Изобретение относится к автоматизации штамповочного производства и может быть использовано, например, при автоматизированной пробивке отверстий, расположенных на различных расстояниях одно от другого.
Цель изобретения - расширение тех- 5 нологических возможностей за счет увеличения номенклатуры обрабатываемых изделий,
На фиг. 1 приведена схема предлагаемого устройстба для подачи с переменным шагом ю длинномерных заготовок; на фиг. 2 - вид А на фиг. 1 (вид сверху на регулировочные накладки); на фиг. 3 - сечение Б-Б на фиг. 2 (схема выполнения регулируемого упора в ступени ступенчатой плиты).
Устройство для подачи с переменным шагом длинномерных заготовок в зону обработки состоит из корпуса 1, по направляю- шим которого перемеш.ается каретка 2, ступенчатой плиты 3, пружины 4, двуплечего рычага 5, имеюш,его на одном конце собачку 6, отжимаемую в крайнее положение пружиной 7, а на другой конце - пружину 8. Под кареткой на корпусе установлен индивидуальный привод 9. Каждая ступень ступенчатой плиты 3 снабжена регулировочной накладкой 10. В ней выполнено ступенчатое отверстие и соосное ему ступенчатое отверстие выполнено в соответствующих ступенях плиты 3, в которые установлена эксцентриковая втулка 11. Эксцентриковая втулка и накладка крепятся к ступенчатой
ретке 2, и не препятствует прижиму каретки к краю ступенчатой плиты 3. При ходе вниз ползун пресса нажимает на правый конец рычага 5, сжимает пружину 8, собачка 6, поднимаясь, освобождается от упора и под действием пружины 7 поворачивается по часовой стрелке в крайнее положение. При подъеме ползуна пресса пружина 8 разжимается, собачка 6 опускается, захватывая первую ступеньку упора, и сжимает пружину 4, опуская упор на одну ступеньку так, чтобы ступенька оказалась ниже нижней крышки каретки 2. Каретка под действием привода 9 продвигается до упора следующей ступени. При следующем ходе ползуна пресса собачка 6 захватывает вторую ступень 15 ступенчатой плиты 3 и опускает вторую ступень ниже нижней кромки каретки. Каретка 2 продвигается на ширину второй ступени и т. д. Последняя ступень выполнена несколько выше остальных и собачка 6 не может ее захватить. При отводе каретки вправо пружина 4 поднимает упор в первоначальное положение.
Предлагаемое устройство для подачи с переменным шагом длинномерных заготовок имеет следующие технико-экономические преимущества за счет плавной регулировки шага подачи: упрощается изготовление ступенчатой плиты вследствие того, что нет необходимости добиться точного соответствия величины каждой из ступеней шагу подачи, а также расширяется диапазон коор20
25
плите крепежными винтами 12, утопленными 30 динат пробиваемых элементов, что приводит
в отверстия во втулке. Отверстие в накладке под цилиндрическую часть эксцентриковой втулки выполнено с зазором, равным или больше эксцентриситета втулки, а отверстие под эксцентричную часть втулки выполнено с зазором до 0,05 мм. Втулка посажена в ступенчатой плите с возможностью поворота относительно своей оси и с возможностью взаимодействия с накладкой.
Устройство работает следующим образом.
До начала работы накладки устанавливают на соответствующие ступени (упоры) ступенчатой плиты, эксцентриковые втулки располагают в отверстия накладок и соответствующие им отверстия в основании плиты. Выставляют каждую ступень на требуемый размер шага путем поворота эксцентриковой втулки вокруг своей оси и закрепляют крепежными винтами все накладки и эксцентриковые втулки к ступенчатой плите. При движении подающей каретки 2 влево по направляющим корпуса 1 к ступенчатой плите 3 под действием привода 9 собачка 6 отжимается в паз, предусмотренный в ка35
к расширению номенклатуры обрабатываемых деталей и сокращению сроков подготовки производства изделий, что особенно важно при внедрении гибких производств.
