(54) УСТРОЙСТВО ДЛЯ УТОЛЩЕНИЯ КОНЦОВ ТРУБ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для утолщения концов труб | 1975 |
|
SU538798A1 |
| Устройство для высадки концов труб | 1980 |
|
SU871970A1 |
| Способ получения труб с концевыми утолщениями | 1982 |
|
SU1058676A1 |
| Устройство для утолщения труб | 1980 |
|
SU963667A1 |
| Устройство для получения труб с утолщениями | 1982 |
|
SU1058693A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2002 |
|
RU2217262C1 |
| Устройство для высадки | 1978 |
|
SU745586A1 |
| Устройство для утолщения труб по внутреннему диаметру | 1983 |
|
SU1131583A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
Изобретение касается обработки металлов давлением и может быть использовано при производстве трубопроводов с законцовками для получения равнопрочного разъемного и неразъемного соединений.
Известно устройство дпя утолщения концов труб по способу торцовой осадки со стабилизацией устойчивости деформируемой части заготовки, содержащее соосно установленные матрицу с полостью для размещения утолщаемой части заготовки трубы, пуансон, дорн и втулку, расположенную в полости матрицы с возможностью перемещения навстречу пуансону 1.
Приводом перемещения втулки в известном устройстве служит усилие от деформации металла, действующе- го на конический торец втулки в процессе осалки. При этом возможны случаи блокирования втулки распорными усилиями металла, передаЬаемого в процессе осадки в зону утолщения, что может привести, в конечном счете, к преждевременной остановке процесса осадки конца трубы.
Кроме этого, известное устройство не обеспечивает синхронизацию осевого перемещения втулки относительно пуансона в процесре осадки, .что также может привести к потере устойчивости осаживаемой части заготовки (складкообразование на поверхности готовой детали).
При использовании отдельного
10 привода для перемещения .втулки необходимо дополнительно иметь стройство,. согласующее поступление Металла в зону деформации и отвод втулки на величину, соот15ветствующую объему поступающего металла в зону утолщения сменки трубы, в противном случае заготовка будет терять устойчивость в зоне ее деформации.
20
Известно также устройство для утолщения концов труб, состоящее из соосно установленной матрицы с полостью для размещения утолщаемой части трубы, пуансона, дорна и втул25ки, расположенной в лолости матрицы концентричйо дорну с возможностью осевого перемещения навстречу пуансону, и снабженное приводом переме:щения втулки,, состоящим из гидро30
Цилиндра, поршень которого связан с пуансоном. Корпус- неподвижно устанойлен на дорне, а на внутренней поверхности втулки выполнен кольцев бурт, образующий с торцом дорна другого гидаоцилиндра полость, связанн каналами с рабочей полостью первого гидроцилиндра, причем отношение, площади торцовой поверхности втулки равно отношению величины хода втулк к величине ход пуансона 2J.
Наличие привода перемещения втулки частично обеспечивает синхронизацию перемещения пуансона и втулки в процессе осадки заготовки трубы и снижает усилие деформирования. Однако в процессе эксплуатации возможна утечка рабочей жидкости через уплотнения, а также в первоначальн1ый момент осадки, когда сначала происходит запЬлнейие ocaживaeмы I металлом зазоров между полостью матрицы и заготовкой, втулка в этот момент, должна бытйнеподвижна, ибо ее перемещение .может привести к увеличению зазора в зоне осадки заготовки, что недопустимо, так как этот приводит к потере устойчивости осаживаемой части заготовки и значительно снижаётс я качество поверхности готовой детали.
Кроме этого, отсутствие компенсатора утечек рабочей жидкости в устройстве привадит к преждевременному останову процесса осадки заготовки или к возможной поломке устройства, так как утечка рабочей жидкости из полостей привода гидроцилиндров нарушает синхронизацию перемещения, .пуансона и втулки. Для-компенсации утечки рабочей жидкости в приводе перемещения втулки требуется систематическое восполнение ее с обязательной частичной разборкой устройства.
Целью изобретения является повышение качества поверхности утолщенной части конца трубы за счёт исключения потери устойчивости заготовки в процессе осадки.
Это достигается тем, что пред- . лагаемое устройство снабжено смонтированном на корпусе привода компенсационным гидроцилиндром с регулируемым ходом поршня, рабочая полость которого связана с полос тями гидроцилиндром привода.
