Приспособления для заточки сверла, закрепляемого в зажимпом патроие, получающем качание вокруг оси, скрещивающейся с осью сверла, известны.
Отличительной особенностью предлагаемого приспособления является присоединение зажимного патрона посредством щарнира к рычагу, связанному щарниром с винтовой парой, соединенной с головкой качания. Такое выполнение предлагаемого приспособления обеспечивает возможность получения любых углов скрещивания оси сверла с осью качания, расширение диапазона изменения величины вылета сверла относительно точки скрещивания и т. д.
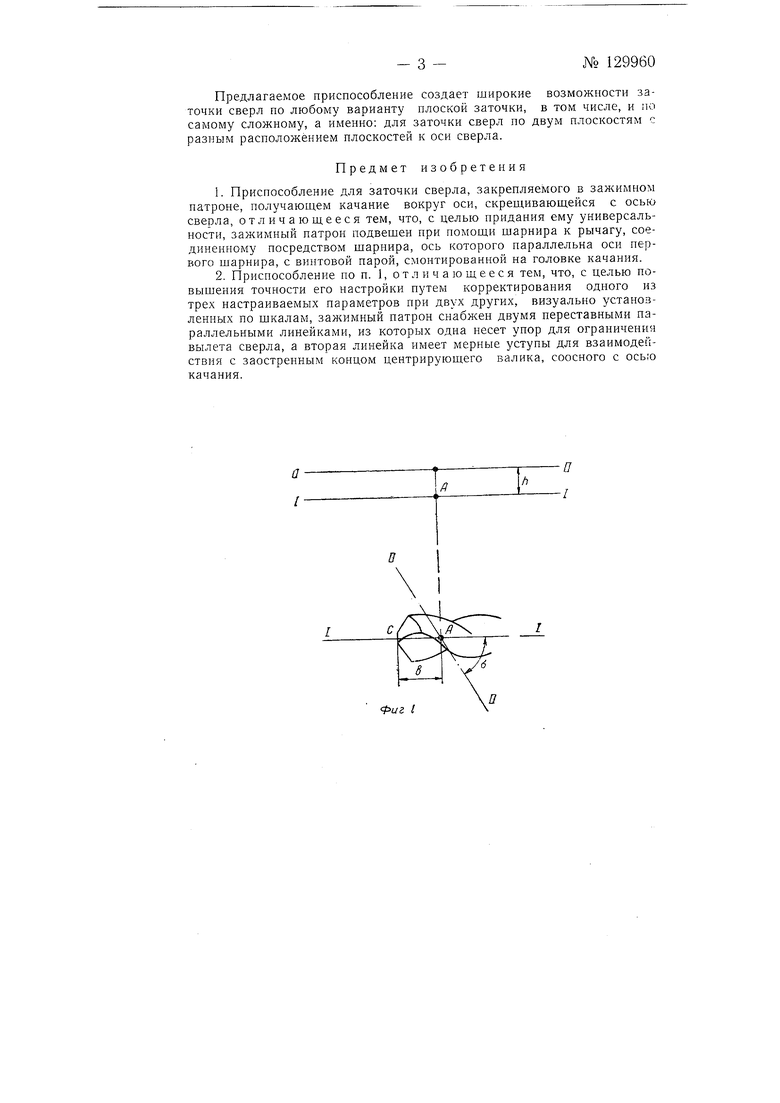
На фиг. 1 дана схема расположения оси сверла и оси качания, поясняющая известный способ заточки сверла; на фиг. 2 - схема предлагаемого приспособления; на фиг. 3 - схема его работы; на фиг. 4 - вариант выполнения приспособления.
При известном способе конической заточки (фиг. 1) формообразующим движением является движение качания вокруг некоторой оси //-//, скрещивающейся с осью сверла /-/.
Геометрия заточенного сверла зависит в этом случае от угла скрещивания 3 , расстояния h между осями и от величины b вылета сверла, т. е. расстояния по оси сверла от точки скрещивания до верщины сверла.
Все попытки создания универсальных приспособлений для конической заточки сверл с переменным углом скрещивания з 20-90° были неудачными вследствие отсутствия простых конструктивных рещений для обеспечения значительных колебаний величины b вылета сверла. Изменение вылета сверла путем выдвижения сверла из патрона или смещением его вместе с патроном в щироких пределах приводили к сложным или неудобным в эксплуатации конструктивным решениям.
