С
л
о со со
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЗАЧИСТКИ ПРОДОЛЬНЫХ СВАРНЫХ ШВОВ | 1972 |
|
SU424673A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ СВАРНЫХ ШВОВ | 1994 |
|
RU2115518C1 |
| Установка для обработки кольцевыхСВАРНыХ шВОВ | 1979 |
|
SU835666A1 |
| Устройство для зачистки сварных швов | 1986 |
|
SU1371801A1 |
| Устройство для снятия усилений сварных швов обечаек | 1986 |
|
SU1360918A1 |
| Установка для зачистки проката | 1985 |
|
SU1424989A1 |
| Установка для зачистки продольных сварных швов | 1975 |
|
SU507411A2 |
| Устройство для автоматической электродуговой сварки | 1977 |
|
SU645800A1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| Устройство для обработки цилиндрических внутренних поверхностей | 1987 |
|
SU1463405A1 |
Изобретение относится к области механической обработки металлов, а именно к устройствам для зачистки сварных швов плоских деталей изде- хшй неограниченной длины. Цель изобретения - снижение трудоемкости зачистки сварных швов за счет исключения в процессе зачистки корректировки направления перемещения фрезерной головки. Установка содержит рельсовые направляющие 1, смежные концы которых жестко соединены перемычками, при этом на них устанавливается самоходная тележка с фрезерной головкой, снабженной механизмом регулировки ее положения и фиксации. На корпусе тележки 2 закреплены четыре быстродействующих домкрата 4 и поддерживающие ролики 5. Такая конструкция позволяет производить обработку плоских поверхностей деталей неограниченной длины. 4 ил. S
