того, предлагаемый пакет позволяет расширить методические возможности исследования характеристик многослойных
5 материалов, например появляется возможность оценки прочности сцепления слоев образцов после прокатки методами среза, отрыва (для материалов достаточной толщи0
ны), перегибом и выдавливанием лунки по Эриксену (для тонких лент), что невозможно на образцах с плавнопеременной толщиной.
Формула изобретения
Пакет для получения переменной деформации по длине многослойных образцов при определении механических и деформационных характеристик многослойных материалов в процессе прокатки, содержащий многослойный образец в виде прямоуголь
ного параллелепипеда, размещенного в полости вспомогательного элемента, выполненного в виде усеченной пирамиды с прямоугольным основанием, две противолежащие боковые поверхности которого перпендикулярны плоскости основания, отличающийся тем, что, с целью повыщения объективности и достоверности определения механических и деформационных характеристик, каждая из двух других боковых поверхностей выполнена ступенчатой, а длина многослойного образца превыщает высоту полости вспомогательного элемента.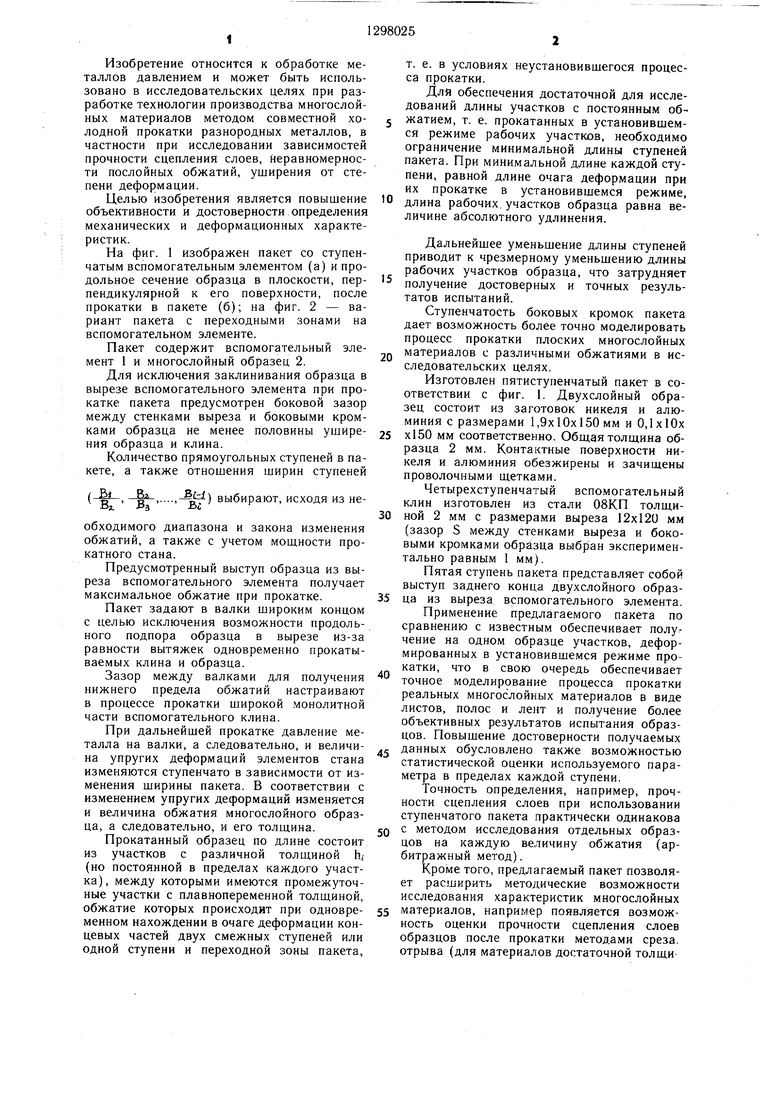

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления плакированных металлов | 1977 |
|
SU691270A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КАЧЕСТВА СЦЕПЛЕНИЯ МЕЖДУ КОМПОНЕНТАМИ БИМЕТАЛЛИЧЕСКОГО ОБРАЗЦА | 1971 |
|
SU419770A1 |
| Способ получения многослойных материалов | 1978 |
|
SU719851A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ПРОЧНЫХ И ВЫСОКОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2179899C1 |
| Способ получения ленточного материала с полосчатым плакированием | 1983 |
|
SU1199538A1 |
| Способ изготовления многослойных материалов | 1975 |
|
SU558772A1 |
| Способ получения многослойных материалов с полосчатыми покрытиями | 1978 |
|
SU718246A1 |
| Высокоэффективный термоэлектрический материал и способ его изготовления | 2016 |
|
RU2660223C2 |
| Способ изготовления плакированных прецизионных тонких полос и прокатный шестивалковый стан для его осуществления | 1990 |
|
SU1796305A1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК В СУБМИКРОКРИСТАЛЛИЧЕСКОМ И НАНОСТРУКТУРИРОВАННОМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2436847C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при разработке технологии производства многослойных материалов методом холодной прокатки разнородных металлов. Целью изобретения является повышение объективности и достоверности определения механических и деформационных характеристик. В пакете каждая из двух противолежащих боковых поверхностей вспомогательного элемента выполнена ступенчатой. Длина многослойного образца, выполненного в виде параллелепипеда, превышает высоту полости вспомогательного элемента. Это позволяет расширить методические возможности исследования характеристик многослойных материалов, например оценки прочности сцепления слоев образцов после прокатки методами среза, отрыва, перегибом и выдавливанием по Эриксену. 2 ил. ( ГС ;о 00 to ел
Bs
tr
-J
Bjf
J-J
Вз
tr
в,
П
| Хозиков В | |||
| С | |||
| и др | |||
| О методике оценки схватываемости металлов при совместной холодной прокатке | |||
| - Электронная техника | |||
| Сер | |||
| Материалы, 1973, вып | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ребристый каток | 1922 |
|
SU121A1 |