Формула изобретения
Устройство для подачи с переменным шагом длинномерных заготовок по авт. св.
дд № 427764, отличающееся тем, что, с целью расширения технологических возможностей за счет увеличения номенклатуры обрабатываемых изделий, оно снабжено накладками с соосными двухступенчатыми отверстиями, установленными в них двухступен45 чатыми втулками, одна из ступеней которых выполнена эксцентричной, а отверстие в накладке под вторую ступень втулки выполнено с зазором, равным или больше величины эксцентриситета втулки, при этом каждая из накладок с установленной в ней втулкой
50 закреплена на каждом из упоров посредством крепежного элемента.
ретке 2, и не препятствует прижиму каретки к краю ступенчатой плиты 3. При ходе вниз ползун пресса нажимает на правый конец рычага 5, сжимает пружину 8, собачка 6, поднимаясь, освобождается от упора и под действием пружины 7 поворачивается по часовой стрелке в крайнее положение. При подъеме ползуна пресса пружина 8 разжимается, собачка 6 опускается, захватывая первую ступеньку упора, и сжимает пружину 4, опуская упор на одну ступеньку так, чтобы ступенька оказалась ниже нижней крышки каретки 2. Каретка под действием привода 9 продвигается до упора следующей ступени. При следующем ходе ползуна пресса собачка 6 захватывает вторую ступень 5 ступенчатой плиты 3 и опускает вторую ступень ниже нижней кромки каретки. Каретка 2 продвигается на ширину второй ступени и т. д. Последняя ступень выполнена несколько выше остальных и собачка 6 не может ее захватить. При отводе каретки вправо пружина 4 поднимает упор в первоначальное положение.
Предлагаемое устройство для подачи с переменным шагом длинномерных заготовок имеет следующие технико-экономические преимущества за счет плавной регулировки шага подачи: упрощается изготовление ступенчатой плиты вследствие того, что нет необходимости добиться точного соответствия величины каждой из ступеней шагу подачи, а также расширяется диапазон коор0
5
динат пробиваемых элементов, что приводит
к расширению номенклатуры обрабатываемых деталей и сокращению сроков подготовки производства изделий, что особенно важно при внедрении гибких производств.
Формула изобретения
Устройство для подачи с переменным шагом длинномерных заготовок по авт. св.
№ 427764, отличающееся тем, что, с целью расширения технологических возможностей за счет увеличения номенклатуры обрабатываемых изделий, оно снабжено накладками с соосными двухступенчатыми отверстиями, установленными в них двухступенчатыми втулками, одна из ступеней которых выполнена эксцентричной, а отверстие в накладке под вторую ступень втулки выполнено с зазором, равным или больше величины эксцентриситета втулки, при этом каждая из накладок с установленной в ней втулкой
закреплена на каждом из упоров посредством крепежного элемента.