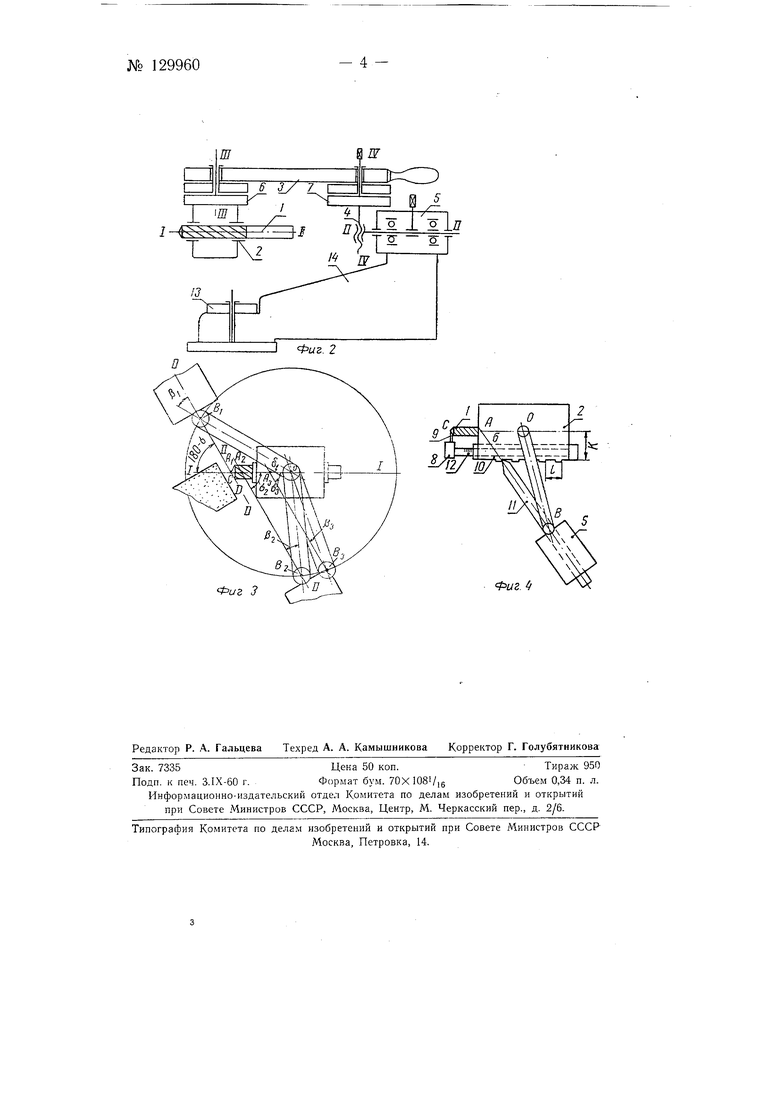
В предлагаемом приспособлении, для изменения положения скрещивания и настройки угла скрещивания, затачиваемое сверло / (фиг. 2) закрепляется в зажимпом патроне 2, который через двухшар№ 129960- 2 мирный рычаг 3 и винтовую пару 4 соединяется с головкой 5.качания.
Расстояние h между осями /-/ патрона 2 и //-// головки 5 качания определяется положением винтовой пары 4. Угол скрещивания а и величина вылета b сверла относительно точки скрещивания зависит от сочетания углов р и о (фиг. 3), составляемых осями /-/ и //-// с плоскостью; проходящей через оси ///-/// и IV-IV шарниров и отсчитываемых по лимбам 6 и 7.
Если за углы з, р и б принять внутренние углы треугольника , то следует равенство: , откуда, задавшись углом з, можно определить (р+б).
На фиг. 3 показаны три различных взаимных расположения оси патрона /-/ (ОЛ1, ОА и ОЛз) п оси головки качания If-II (, и ), обеспечивающих разное положение точки скрещивания А и разные величины вылета , при одинаковом угле скрещивания а а,2 . Зз 3, Раздельно величины р и 6 легко определяются из треугольника А20В2, где А2;0 СО-AzC.
СО и ОБ - величины, зависящие от конструктивных размеров приспособления; - величина вылета, определяемая заданной геометрией сверла.
