Изобретение относится к обработке металлов давлением и предназначено для использования при изготовления гнутых профилей двутаврового сечения, содержащих полые треугольного сечения полки.
Целью изобретения является повышение качества профилей за счет уменьшения утонения в местах сопряжения полых полок со стенкой.
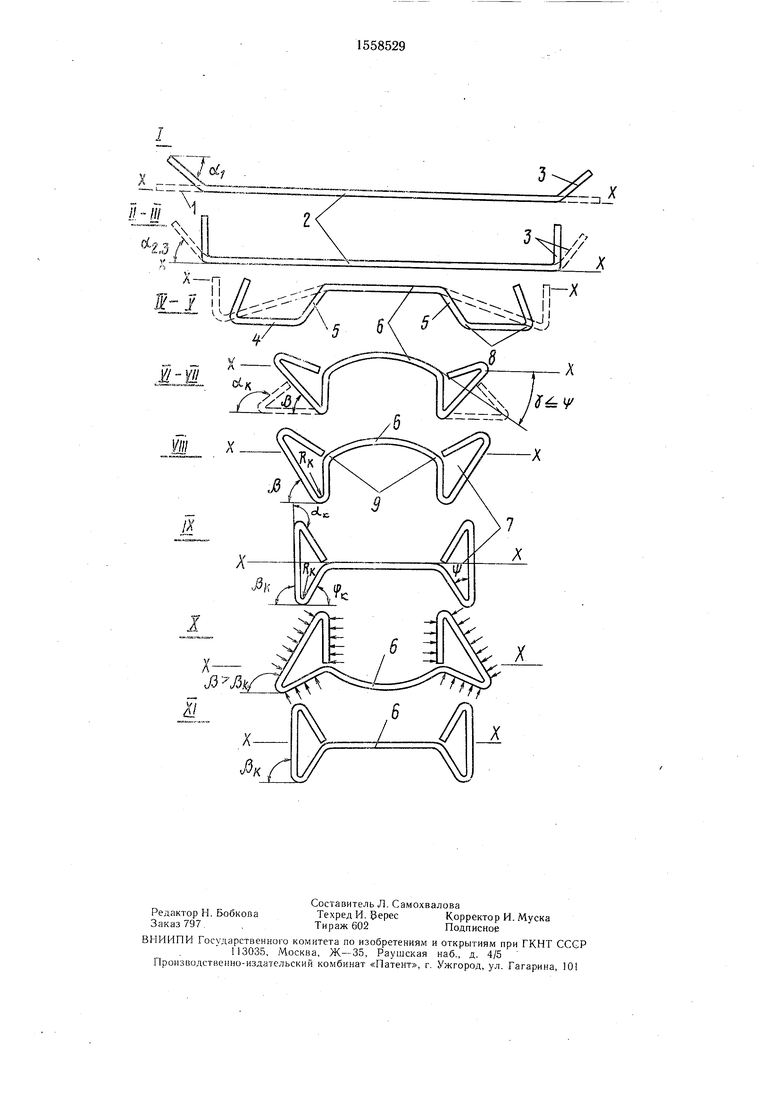
На чертеже изображена схема формовки гнутого профиля двутаврового сечения с полыми треугольного сечения полками.
При изготовлении профиля двутаврового сечения с полыми полками из стальной заготовки 1 в I-III переходах формируют путем, подгибки относительно центрального участка 2 периферийных участков полок 3 профиля, а затем в IV и V переходах - участков 4 и 5, примыкающих к стенке 6 профиля. В VI-V111 переходах крайние элементы полки 3 подгибают на заданный угол а и искривляют стенку 6 профиля.
Искривление стенки 6 профиля, соединяющей полые треугольного сечения полки 7 профиля, позволяет в дальнейшем при отформов- ке элементов 4 и 5 полок качественно отформовать места 8 изгиба валками, фиксирующими эти места изгиба.
Полые полки 7 формируют в повернутом на угол -ji положении относительно заданного в конечном переходе вертикального, не превышающий угла наклона я|) боковых элементов 3 и 5 полой полки 7 к опорному элементу 4 в зад-шном конечном положении, обеспечивая при этом заданный угол подгибки г),,, примыкающих к стенке 6 боковых элементов 5 полки 7. Поворот полок 7 на угол у, ке превышающий угла г|з наклона боковых элементов 3 и 5 полки 7 к опорному элементу 4, позволяет качественно отформовать места 8 изгиба элементов полок 7 благодаря воздействию валка на места 8 изгиба в максимально возможном количестве переходов, а также равномерно
СП
СП 00 СП
ьэ
со
прикладывать усилия к различным элементам 3-5 полки 7, что снижает энергозатраты на формовку. При этом формообразование опорного элемента 4 в наклонном положении значительно уменьшает высоту формовки в промежуточных переходах VI- VII и обеспечивает оптимальный скррост- ной режим. При повороте полок 7 на угол -у, превышающий угол я| наклона боковых элементов 3 и 5 полки 7 к опорному элементу 4 не обеспечивается отформовка мест сопряжения элементов 4 и 5 полки 7 и элемента 4 стенки б профиля на требуемую кривизну из-за отсутствия контакта мест изгиба с инструментом (валками).