//
ие. 1
Изобретение относится к механической обработке металлов, а именно к устройствам для зачистки сварных швов плоских деталей неограниченной длины.
Цель изобретения - снижение трудоемкости зачистки сварных швов за счет исключения в процессе зачистки корректировки направления перемещения фрезерной головки
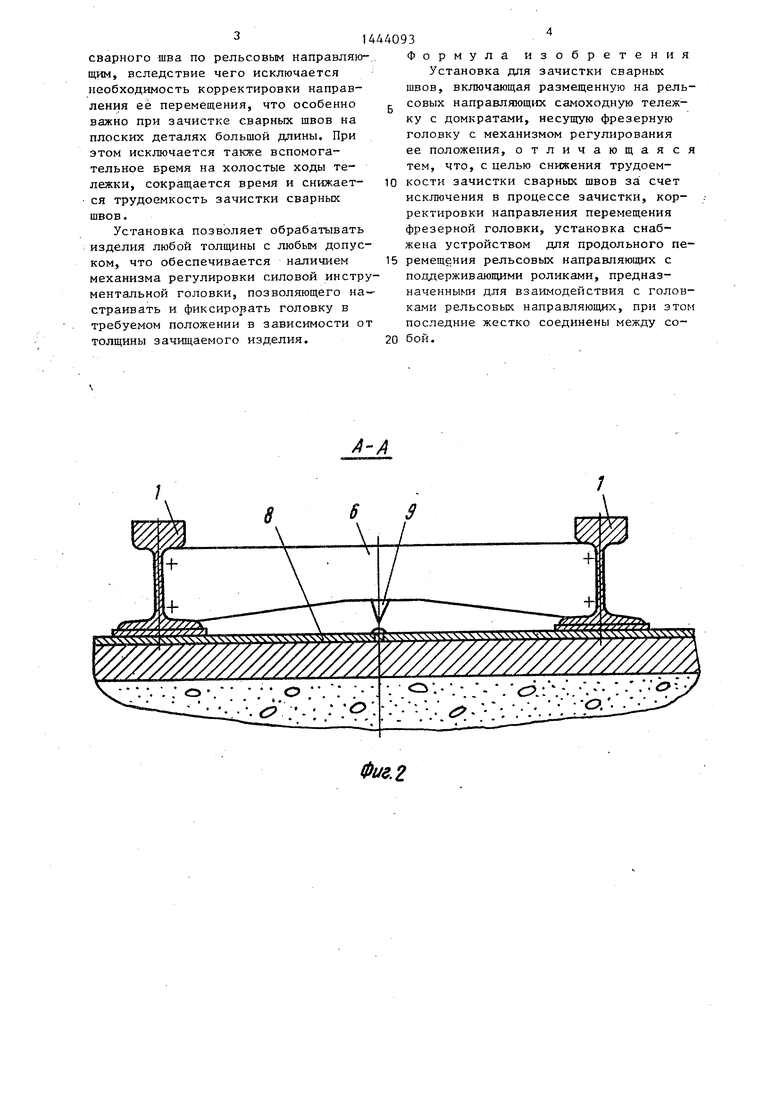
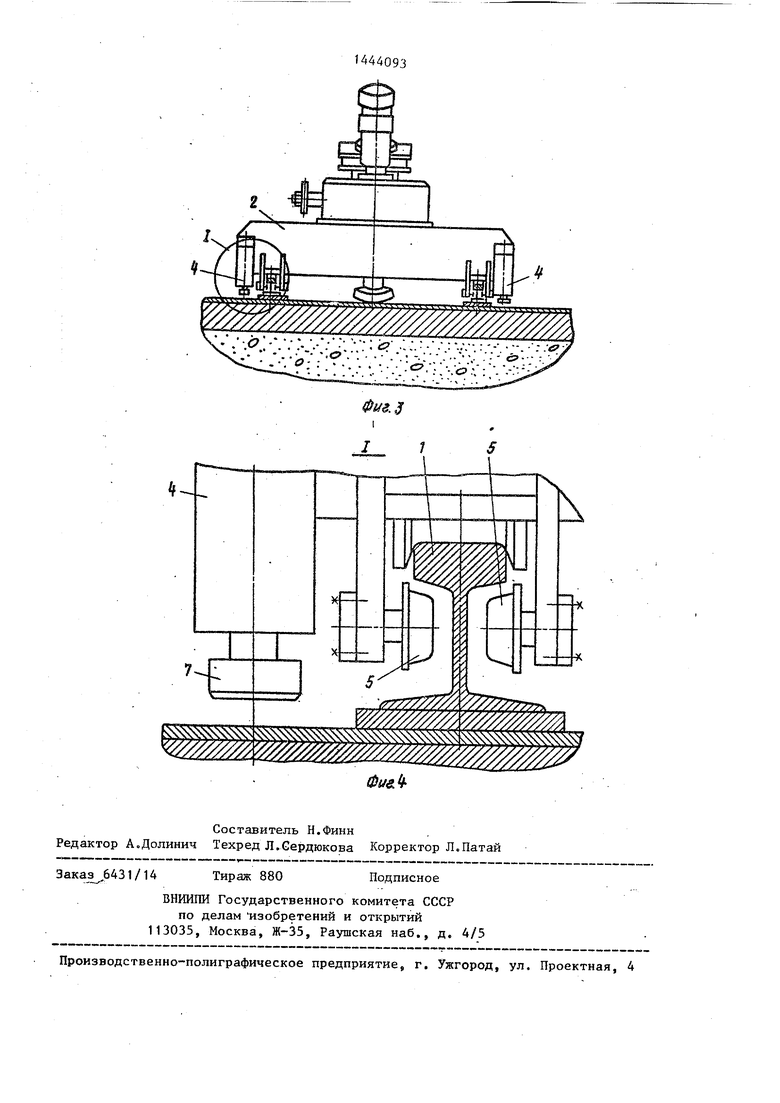
На фиг.1 изображена установка, вид сбоку; на фиг,2 - сечение А-А на фиг,1; на фиг.З - установка, вид спереди; на фиг.4 - узел I на фиг.3„
Установка для зачистки сварных швов содержит две рельсовые направляющие 1э на которых размещена самоходная тележка 2, На самоходной тележке 2 установлена силовая инструментальная головка 3 с механизмами регулировки положения и фиксации инструмента (не обозначены). На корпусе тележки 2 закреплены четыре быстродействующих домкрата 4 и подцер- живaк)пцie ролики 5. Ролики 5 расположены попарно под головками рельсовых направляющих 1 и охватывают их с некоторым зазором. Две пары роликов 5 каждой рельсовой направляющей 1,закреплены на корпусе тележки 2 параллельно между собой на некотором расстоянии одна от другой,- обеспечивая вдоль продольной оси уста- новки постоянное направление перемещения рельсовых направляющих 1. Смежные концы рельсовых направляющих 1 жестко соединены перемычками 6, расположенными вьше зачищаемого шва. Домкраты 4 снабжены упорами 7, взаимодейству1ощими с поверхностью об рабатьгоаемого изделия 8, На перемычках 6 размещены визиры 9.
