Существующие методы зачистки щвов шлифовальны.м кpyro : пневматическим зубилом производятся вручную и поэтому малопроизводите.тьны.
Описываемое приспособление выполнено в виде фрезерной головки, снабжеинон механизмом прямого копировапия но коитуру .ти. Головка устаиовлепа иа самоходной тележке для автоматической сварки, обеспечивающей задающую подачу. Применение такого устройства eханизирует процесс зачистки сварных ишоп.
Приспособление предназначено для зачистки сварных щвов на цилиндрических аппаратах и емкостях.
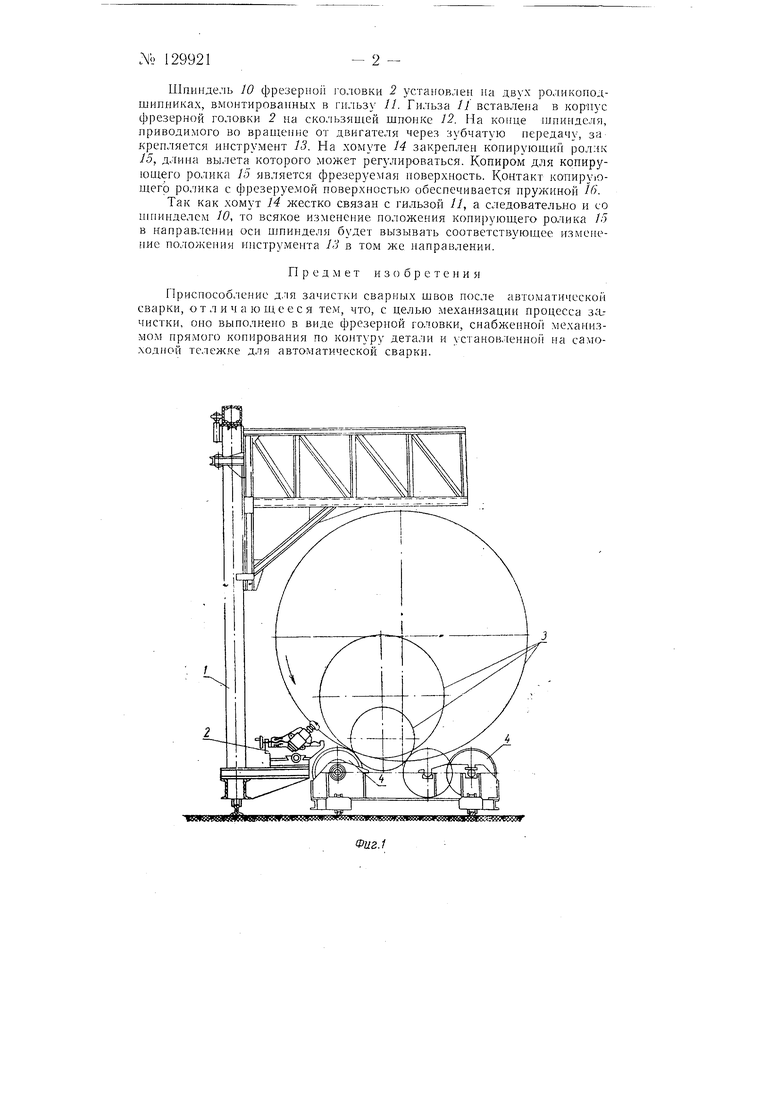
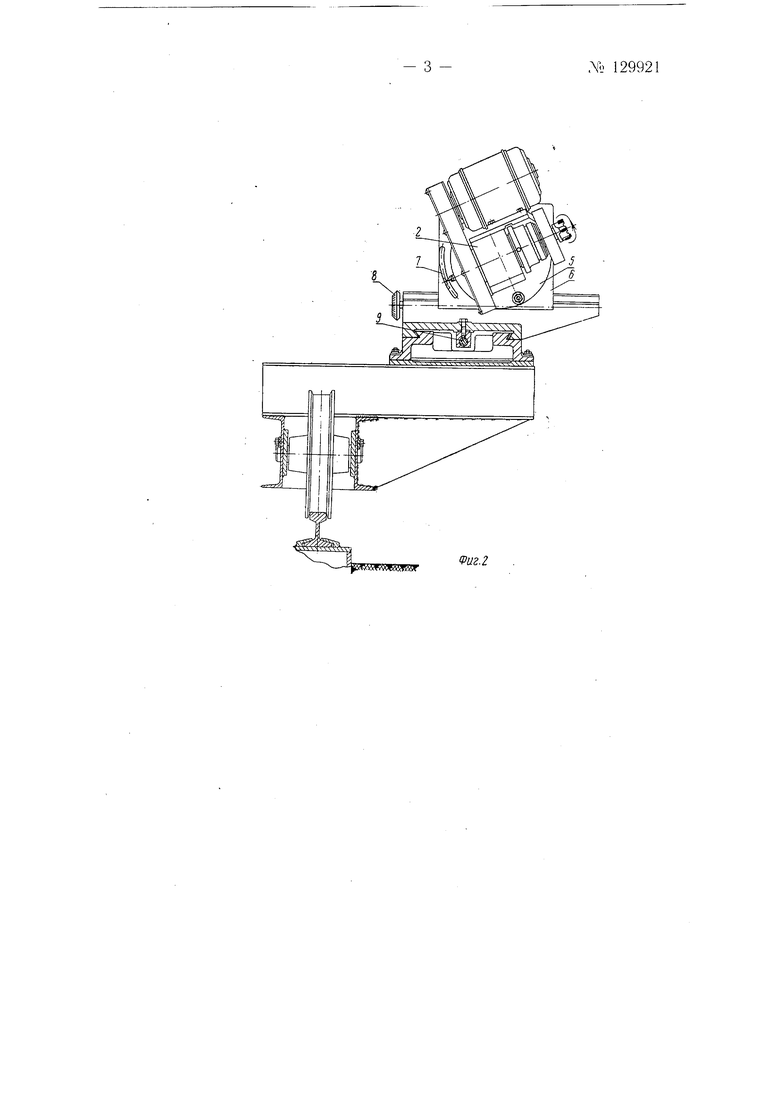
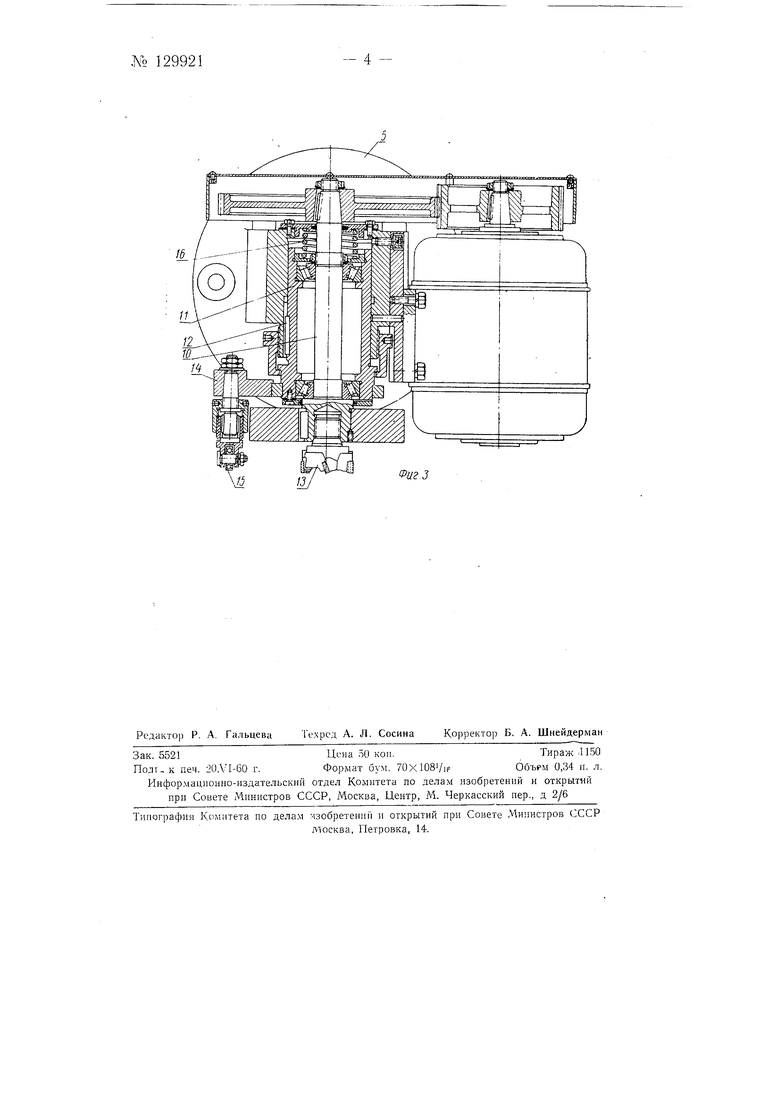
На фиг. 1 схематически изображе Ю онисываемое приспособление; на фиг. 2 - копировальная фрезерная головка, установленная на супнорте приснособления; на фиг. 3 - та же г-оловка, в разрезе.
