Изобретение относится к обработке металлов давлением, а именно к деформации концов труб, может быть использовано при изготовлении изделий из труднодеформируемых биметаллических и тому подобных труб и является дополнительным к основному по авт. св. Ке 984572.
Целью изобретения является повышение качества изделий при деформировании концов труб.
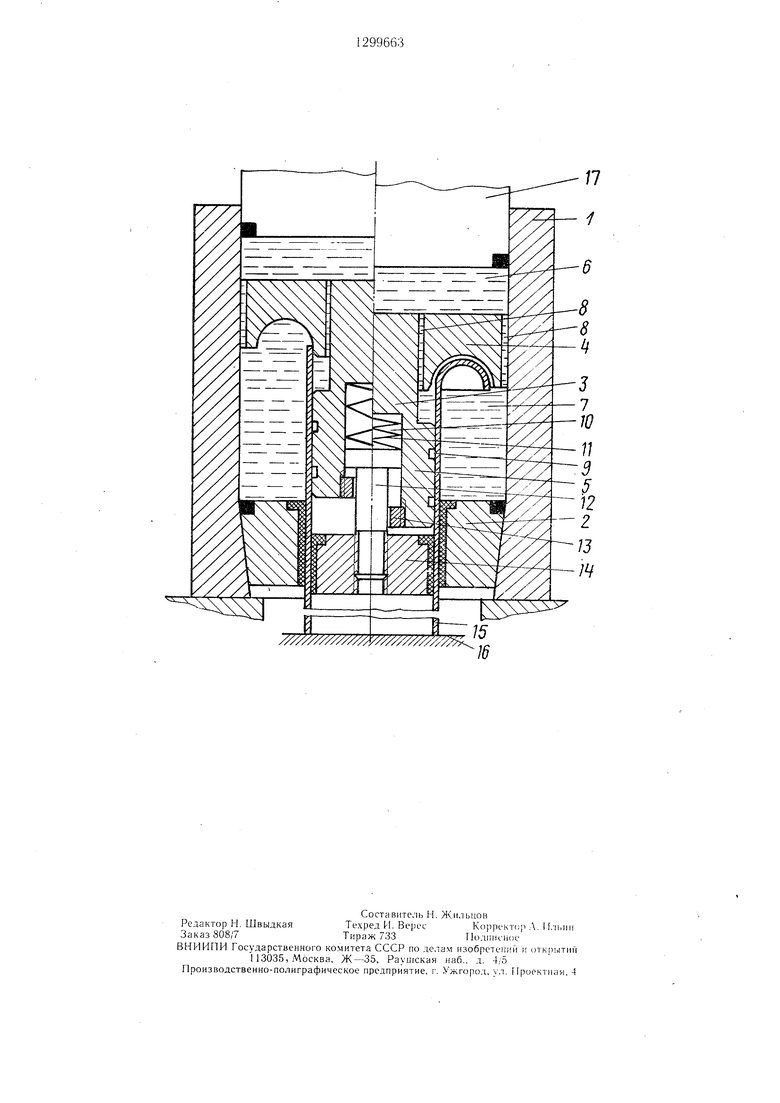
На чертеже представлено нре.алагаемое устройство, осевой разрез, слева -- в исходном положении, справа - после окончания деформирования.
Устройство содержит гидравлическую камеру высокого давления 1, в которо находится разъемное уп.тотнительное кольцо 2, состоящее из двух полуколец, и iirroK 3 с
профилированным норшнем 4 на верхнем
конце и поршнем 5 на нижнем конце. Пор-
тень 4 делит полость гидравлической камеры 1 на две части - камеру сжатия б и рабочую камеру 7, которые сообн1,ены между собой посредством отверстий 8, выполненных в норн1не 4, на riopniHe 5 ынолнены канавки 9 лабиринтного уплотнения. В норш не 5 выполнена полость 10, в которой расположен упругий элемент в виде пружины И, регулировочная штанга 12 и стопорная шайба 13 для удержания Н1танги 12. Ютам- га 12 соединена с -кольцевым унлотцением 14. Для исключения перемещения заготовки 15 в процессе деформирования нредусмот- реп регулируемый унор 16. Пуансон 17 c. iy- жит для создания рабочего давления в но- ;лости контейнера.
Устройство работает следуюнигм образом.
