Способ заточки спирального сверла, по которому сверлу сообщают относительно абразивного круга планетарное движение, т. е. вращение вокруг его оси и одновременное вращение вокруг скрещивающейся оси, известен.
Отличительной особенностью иредлагаемого способа планетарноГ ; аточки сверла является осуществление настройки на получение заднего угла определенной величины путем подбора передаточного отнощения угловой скорости вращения сверла вокруг своей оси к угловой скорости вращения сверла вокруг скрещивающейся оси головки. Такое осуществление предлагаемого способа обеспечивает простоту и точность настройки на получение заданного заднего угла при планетарной заточке сверла.
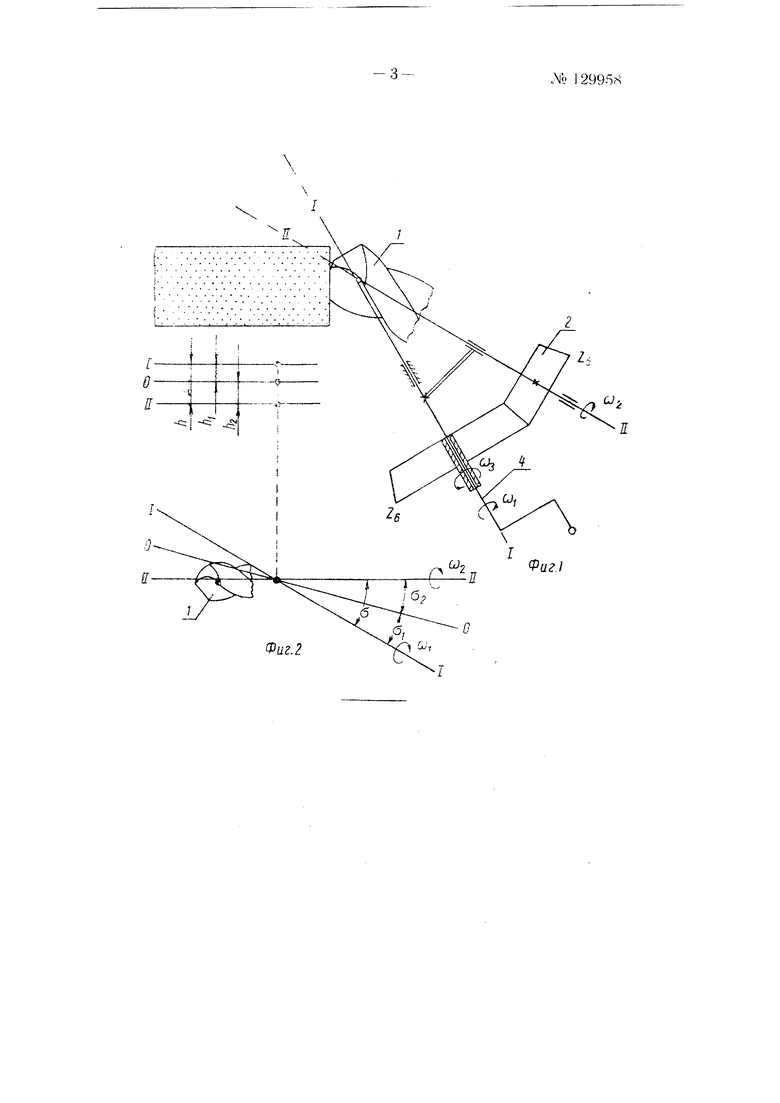
На фиг. 1 изображена кинематическая схема механизма для планетарной заточки сверла; на фиг. 2 - схема расположения оси сверла и оси головки.
Планетарная заточка сверла / (фиг. 1) заключается в том, что при вращении оси //-// сверла вокруг скрещивающейся с ней оси /-/ со скоростью йь щпиндель сверла получает вращение также вокруг своей оси //-У/ со скоростью 0)2, так как сидящая на нем щестерня-сателлит 2 (фиг. 2) с числом зубцов Z5 сцеплена с центральной щестерней 3 с числом зубцов 2(j, которая, в свою очередь, вращается со скоростью о)з. Ось шестерни 3 совпадает с осью /-/.
При этом, скорость С02 вращения сверла вокруг своей оси составляет:
Вращение шестерни 3 может быть осуществлено путем создания кинематической цепи между головкой с осью /-/ и щестерней 3 с передаточным отношением i - . Тогда передаточное отношение К, между шпннд,елем сверла 1 и валом 4 головки будет:
и)з(ш,:гщ) (1)
Лу 129958
УГ..:((2)
1),л 5
На,практике планетарная заточка сверл в полном ее виде не получила применения. Обычно шестерня 5 остается неподвижной (г 0), а передаточное отношение
/(„ ,, А - I J
(Oj03
В этом случае при повороте головки на один оборот, шпиндель сверла делает 1,5 оборота, и заточка перьев сверла происходит попеременнопоследовательно, что обеспечивает минимальные величины биения кромок сверла. Так работают наиболее известные станки для планетарной заточки сверл.