S 7
. 7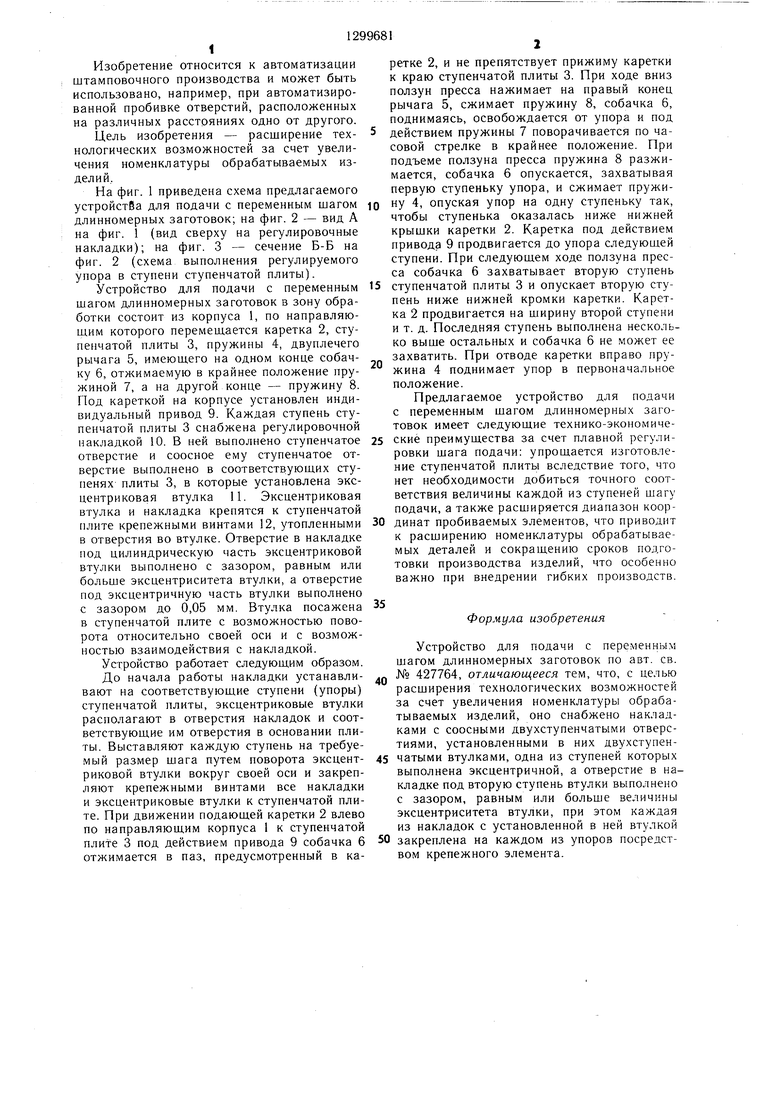
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ С ПЕРЕМЕННЫМ ШАГОМ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 1972 |
|
SU427764A1 |
| Автомат для сборки радиаторов | 1982 |
|
SU1042944A1 |
| Устройство для подачи деталей | 1986 |
|
SU1425138A1 |
| Устройство для разборки пакета длинномерных цилиндрических изделий | 1989 |
|
SU1787911A1 |
| Устройство для подачи длинномерного материала в зону обработки | 1990 |
|
SU1731372A1 |
| Устройство для отделения верхнего листа от стопы и подачи его к обрабатывающей машине | 1989 |
|
SU1703228A1 |
| Устройство для вырубки заготовок из плоского материала | 1980 |
|
SU946735A1 |
| АВТОМАТ ДЛЯ СБОРКИ РАДИАТОРОВ | 1973 |
|
SU370005A1 |
| Устройство для изготовления деталей из длинномерного материала | 1983 |
|
SU1166868A1 |
| Универсально-гибочный автомат | 1979 |
|
SU848120A1 |
Изобретение относится к области автоматики ujTaMiioBOMHoro производства и может быть использовано, например, при автоматической пробивке отверстий, расположенных на различных расстояниях одно от другого. Целью изобретения является расширение технологических возможностей за счет увеличения номенклатуры обрабатываемых изделий. Устройство снабжено накладками, установленными на соответствующих упорах, выполненных в виде ступеней ступенчатой плиты. Регулировка требуемого шага подачи осуш,ествляется посредством поворота эксцентриковых втулок, связанных с накладками, с последуюш,ей фиксацией их к упорам. При движении подающей каретки по направляющим корпуса собачка отжимается в паз и не препятствует прижиму каретки к краю ступенчатой плиты. При подъеме ползуна пресса собачка захватывает первую ступеньку и опускает ее ниже нижней крышки каретки. Каретка продвигается до упора во вторую ступень. Далее цикл повторяется. 3 ил. «о (Л ГчЭ со со о 00 1Ч
ВидА
В
Т
фив.З
