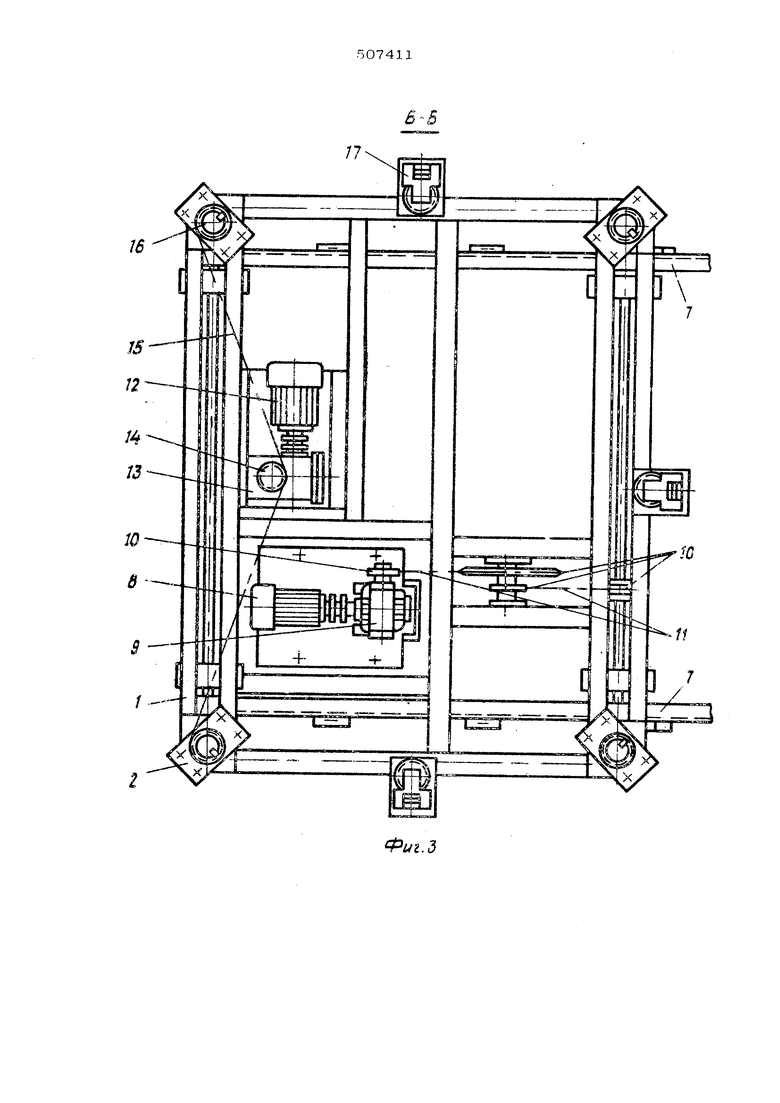
(54) УСТАНОВКА ДЛЯ ЗАЧИСТКИ ПРОДОЛЬНЫХ СВАРНЫХ
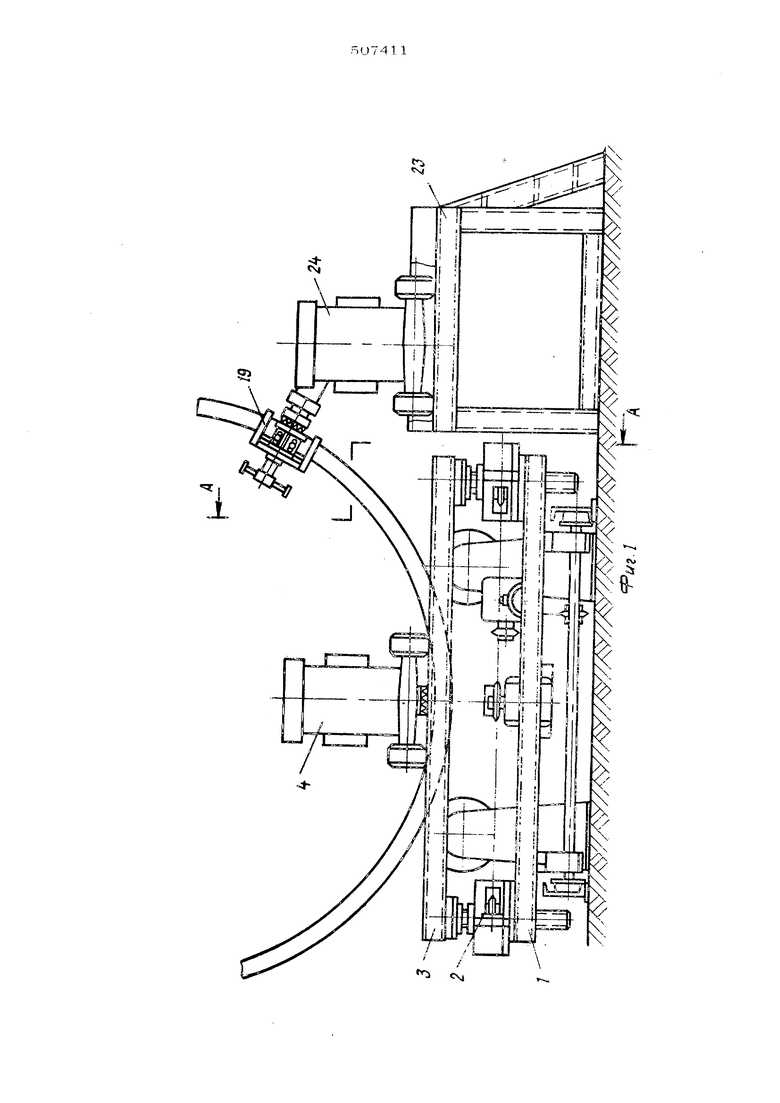
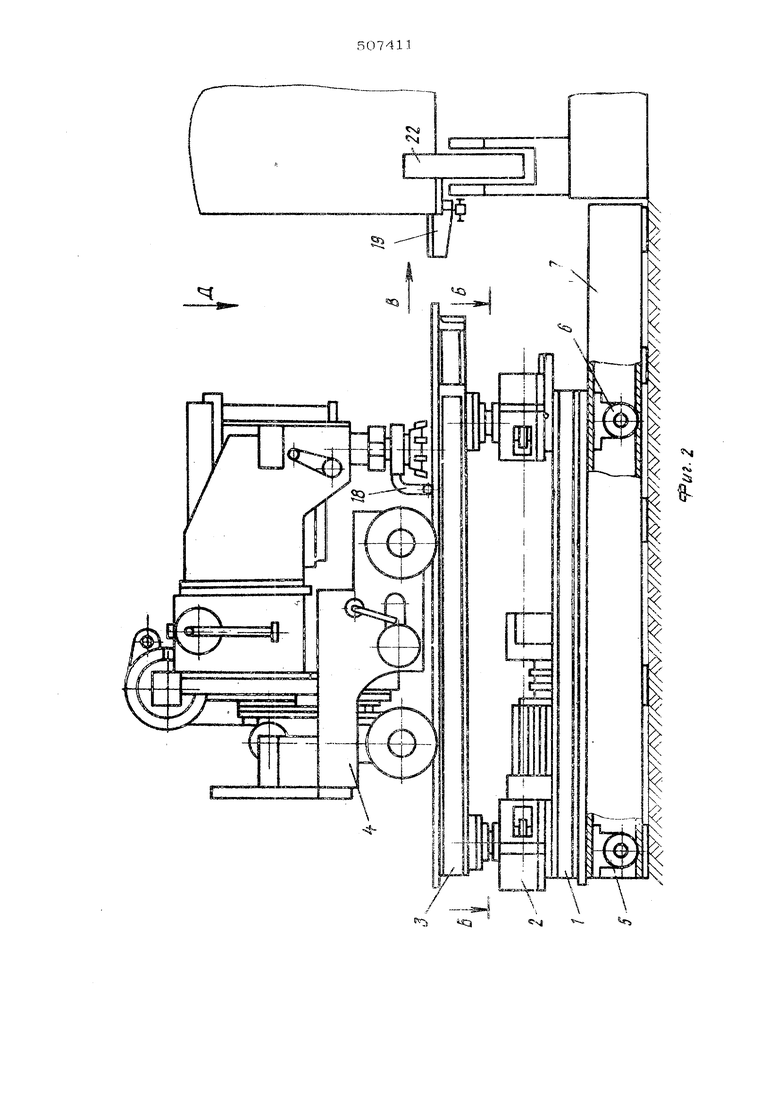
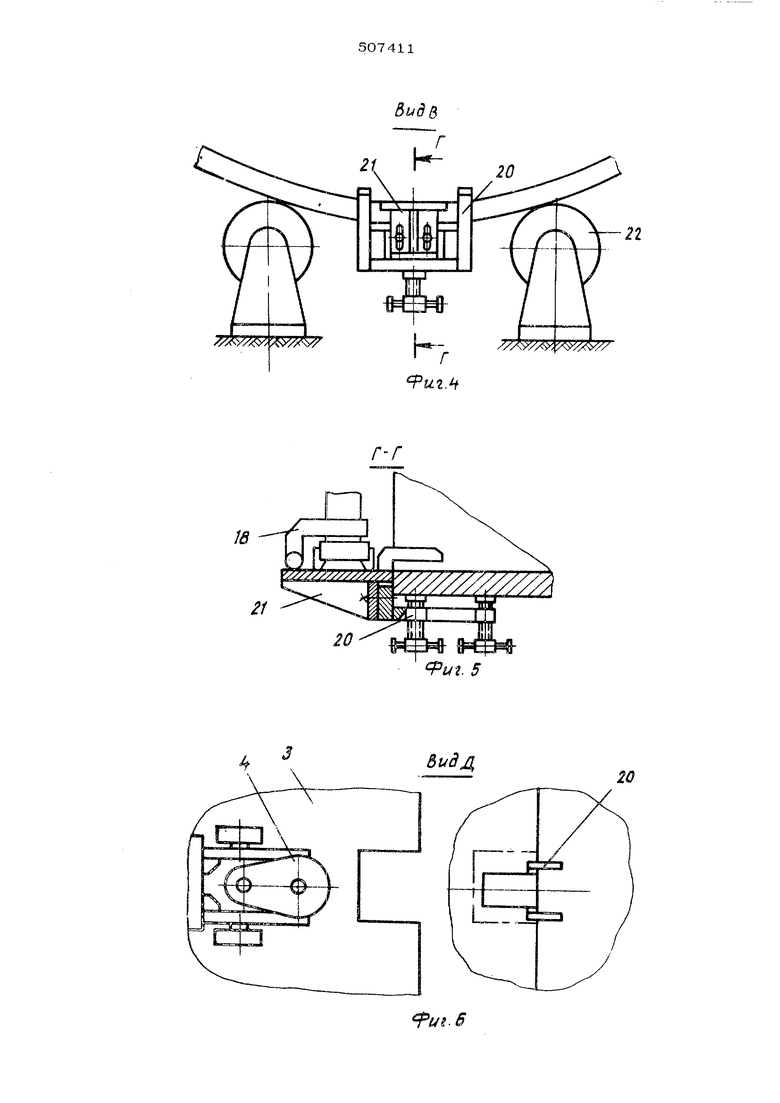
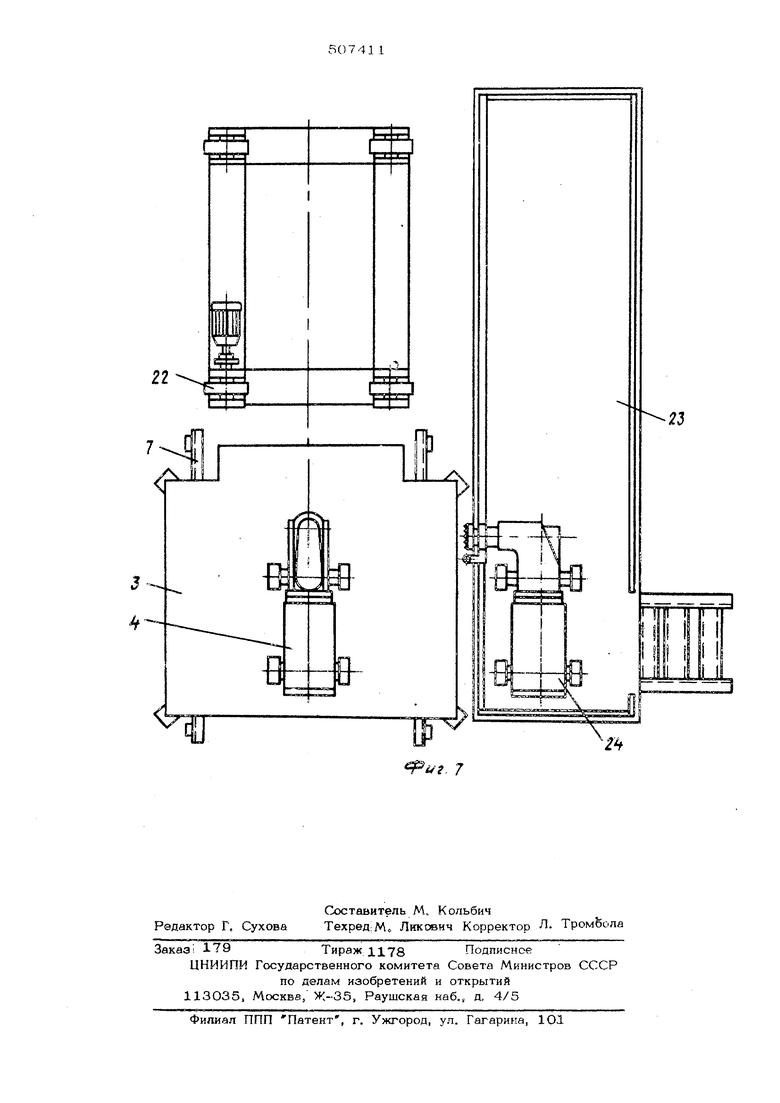
ШВОВ Для натяжения приводной роликивой цепи 15 служат три натяжных устройства 17. Для введения роликов копирного устройства 18 в обечайку в начале фрезерования: имеется съемное приспособление 19, которое состоит из двух струбцин 20 и площадки 21. Для установки и вращения обрабатываемого изделия установка снабжена опорными роликами 22. На помосте 23 расположено самоходное фрезерное устройство 24 с поворотной фрезерной головкой для снятия усиления продольного сварного щва снаружи обечабкм. Установка работает следующим образом, На опррные пр шодные ролики 22 устанав ливают обечайку. Включением привода роликов 22 поворачивают обечайку так, чтобы подлежащий обработке сварной щов