Приспособление состоит из самоходной тележки / и установленной на ней коиирующей фрезерной головки 2. Самоходная тележка / может перемещаться параллельно оси обрабатываемого изделия 3. Она снабжена двумя рядами опорных роликов 4, один ряд которых имеет приводной мехаиизм (на чертеже не указан), сообщающий им вранкмще и вращаюнгий обрабатываемое изделие относительно его оси.
Корнус копировальной фрезерной головки 2 имеет центрируюиит: фланец 5, с помощью которого фрезерная головка 2 крепится на суннорте 6 нриспособления, поворотпое устройство которого снабжено градуированной щкалой 7. Таким образом, ф|резерная головка 2 может быть установлена под заданным углом к плоскости приспособления и неремоН1аться вместе с суппортом в при помощи маховика 6 в направлении, перпендикулярном к оси обрабатываемого изделия, а при помощи винта 5 - в направлении, нараллельном ей.
Шпиндель 10 фрезерной оловки 2 установ.лен на двух роликоподшипниках, вмонтированных в гнльзу //. Гильза И вставлена в корпус фрезерной головки 2 на скользящей шпоике 12. На конце Н1пннделя, приводимого во BpauieuHe от двигателя через зубчатую передачу, за крепляется инструмент 13. На хомуте 14 закреплен копирующий ролик 15, длина вылета которого может регулироваться. Копиром для копирующего ролика 15 является фрезеруемая поверхность. Контакт копируюпгегр ролика с фрезеруемой поверхностью обеспечивается пружиной Ifi.
Так как хомут 14 жестко связан с гильзой //, а следовательно и со н1Г1инделем 10, то всякое изменение положения копи)ующего ролика 15 в направлении оси щнинделя будет вызывать соответствующее изменение положения инструмента 13 в том же направлении.
Предмет изобретения
Приспособление д.пя зачистки сварных щвов после автоматической сварки, отличающееся тем, что, с целью .механизации процесса 3:л,чистки, оно выполнено в виде фрезерной го., снабженной механизмом прямого копирования по контуру детали и установ.тенной на самоходной тележке для автоматической сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для зачистки продольных сварных швов | 1975 |
|
SU507411A2 |
| УСТАНОВКА ДЛЯ ЗАЧИСТКИ ПРОДОЛЬНЫХ СВАРНЫХ ШВОВ | 1972 |
|
SU424673A1 |
| Устройство для снятия усилений сварных швов обечаек | 1986 |
|
SU1360918A1 |
| СТАНОК ДЛЯ ЗАЧИСТКИ ПРОДОЛЬНЫХ СВАРНЫХ швов | 1968 |
|
SU217889A1 |
| Установка для зачистки проката | 1985 |
|
SU1424989A1 |
| КОПИРОВАЛЬНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ГРЕБНЫХ ВИНТОВ | 1935 |
|
SU46775A1 |
| Установка для зачистки сварных швов | 1987 |
|
SU1444093A1 |
| Приспособление для обработки уплотнительных колец в клиновых задвижках | 1959 |
|
SU122715A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ СВАРНЫХ ШВОВ | 1994 |
|
RU2115518C1 |
| Устройство для зачистки | 1984 |
|
SU1289617A1 |
vuz.Z
nSocWfWEeSMT
%,J