В IX переходе формообразовакные пол- и 7 поворачивают в заданное положение за счет выпрямления искривленной стенки 6 без приложения усилий к элементам 3--5 полок 7, что исключает искажение углов между элементами 3-6, за счет этого поворота осуществляется доформовка профиля до заданной формы без приложения дополнительных усилий к полкам. Кроме того, поворот формообразованных полок 7 в заданное положение обеспечивает в местах 9 сопряжения стенки 6 профиля и полых полок 7 знакопеременный изгиб, что позволяет исключить пружинение и обеспечивает выполнение требуемых углов подгибки (3 полых полок относительно стенки 6.
Таким образом, для изготовления профиля двутаврового сечения с полыми полками треугольной формы достаточно девять технологических переходов. При этом для устранения пружинения целесообразно предусмотреть еще два технологических перехода (X и XI переходы).
В X переходе после формообразования полых полок 7 их наклоняют на угол J3, превышающий заданный на 16° относительно исходной плоскости XX в противоположную сторону первоначальному наклону за счет искривления стенки 6. Полые полки 7 доформовывают в конечном переходе XI за счет обжатия по контуру и поворачивают в заданное положение, благодаря выпрямлению искривленной стенки 6.
Наклон полых полок 7 на угол относительно плоскости XX в противоположную первоначальному наклону сторону за счет искривления стенки б обеспечивает знакопеременный изгиб, позволяющий исключить пружинение и обеспечить выполнение требуемых углов подгибки полых полок 7 относительно стенки 6.
Как показывают результаты опытной проверки способа изготовления профиля двутаврового сечения заметного эффекта при наклоне формообразованных полок 7 относительно плоскости за счет искривления стенки 6 в противоположную сторону первоначальному наклону на угол - J3& менее, чем
0
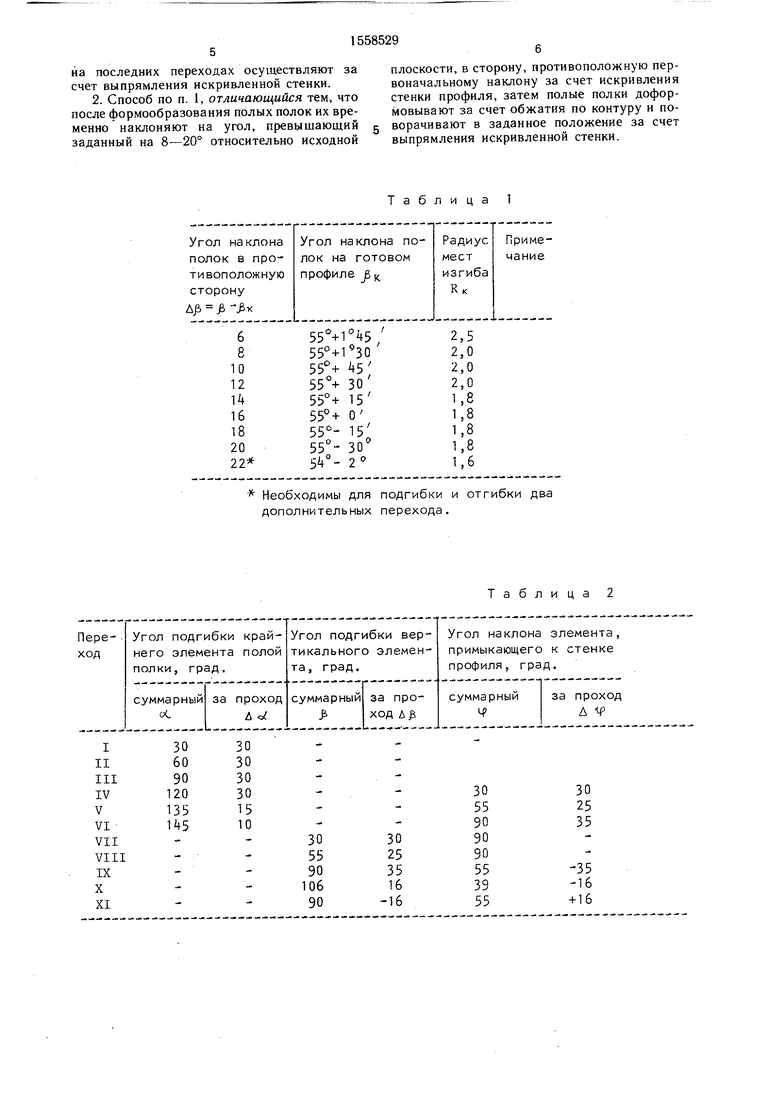
на 8° не наблюдается. При угле наклона 8- 20° имеет место выполнение требуемой формы профиля по всей длине, а при дальнейшем увеличении угла наклона Ј неоправдан- но возрастает количество технологических переходов и уменьшается угол наклона полок к стенке профиля (табл. 1).