В гидравлическу.ю кам-еру 1 устаназлн- вают заготовку 15 и уплотнительлое ) 2. В заготовке 15 со стороны деформируемого конца размещают ко;1ьцевое ун.ютне- ние 14, н.п-ангу 12 и шток 3 с поршнем 5. В полости цоршня 5 размещена пружина И. Шток 3 устанавливают таки.м образом, чтобы nopnjeHb 4 штока 3 опирался па торец заготовки 15 профилированной стороной. Кольцевое уплотнение 14 при помощи регулировочной пгганги 12 размец.1ают таким об- разо.м, чтобы оно могло взаимодействовать через заготовку 15 с уплотнител1..ным кольцом 2. При этом длину штанги 12 предварительно регулируют, обеспечивая возможность упругой деформации пружины И в пределах 1 -1,2 величины хода рабочего пуансона 17. Затем в гидравлическую камеру 1 заливают рабочую жидкость и вводят
II
0
5
После
получаем
р
0
0 g
пуансон 17, который начинает сжимать жидкость. Рост давления в камере 6 вызывает соответствуюший рост давления в камере 7, поскольку эти камеры соединены между собой отверстиями 8. Рост давлений в камерах 6 и 7 обуславливает возникновение основной силы, равной произведению разности площадей, например, камер 6 и 7, на величину давления жидкости и направленной в сторону с меньшей площадью
р я(5б -S,)(1)
где Ч - давление жидкости;
5е - площадь камеры сжатия 6, S,
о - площадь рабочей камеры 7, S, r(R, .- Rj);
радиус н.1тангк 3. преобразования
уравнение (2)
5
qT R qS,.
Ког да осевая си..ла достигает величины, достаточной для пластического деформирования, происходит формоизменение заготовки 15, при этом пток 3 с поршпями 4 .и 5 двигается в сторону кольца 2, так как соглас1 о формулам (Г) и (2) поршень 5 имеет меньшую плоп1адь. При движении штока 3 с поршнями 4 и 5 рабочая жидкость через отверстия 8 перетекает из камеры 7 Fi Kari icpy 6. обеспечивая саморегулирование ()б 1:.е.ма и HocTOHiK TBO давления рабочей жидкости. В процессе: дсформирова1 :ия кольце- чие уплотнсч ие остается пемодвижным. Ис- ио.1ьзовапис- неподвижного уплотнения в сочетании с лабирИ ГГ1;ьг ,1 уплотнением порш- ия 5 сунлественно повышает надежность герметизации но.лости гпдрав.чической камеры 1. Формируемая часть трубы находится в условиях всссто|1О 1не о идростатического давления, что бла1 011риятпо сказывается на схеме нан1)я кен о-деформируемого состояния заготовки, обеспечивает достижение паибс лыней пластичности деформи)уемого материа,ла, иск.мючаст образование дефектов на no;iy4eiiHOM из..
Предлагаемое устройство обеспечивает возможность нластпччю .1еформировать за- 1Х)товки различной из трудноде(|)орми- хрупких i- ко июзитных материалов, используя станда)тн)е прессовое оборудование. Кроме того, ри использовании изобретения улучншкл ся эмергоснловые параметры пр щесса деформирования за счет новьнне- ния надежности герметизации гидравлической камеры - устраняются дополнительные калибровочные операции конца заготовки перед дсформиро1за11иеж.
/ ////7// /7/ W///7//77//7
6
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для деформации трубчатых заготовок давлением жидкости | 1980 |
|
SU984572A1 |
| Устройство для утолщения концов труб | 1978 |
|
SU745587A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОМЕХАНИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЯ | 1994 |
|
RU2096107C1 |
| Устройство для гидравлической штамповки полых деталей с отводами | 1975 |
|
SU599885A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СИЛЬФОНА | 2002 |
|
RU2229356C2 |
| Штамп для изготовления изделий из труднодеформируемых материалов | 1980 |
|
SU1016014A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОСТАТИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2045366C1 |
| Штамп для изготовления полостей в заготовках из труднодеформируемых материалов | 1976 |
|
SU612747A1 |
| Гидравлический пресс для обжима концов труб | 1975 |
|
SU559836A1 |
| Ю | |||
| Ф | |||
| Черный, В | |||
| Л | |||
| Калюжный, Бердов и Г | |||
| А | |||
| ПОРТСИГАР С ПРИСПОСОБЛЕНИЕМ ДЛЯ СКРУЧИВАНИЯ ПАПИРОС | 1922 |
|
SU621A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