Установка работает следующим образом,
Обрабатываег ш плоские изделия 8 раскладьшаются на ровную-поверхност например на плиточные стенды, таким t 6pa3OM, чтобы зачищаемые швы нескольких изделий лежали на одной линии. Самоходная тележка 2 с рельсовыми направляющими 1 устанавливаетс на исходную позицию в начале зачищаемых швов изделий. Предварительно совмещается ось-рельсовых направляющих 1 с обрабатываемым швом при помощи визиров 9, При этом направляющие 1 сдвинуты относительно тележки 2 в крайнее положение в сторону дви0
5
0
5
0
5
0
5
0
5
жения телелски 2, Настраивается и фиксируется в требуемом положении силовая головка 3, Включаются двигатель силовой головки 3 и привод перемещения тележки 2 на рабочей скорости. Производится зачистка сварных швов на длине, обеспечиваемой длиной направляющих 1, Длина рельсовых направляющих 1 ограничена для исключения прогиба их под собственным весом. При обработке швов большой длины нецелесообразно применять направляющие большой длины в связи с возможностью их перемещения вдоль зачищаемого шва.
По достижении тележкой 2 противоположного крайнего положения на направляющих 1 происходит отключение двигателей силовой головки 3 и привода тележки 2, Выдвигаются упоры 7 домкратов 4, которые, опираясь на поверхность обрабатьшаемых изделий 8, приподнима1рт тележку 2, одновременно закрепляя обрабатываемое изделие 8 от смещения. При этом после выборки зазора между нилсними поверхностями головок рельсовых направляющих 1 и рабочими поверхностями роли- ков 5 приподнимаются и направляюш;ие t, зависая на поддерживающих роликах 5, Направляющие 1 перемещаются, на- пример, вручную (усилие, которое необходимо приложить к направляющим, не более 5 кг) на поддерживающих роликах 5 в направлении движения рабочего хода тележки 2 в первоначальное. (исходное) положение. Домкратами 4 тележка 2 с направляющими 1 опускается на поверхность обрабатываемых изделий 8 и продолжается дальнейшая обработка сварных швов.,
Повторяя циклы перестановки направляющих 1 производится зачистка сварных швов всех изделий, выложенных в линию.
Затем обработанные изделия снимаются, укладьшаются изделия с необработанными швами, осуществляется перестановка силовой головки 3 и зачистка швов при движении тележки 2 в обратном направлении.
В данной установке самоходная тележка с силрвой инструментальной головкой на протяжении всего цикла зачистки перемещается строго вдоль
сварного шва по рельсовым направляю- пщм, вследствие чего исключается необходимость корректировки направления её перемещения, что особенно важно при зачистке сварных швов на плоских деталях большой длины. При этом исключается таюке вспомогательное время на холостые ходы тележки, сокращается время и снижается трудоемкость зачистки сварных швов.
Установка позволяет обрабатывать изделия любой толщины с любым допуском, что обеспечивается наличием механизма регулировки силовой инструментальной головки, позволяющего на- страивать и фиксирорать головку в требуемом положении в зависимости от толщины зачищаемого изделия.
Формула изобретения
Установка для зачистки сварных швов, включающая размещенную на рельсовых направляющих самоходную тележку с домкратами, несущую фрезерную головку с механизмом регулирования ее положения, отличающая ся тем, что, с целью снижения трудоемкости зачистки сварных швов за счет исключения в процессе зачистки, корректировки направления перемещения фрезерной головки, установка снабжена устройством для продольного перемещения рельсовых направляющих с поддерживающими роликами, предназначенными для взаимодействия с головками рельсовых направляющих, при этом оследние жестко соединены между собой.
Фиг, 2
...-., .- . : . . - - . - : -.V.:-- -.- : ..;;:vi.;of;:
Составитель Н.Финн Редактор А.Долинич Техред Л.Сердюкова Корректор Л.Патай
Заказ 6431/14
Тираж 880
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фие.З
Й7Х
Фи&
Подписное
| Установка для зачистки сварных швов | 1974 |
|
SU498102A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