Для предотвращения влияния ошибок установки углов р и б на величину вылета зажимный патрон 2 предлагаемого приспособления (фпг. 4) может быть снабжен двумя линейками, из которых верхняя линейка 8 имеет упор 9, ограничивающий вылет сверла 1. Нижняя линейка 10, по которой перемещается верхняя линейка, в свою очередь, перемещается по пазу патрона 2. Центрирующий валик 11 с заостренным концом расположен соосно с осью качания головки 5. На нижней линейке 10 имеются мерные уступы, каждый из которых соответствует определенной величине угла о, причем расстояния между уступами / c(ctg з-ctg , что определяет схождение всех лучей положения оси //-// в одной точке на оси /-/, в точке скрещивания Л.
Таким образом, положение нижней линейки 10 относительно патрона 2 определяет положение точки скрещивания А, независимо от угла скрещивания.
Величина же вылета Л зависит от выдвижения верхней линейки S с упором 9 относительно нижней линейки 10 и определяется по шкале 12.
Нри конической заточке сверл порядок настройки приспособления может быть следующим:
а)задавшись параметрами геометрии сверла, по специальны.м расчетным формулам определяют а , А и 6;
б)зная угол 3 , определяют (р + б);
в)задавшись величиной выдвижения сверла из головки изделия, т.е. величиной СО, зная и расстояние между осями шарниров- ОВ, определяют и устанавливают по лимбу 6 угол р;
г)устанавливают по шкале 12 величину вылета Ь;
д)подводя валик 11 к уступу нижней линейки 10, который соответствует углу 3 , на лимбе 7 уточняют значение угла б;
е)по лимбу 13 кронштейна 14 устанавливают угол ф-з для получения необходимого угла при вершине сверла.
Для заточки второго пера патрон 2 вместе с зажатым сверлом / поворачивают вокруг оси /-/ на 180°. При заточке последующих сверл из данной партии установка вылета сверл определяется по упору 9.
Предлагаемое приспособление создает широкие возможности заточки сверл по любому варианту плоской заточки, в том числе, и iio самому сложному, а именно: для заточки сверл по двум плоскостям с разным расположением плоскостей к оси сверла.
1.Приспособление для заточки сверла, закрепляемого в зажимном патроне, получающем качание вокруг оси, скрещивающейся с осью сверла, отличающееся тем, что, с целью придания ему универсальности, зажимный патрон подвещен при помощи щарнира к рычагу, соединенному посредством щарнира, ось которого параллельна оси первого щарнира, с винтовой парой, смонтированной на головке качания.
2.Приспособление по п. 1, отличающееся тем, что, с целью повыщения точности его настройки путем корректирования одпого из трех настраиваемых параметров при двух других, визуально установленных по щкалам, зажимный патрон снабл ен двумя переставными параллельными линейками, из которых одна несет упор для ограниченна вылета сверла, а вторая линейка имеет мерные уступы для взаимодействия с заостренным концом центрирующего валика, соосного с осью качания.
№ 129960
Предмет изобретения
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заточки спирального сверла | 1959 |
|
SU129958A1 |
| Устройство для заточки спирального сверла | 1959 |
|
SU129959A1 |
| Способ заточки спирального сверла | 1959 |
|
SU129495A1 |
| Способ заточки сверл | 1985 |
|
SU1256929A1 |
| СПОСОБ УСТАНОВКИ ДИСКОВОГО ИНСТРУМЕНТА, НАПРИМЕР ШЛИФОВАЛЬНОГО КРУГА, ПРИ ОБРАБОТКЕ ВИНТОВЫХ КАНАВОК ДЕТАЛИ | 1990 |
|
RU2009800C1 |
| Способ двухплоскостной заточки сверл | 1990 |
|
SU1763149A1 |
| УСТРОЙСТВО для ЗАТОЧКИ ЗАДНИХ ПОВЕРХНОСТЕЙ РЕЖУЩЕГО ИНСТРУМЕНТА | 1965 |
|
SU167444A1 |
| Прибор для автоматической заточки спиральных сверл | 1930 |
|
SU25062A1 |
| Приспособление для заточки сверл | 1959 |
|
SU135359A1 |
| Приспособление к универсально-заточному и т.п. станку для цилиндрической заточки сверла | 1960 |
|
SU138154A1 |
Фиг I
/
Фиг 3