находился в крайнем нижнем положении. Съемное приспособление 19 закрепляют на обечайке струбцинами 20, площадку 21 выставляют заподлицо с внутренней поверхностью обе чайки Самоходную тележку 1 подводят к об- рабатываемой обечайке. Платформу по высо тс устанавливают заподлицо с внутренней поверхностью обечайки, включают переднюю маршевую скорость самоходного фрезерного устройства и подводят его к краю обечайки фрезу устанавливают на необходимую глубину реаания, а ролики копирного устройства 18 опускают до упора ,в площадку 21 съеМ|ного приспособления 19, Включают пе|ред ний рабочий ход самоходного фре5ерн5)го ус тройства и привод фрезы. По окинчании снятия усиления продольного сварного шва с внутренней стороны самоходное фрезерное устройство 4 на задней маршевой скорости возвращают нязап на платформу 3, самоходную тележку отводят в исходное положение. Съемное приспособление 19 переставляют и закрепляют на обечайке струбцинами 20 так, чтобы зажимные винты струбцин 2О были обращены внутрь обечайки, площадку 21 выставляют заподлицо с наружной поверхностью обечайки. Включают привод роликов 22 и поворачивают обечайку так, чтобы плоскость торца фрезы являлась касательной к обечайке в месте сварного шва. Включают переднюю маршевую скорость самоходного фрезерного устройства 24 ь подводят его к краю обечайки, фрезу устанавливают на необходимую глубину резания, Включают передний рабочий ход самоходного фрезерного устройства, привод фрезы и снимают усиление продольного сварного шва с наружной стороны, По окончании операции самоходное устройство 24 на задней марщевой скорости возвращают назад в исходное положение, съемное приспособление 19 снимают с обечайки. Формула изобретения Установка для зачистки продольных сварных щвов по авт, св. № 424673, отличающаяся тем, что,.