ОПИСАНИЕ ИЗОБРЕТЕНИЯ
к АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Подписная группа М 248
Ю. П. Шкурин и Л. Г. Дибнер СПОСОБ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ
Заявлено 12 декабря 1960 г. за Л 688755/25 в Комитет (К) делам изобретений н открытий прн Совете Мнннстров СС(Р
Онублнковано в «Бюллетене изобретений № II за 1952 г.
Известны способы заточки спиральных сверл с обеспечением автоматиче кого кинематического деления в условиях непрерывного вращения сверла относительно его оси и зависимого возвратно-поступательного движения относительно шлифовального круга в направлении прямолинейной образующей задней Поверхности сверла. Однако этот способ не обеспечивает достаточно хорощих условий заточки, так как возвратно-поступательные движения сверла относительно и;лифовальпого круга вызывают следы дробления на затягиваемой поверхности. Кроме того, при этом способе требуется применение сложного кулачкового механизма
Устранение указанных недостатков обеспечивается нрименение.м предлагаемого способа, так как исключается осевое возвратно-поступательное движение сверла относительно рабочей поверхности шлифовального круга, а сверлу сообщается дополнительное движение относите.тьно оси, параллельной оси сверла.
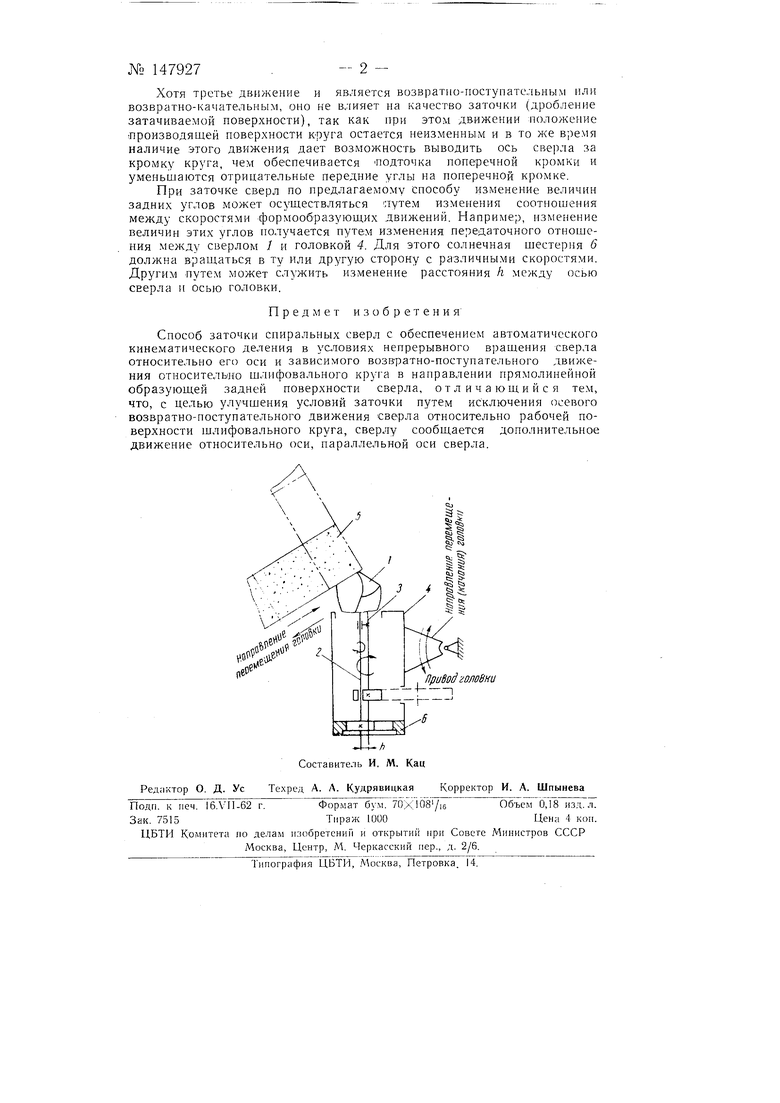
Схема на чертеже иллюстрирует предлагаемый способ.
При применении предлагаемого способа заточка сверла осуществляется тремя взаимосвязанными фор-мообразующими относительными движениями сверла, а именно: непрерывным вращением сверла / вокруг своей оси 2, непрерывным вращением оси 2 вокруг параллельной ей оси 3 (ось 3 системы головки отстоит от оси 2 на расстоянии А) и наконец возвратно-ноступательном движением оси 3 головки 4 (системы) в направлении, параллельном линии контакта сверла / со шлифовальным кругом 5, причем возвратно-поступательное движение может быть заменено возвратно-качательным движением.
Эти формообразующие движения .могут сообщаться либо только сверлу, либо только шлифовальному кругу или могут быть поделены между ними.
Поскольку два лервых основных движения являются непрерывными, то этим обеспечивается отсутствие следов дробления, а возможность увеличен:ия скорости вращения влечет за собой увеличение производительности заточки без возникновения значительных динамических нагрузок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фасонной заточки спиральных сверл | 1960 |
|
SU147929A1 |
| Способ двухплоскостной заточки спиральных сверл | 1960 |
|
SU147928A1 |
| Способ заточки спиральных сверл по задней поверхности режущих перьев | 1959 |
|
SU128321A1 |
| Способ заточки спирального сверла | 1959 |
|
SU129958A1 |
| Устройство для заточки спирального сверла | 1959 |
|
SU129959A1 |
| Способ заточки спирального сверла | 1959 |
|
SU129495A1 |
| Приспособление для заточки сверла | 1959 |
|
SU129960A1 |
| УСТРОЙСТВО для ЗАТОЧКИ ЗАДНИХ ПОВЕРХНОСТЕЙ РЕЖУЩЕГО ИНСТРУМЕНТА | 1965 |
|
SU167444A1 |
| Способ заточки концевого инструмента | 1979 |
|
SU856758A1 |
| Способ шлифования спинок спиральных сверл | 1989 |
|
SU1692818A1 |