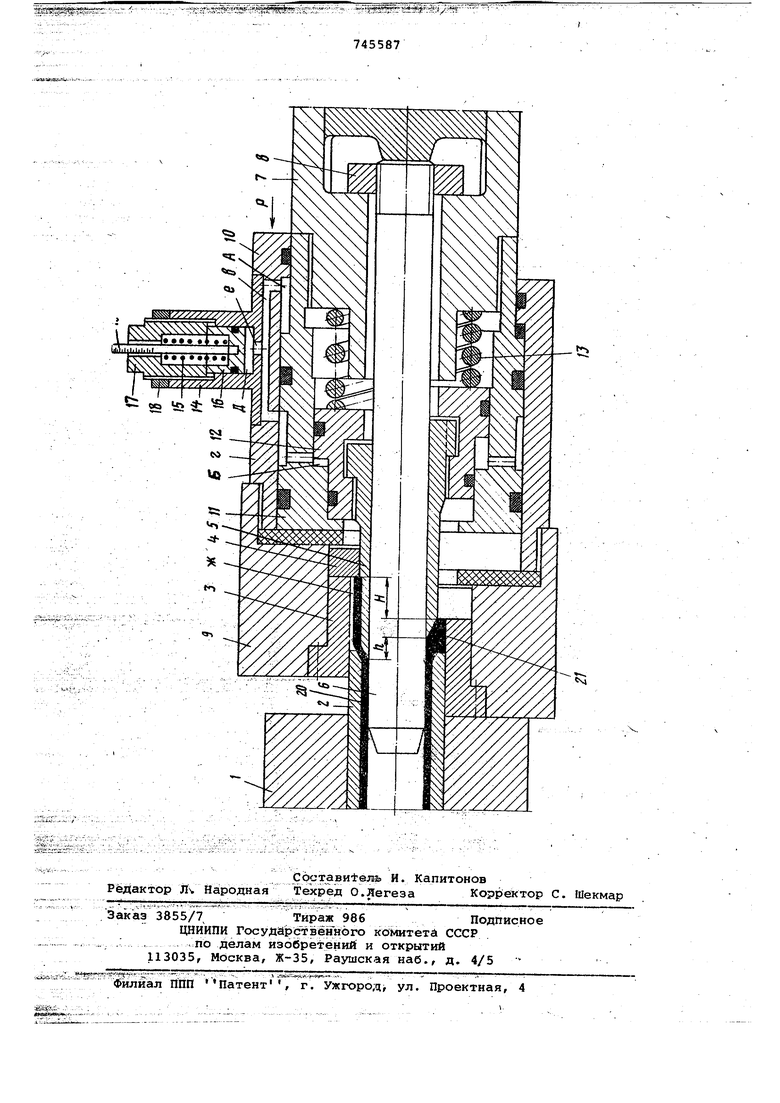
На чертеже показано предлагае-мое устройство в верхней части исходное, а в нижней конечное положенйе элементов.
Устройство для утолщения концов труб состоит из зажима 1, разъемной втулки 2, матрицы 3с монолитно выполненным с нею пуансоном 4, , подвижной втулки 5, смонтированной на дорне 6, соосно расположенного отйбей тёЯйно Оси зажима и:жестко закреленного в переходнике 7 гайкой 8 привода перемещения втулки и пуансона. Привод выполнен в виде двух гидроцилиндров и состоит из переднего корпуса 9, внутри которого размещены матрицы 3 с пуансоном 4, и заднего Koprtyca 10, внутри которого смонтированы рабочие поршни 11 и 12. Причем поршень 11 одновременно является цилиндром для поршня 12.
Между поршнем 12 и переходником 7 размещена пружина 13, предназначенная для возврата поршня в исходное положение. На заднем корпусе 10 смонтирован компенсационный гидроцилиндр, состоящий из корпуса 14, внутри которого установлены подпружиненный пружиной 15 поршень-компенсатор 16 и регулировочный винт 17с резьбовым соединением в виде гайки, выполненной на внутренней полости корпуса 14. Винт 17, выставленный в заданное положение, контрится гайкой 18. Величина хода поршня-компенсатора 16 определяется стержнем 19, хвостовик которого имеет шкальное деление.
Для обеспечения синхронного перемещения пуансона и втулки при осадке между корпусом 10 и поршнем 11 выполнена полость А и соответственно между поршнем 11 и поршнем 12 - полость Б, которые связаг и заполв;
ны каналами
и
нены рабочей жидкостью. Причем отА
ношение площадей полостей
Б равно отношению величины
рабочего хода втулки к величине бочего хода пуансона, т. е.
Рб h : н.
Ffl
А.
где FI
рабочая -площадь полости
I 1
рабочая площадь полостиБ РБ
, 0 h
величина рабочего хода
в улки;
Н
величина рабочего хода
пуансона.