Предлагаемый способ может быть реализован при формообразовании профилей в валках профилегибочного стана и не требует специальных устройств для его реализации.
По разработанной на основе изобретения технологии на профилегибочном стане I-4... 50-300 изготавливают гнутый профиль двутаврового сечения 140x50x32x2,5 с полы- 5 ми полками треугольной формы, подогнутыми на угол 55° относительно стенки.
Профиль двутаврового сечения 140Х Х50Х38Х2,5 формуют непрерывным способом по режиму, приведенному в табл. 2.
Для получения готового профиля по пред- (-) латаемому способу потребовалось одиннадцать технологических переходов. У изготовленных профилей внутренний радиус изгиба мест сопряжения элементов полых полок треугольного сечения не превышает 5 ,5 мм при НзаД 2,5 мм, угол наклона между стенкой профиля и элементом, примыкающим к стенке cp 55°±3Gf что находится в пределах допусков, определяемых техническими условиями на поставку профилей.
0 Согласно расчетным данным к опытной проверке на стане 1-4...50-300 предлагаемый способ изготовления гнутых профилей двутаврового сечения по сравнению с известным, обеспечивает повышение качества отформовки мест изгиба за счет уменьше- 5 ния утонения в этих местах.
Формула изобретения
1. Способ изготовления гнутых профилей 0 двутаврового сечения, содержащих стенку и полые треугольного сечения полки, состоящие из опорного и двух боковых элементов, включающий подгибку элементов профиля по переходам, при котором полые треугольного сечения полки формуют в наклонном 5 положении по отношению к заданному в конечном переходе вертикальному положению, а на последующих переходах их поворачивают в заданное положение, отличающийся тем, что, с целью повышения качества профилей за счет уменьшения утонения в местах сопряжения стенки с полыми полками, стенку профиля искривляют, формовку полых полок осуществляют на угол, не превышающий угла наклона боковых элементов полки к опорному элементу i- за счет искривления стенки профиля, обеспечивая при этом заданный угол подгибки примыкающих к стенке боковых элементен полки, а поворот формообразованных полок
0
на последних переходах осуществляют за счет выпрямления искривленной стенки.
2. Способ по п. 1, отличающийся тем, что после формообразования полых полок их временно наклоняют на угол, превышающий заданный на 8-20° относительно исходной
плоскости, в сторону, противоположную первоначальному наклону за счет искривления стенки профиля, затем полые полки дофор- мовывают за счет обжатия по контуру и по- ворачивают в заданное положение за счет выпрямления искривленной стенки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1986 |
|
SU1389903A1 |
| Способ производства гнутыхпРОфилЕй | 1979 |
|
SU829256A1 |
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |
| Способ изготовления гофрированных профилей | 1990 |
|
SU1736658A1 |
| Способ изготовления гнутых коробчатыхпРОфилЕй | 1976 |
|
SU603181A1 |
| Способ изготовления гнутых профилей проката | 1976 |
|
SU603180A1 |
| Способ изготовления гнутых профилей | 1985 |
|
SU1299646A1 |
| СПОСОБ ДОКТОРОВА М.Е. И ПУНИНА В.И. ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2137566C1 |
| СПОСОБ М.Е.ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ПОЛКАМИ И ПЕРЕМЕННОЙ ПО РАЗВЕРТКЕ СЕЧЕНИЯ ТОЛЩИНОЙ | 1991 |
|
RU2019334C1 |
| Способ изготовления сортовых гнутых профилей | 1985 |
|
SU1291237A1 |
Изобретение относится к обработке металлов давлением и предназначено для использования при изготовлении гнутых профилей двутаврового сечения, содержащих полые треугольного сечения полки. Цель изобретения - повышение качества профилей за счет уменьшения утонения в местах сопряжения полых полок со стенкой. Формовку полых треугольного сечения полок осуществляют на угол, не превышающий угол наклона боковых элементов полки к опорному элементу за счет искривления стенки профиля, обеспечивая при этом заданный угол подгибки примыкающих к стенке боковых элементов полки. Затем поворачивают полые полки в заданное положение за счет выпрямления искривленной стенки. После формообразования полок их временно наклоняют на угол, превышающий заданный на 8-20° в сторону, противоположную первоначальному наклону за счет искривления стенки профиля. Затем полые полки обжимают по контуру и поворачивают в заданное положение за счет выпрямления искривленной стенки. При этом устраняется пружинение. 1 з.п.ф-лы, 2 табл, 1 ил.
Необходимы для подгибки и отгибки два дополнительных перехода.
Таблица 1
Таблица 2
Х
| Авторское свидетельство СССР № 1496097, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
