черной термичес-
Изобретение относится к металлургии, в частности к кой обработке - низкотемпературному рекристаллизационному отжигу в кол- паковых печах смотанных рулонов холоднокатаного листа из низкоуглеро- дистык сталей, например жести, конструкционного и автомобильного,
Цель изобретения - получение однородного по структуре и механическим свойствам листа.
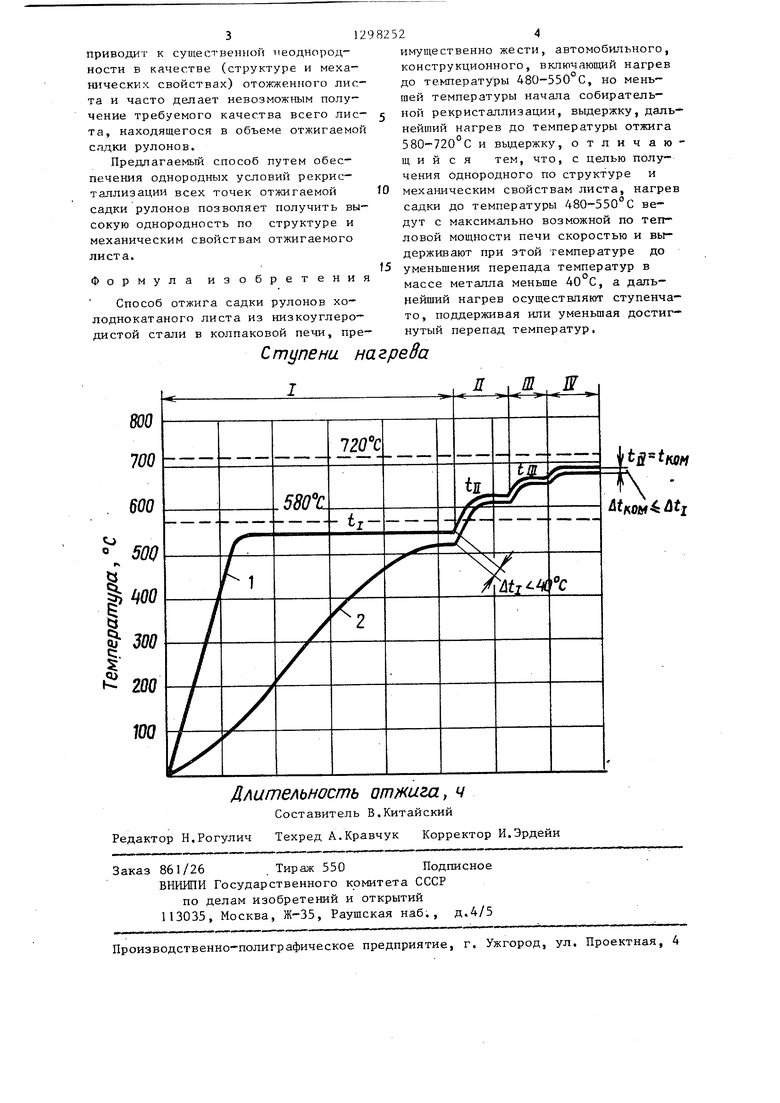
На чертеже представлены диаграммы изменения температуры садки рулонов внешних 1 и внутренних 2 витков.
Способ осуществляют следующим образом.
Садку рулонов (автолиста из стали ОЙО категории вытяжки ОСВ) на первой ступени нагревают со скоростью, определяемой тепловой мощностью печи (при максимальной подаче топлиТвердость по Роквеллу
HRB47-41
Временное сопротивление разрыву, кг/мм
Относительное удлинение, %
Величина зерна феррита, балл
Получение металла разных категорий вытяжки ВОСВ, ОСВ, СВ осуществляется путем рассортировки отожженной садки рулонов,
26-36 . 27-29 29-30 30-32 34-42 40-42 37-39 35-37 6,7,8,9 8, 9 7,8 6,7
Обеспечивает отжиг всей садки металла на заданные
свойства по категориям вытяжки.