В целях компенсации возможной утечки рабочей жидкости через уплот- нения и для достижения точной регулировки синхронности перемещения пуансона и втулки в компенсационном гидроцилиндре предусмотрена переменная полость Д , которая заполнена рабочей жидкостью для восполн ния утечек в рабочих полостях А и , обеспечивая стабильность работы привода перемещения пуансона и
5 втулки. Полость
Д
связана с поI igi I
лОстями А посредством отверстия «
и каналов г. Регулировка объема переменной полости Д и соответственно объема запаса рабочей жидкости в ней обеспечивается регулировочным винтом 17, ограничивающим ход поршнякомпенсатора 16.
Устройство работает следующем образом. . Трубная Заготовка 20 устанавливается в разъемной втулке 2 и зажимается зажимом 1, а осаживаемая ее часть.ж (после операции раздачи консольно размещается для предварительной осадки. Для удержания трубной заготовки 20 от смещения во время осадки в ее внутреннюю полость введен дорн б, а для стабилизации устойчивости осаживаемой ча ти ж в полость матрицы введена втулка 5. При движе нии корпуса 19 в сторон зажима 1 под действием внешней силы Р пуансон 4 осуществляет осадк заготовки в ее части , первоначально заполняя металлом зазор ме ду матрицей и осаживаемой частью заготовки. Одновременно с этим происходит в теснение рабочей жидкости из полост через канал в и отверсти В полость Д, отжимая этим самым поршень-компенсатор 16 до упо его в вин 17 и сжимая пружину 15. Втулка 5 и поршень 12 в этот момент неподвижны, так как усилие пружины 13 значительно превышает усилие пру жины 15. После заполнения указанных зазо ров в полости матрицы деформируемым металлом осаженная часть заготовки приобретает устойчивость,а за одно и значительно возрастет усилие осадки Р. Это приводит к перете нию рабочей жидкости из полости А через канаты в и г в полость Б и, преодолевая усилие сопротивления пружины 13, осуществляется перемещение поршня 12, а заодно с ним и втулки 5 в стороИу, противоположную перемещению пуансона 4, обеспечивая этим самым освобождение необходимого объема в полости матрицы для. заполнения его деформируемым металлом до тех пор, пока весь металл припуска ж не переместится в зону утолщения, т. е. до получения готовой детали 21. Причем перетекание рабочей жидкости из полости в полость Б осуществляется после того, когда полость полностью заполнена этой жидкостью и поршень-компенсатор 16 упрется в торец регулировочного винта 17, а оставшаяся часть рабочей жидкос после заполнения ти в полости обеспечивает выею полости полнение условия F л : Б - h ; н и соотве тственно, синхронного перемещения пуансона и втулки при осадке. По завершении процесса осадки устройство отводится в исходное положение, т. е. матрица 3 и дорн б выводятся из зоны зажима на расстояние, обеспечивающее свободное снятие готовой детали, после этого раскрывается зажим и снимается готовая деталь. Возвращение в исходное положение поршня 12 и втулки 5 осуществляется пружиной 13, а возврат поршня-компенсатора 16 - пружиной 15. При возврате поршня 12 рабочая жидкость из полости Б перетекает в полость и приводит в исходное положение корпус 10 и поршенькомпенсатор 16. После установки следующей заготовки цикл повторяется. Наличие компенсационного гидроцилиндра в предложенном устройстве обеспечивает получение качественной поверхности осаженной части конца трубы, не требующей в дальнейшем применения механической обработки после осадки. Значительно повышается устойчивость заготовки в процессе осадки, этим самым полностью предотвращается появление гофров и . складкообразований на поверхности осаженной части трубы. Кроме этого,, компенсационный гидроцилиндр обеспечивает стабильную и устойчивую работу устройства при возможных утечках рабочей жидкости через уплотнения в приводе перемещения пуансона и втулки в процессе осадки трубы. Формула изобретения Устройство для утолщения концов труб, содержащее соосно установленные матрицу с псЗлостью для размещения утолщаемой части трубы, пуансон, дорн и втулку, расположенную в полости матрицы концентрично дорну с возможностью осевого перемещения навстречу пуансону, привод перемещения втулки и пуансона, выполненный в виде смонтированных в корпусе двух гидроцилиндров, рабочие oлocти которых связаны каналом, отличающееся тем, что, с целью повышения качества поверхностей утолщенной части конца трубы за счет исключения потери устойчивости заготовки в процессе осадки, оно снабжено закрепленным на корпусе гидроцилиндров привода компенсационным гидроцилиндром с регулируемым ходом поршня, рабочая полость которого связана с полостями гидроцилиндров привода. Источники информации, принятые во внимание при экспертизе 1.Патент США 2344258, кл. 72-344, 1954. 2.Авторское свидетельство СССР 538798, кл. Е 21 j 5/08, 1977 (прототип) .