Для определения того, как меняется геометрия сверла с изменением передаточного отношения К между угловыми скоростями шпинделя сверла и головки, надо учесть, что в каждый данный момент времени суммирование двух врашений вокруг скрещивающихся осей дает мгновенное винтовое движение вокруг некоторой оси 0-0 (фиг. 2), положение которой математически определяется следующими равенствами:
- о.д.
sin 65 sin 3( sin 3
о u)-p( 2 u)j «),,-COS 3(4)
л,h, h
(BI COS 3.J a), COS 3, (Og
Откуда молсно найти:
.1-гЛ-С083
Л., /г-j-р5-ГГ77г)
I -;-/С -|-2/Г-С08СГ
sin - j
/l-h/CM-2/ -0083
с увеличением /С - величины /г з и 2 уменьшаются, что при
прочих равных условиях приводит к уменьшению задних углов сверла.
Следовательно, путем изменений передаточного отношения / можно изменять /С -- и, тем самым, получать необходимые задние углы
для сравнительно широкого диапазона диаметров сверл. Это позволит создавать станки и приспособления кинематически значительно более простые, чем при винтовой заточке сверл и значительно более производительные и , чем при конической заточке сверл.
П р е д м е т и з обретен и я
Способ заточки спирального сверла путем сообщения ему относительно абразивного круга вращения вокруг своей оси и одновременно вращения вокруг скрещивающейся оси головки, несущей сверло, отличающийся тем, что настройку на получение заданного заднего угла производят путем подбора передаточного отношения угловой скорости,вращения сверла вокруг своей оси к угловой скорости его вращения вокруг скрещивающейся оси головки.
-(tij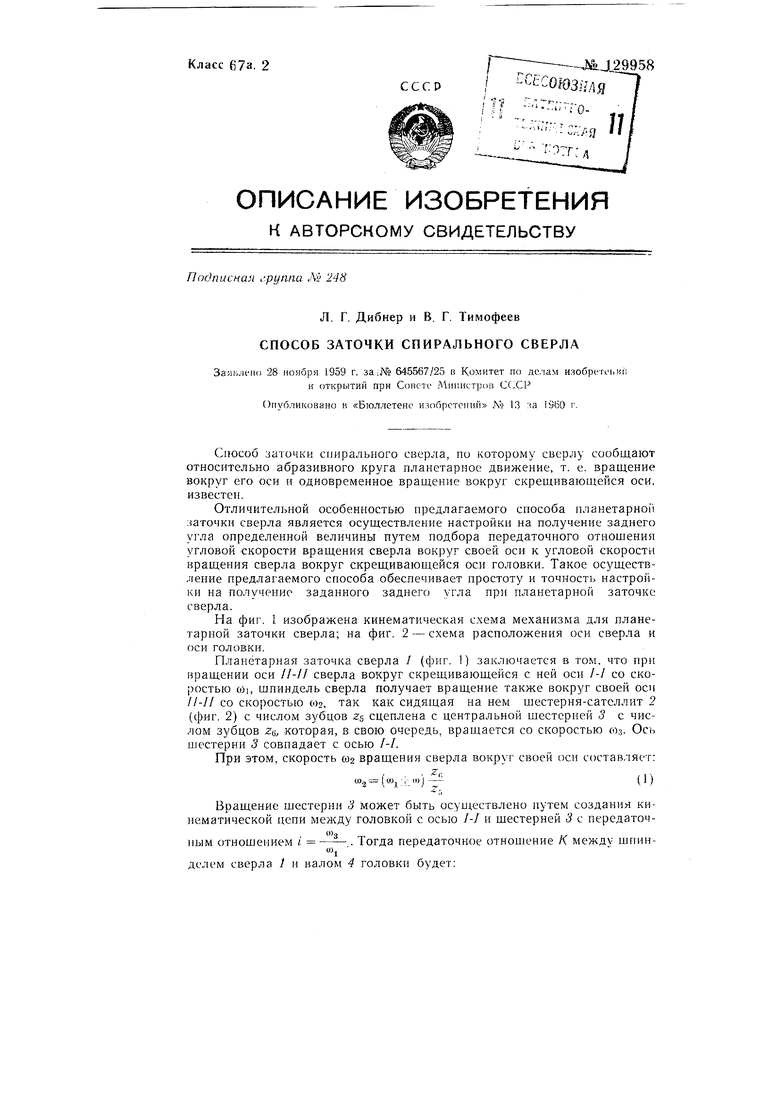

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заточки спирального сверла | 1959 |
|
SU129959A1 |
| Приспособление для заточки сверла | 1959 |
|
SU129960A1 |
| Способ заточки спиральных сверл | 1960 |
|
SU147927A1 |
| Способ заточки спирального сверла | 1959 |
|
SU129495A1 |
| Устройство для гидроабразивной очистки спиральных сверл | 1957 |
|
SU128758A1 |
| УСТРОЙСТВО для ЗАТОЧКИ ЗАДНИХ ПОВЕРХНОСТЕЙ РЕЖУЩЕГО ИНСТРУМЕНТА | 1965 |
|
SU167444A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ ЗАДНИХ ПОВЕРХНОСТЕЙ РЕЖУЩЕГО ИНСТРУМЕНТА | 1966 |
|
SU214319A1 |
| Устройство для заточки сверл | 1982 |
|
SU1024236A1 |
| Способ заточки концевого инструмента | 1979 |
|
SU856758A1 |
| СПОСОБ УСТАНОВКИ ДИСКОВОГО ИНСТРУМЕНТА, НАПРИМЕР ШЛИФОВАЛЬНОГО КРУГА, ПРИ ОБРАБОТКЕ ВИНТОВЫХ КАНАВОК ДЕТАЛИ | 1990 |
|
RU2009800C1 |