Число ступеней нагрева можно выбирать в зависимости от размеров сддки рулонов, теппоБЫх параметров колпаковой печи и требований к качеству метапла,
При осуществлении известного способа садку рулонов выдерживают при температуре нагрева на первой ступени до достижения внутренними витками температуры и внешними
температуры, равной пределах 480
5
0
ва в печь) до 550 С, и находящейся в 560 С, но меньшей температуры начала собирательной рекристаллизации для отжигаемой стали (560 С), Затем производят выравнивающую выдержку (при 550 С) и оканчивают ее после достижения отстающей точкой садки температуры 520-550 С, т.е. после умень - шения перепада температур в массе металла на 20-30 С, что меньше предлагаемой 40 С, Далее на последукицих ступенях нагрева этот достигнутый перепад сохраняют равным 20 С или уменьшают до 10 С к моменту достижения конечной температуры отжига, равной 690 С, Минимальная температура в садке равна 670-680 С,
В таблице приведены механические и структурные свойства листа, отожженного по предлагаемому и известному способам.
42-41 44-43 47-45
26-36 . 27-29 29-30 30-32 34-42 40-42 37-39 35-37 6,7,8,9 8, 9 7,8 6,7
с окончательным нагревом внешних витков до 680°С и внутренних до 620 С, К концу отжига известным способом в садке рулонов наблюдается разная конечная температура, а если путем дпительной выравнивающей выдержки разницу температур в металле удается уменьшить, то существенную разницу во времени, пребывания при температуре, отжига разных точек садки металла странить не удается. Это неизбежно
312
приводит к существенной иеоднород- ности в качестве (структуре и механических свойствах) отожженного листа и часто делает невозможным получение требуемого качества всего лис- та, находящегося в объеме отжигаемой садки рулонов.
Предлагаемый способ путем обеспечения однородных условий рекристаллизации всех точек отжигаемой садки рулонов позволяет получить высокую однородность по структуре и механическим свойствам отжигаемого листа.
Формула изобретения
Способ отжига садки рулонов холоднокатаного листа из низкоуглеро- диетой стали в колпаковой печи, пре-
Ступени нагрева
0
5
524
иьгущественно жести, автомобильного, конструкционного, включающий нагрев до температуры 480-550 С, но меньшей температуры начала собирательной рекристаллизации, выдержку, дальнейший нагрев до температуры отжига 580-720 С и вьщержку, отличающийся тем, что, с целью получения однородного по структуре и механическим свойствам листа, нагрев садки до температуры 480-550°С ведут с максимально возможной по тепловой мощности печи скоростью и выдерживают при этой температуре до уменьшения перепада температур в массе металла меньше 40 С, а дальнейший нагрев осуществляют ступенчато , поддерживая или уменьшая достигнутый перепад температур,
Ш Ж
Длительность отжига, ч
Составитель В,Китайский Редактор Н.Рогулич Техред А.Кравчук Корректор И.Эрдейи
Заказ 861/26Тираж 550Подписное
ВНИШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки холоднокатаного листового проката | 1990 |
|
SU1698302A1 |
| Способ термической обработки холоднокатаной малоуглеродистой стали | 1983 |
|
SU1162877A1 |
| СПОСОБ УПРАВЛЕНИЯ ОТЖИГОМ МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ | 2004 |
|
RU2262541C1 |
| СПОСОБ ОТЖИГА РУЛОНОВ В КОЛПАКОВОЙ ПЕЧИ | 2005 |
|
RU2293772C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ В КОЛПАКОВОЙ ПЕЧИ | 2004 |
|
RU2261281C1 |
| СПОСОБ ОТЖИГА ХОЛОДНОКАТАНЫХ ПОЛОС | 2003 |
|
RU2230803C1 |
| Способ регулирования нагрева металла в колпаковой печи | 1990 |
|
SU1728302A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2003 |
|
RU2238988C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ХОЛОДНОКАТАНЫХ ПОЛОС ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 2007 |
|
RU2366733C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ НЕСТАРЕЮЩЕЙ СТАЛИ ДЛЯ ЭМАЛИРОВАНИЯ | 1992 |
|
RU2039839C1 |
| Гусева С.С | |||
| и др | |||
| Непрерывная термическая обработка автолистовой стали | |||
| - М.: Металлургия, 1979, с, 24-25, рис | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