с целью зачистки ;усиления внешних продольных сварных iii&aj, она снабжена расположенным параллельно продольной оси изделия помостом, несущим дополнительное самоходное фрезерное устройство с инструментальной головкой, выполненной поворотной вокруг оси, параллельной образующей изделия.
.«С
f сч,
tJSj
ч
Фи1.3
ВидВ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЗАЧИСТКИ ПРОДОЛЬНЫХ СВАРНЫХ ШВОВ | 1972 |
|
SU424673A1 |
| Устройство для зачистки сварных швов | 1986 |
|
SU1371801A1 |
| Установка для зачистки сварных швов | 1974 |
|
SU498102A1 |
| СТАНОК ДЛЯ ЗАЧИСТКИ ПРОДОЛЬНЫХ СВАРНЫХ швов | 1968 |
|
SU217889A1 |
| Устройство для снятия усилений сварных швов обечаек | 1986 |
|
SU1360918A1 |
| Установка для зачистки сварных швов | 1974 |
|
SU516477A1 |
| Устройство для зачистки | 1986 |
|
SU1397249A2 |
| Установка для снятия усилений сварных швов | 1986 |
|
SU1414525A1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| Устройство для зачистки продольных кромок | 1985 |
|
SU1313587A1 |
4
иг. 5
.6
22
7
J4
b
ш
2J
