J
ю
о
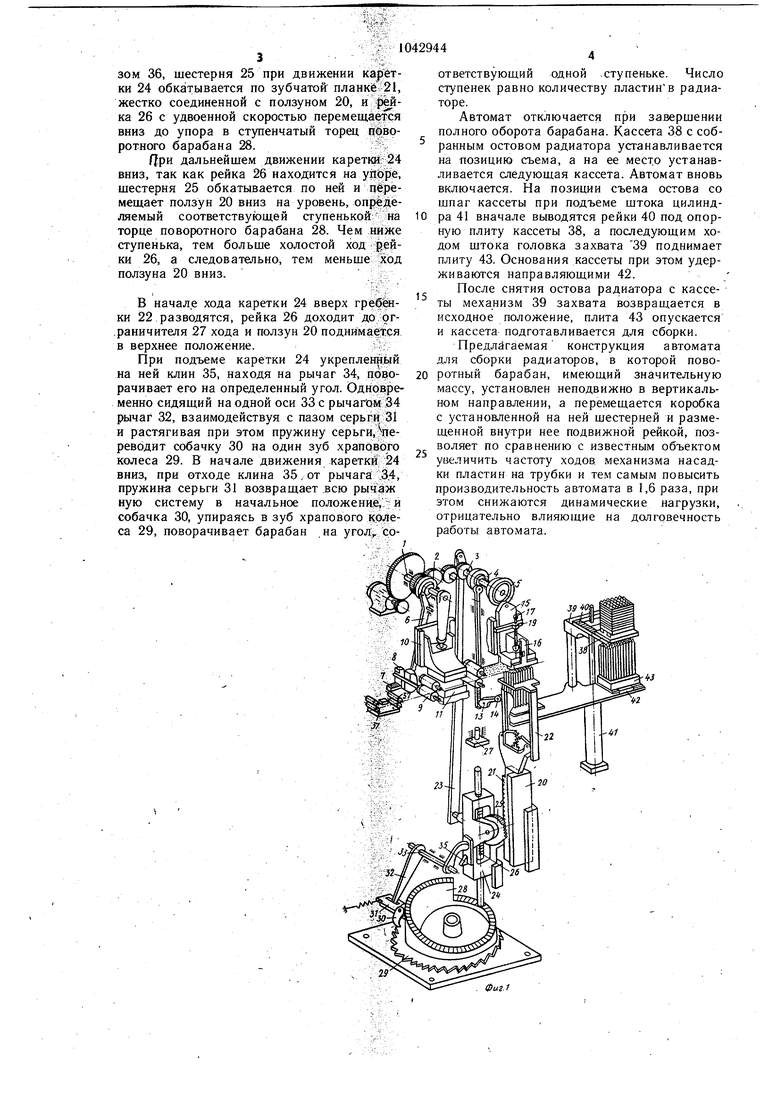
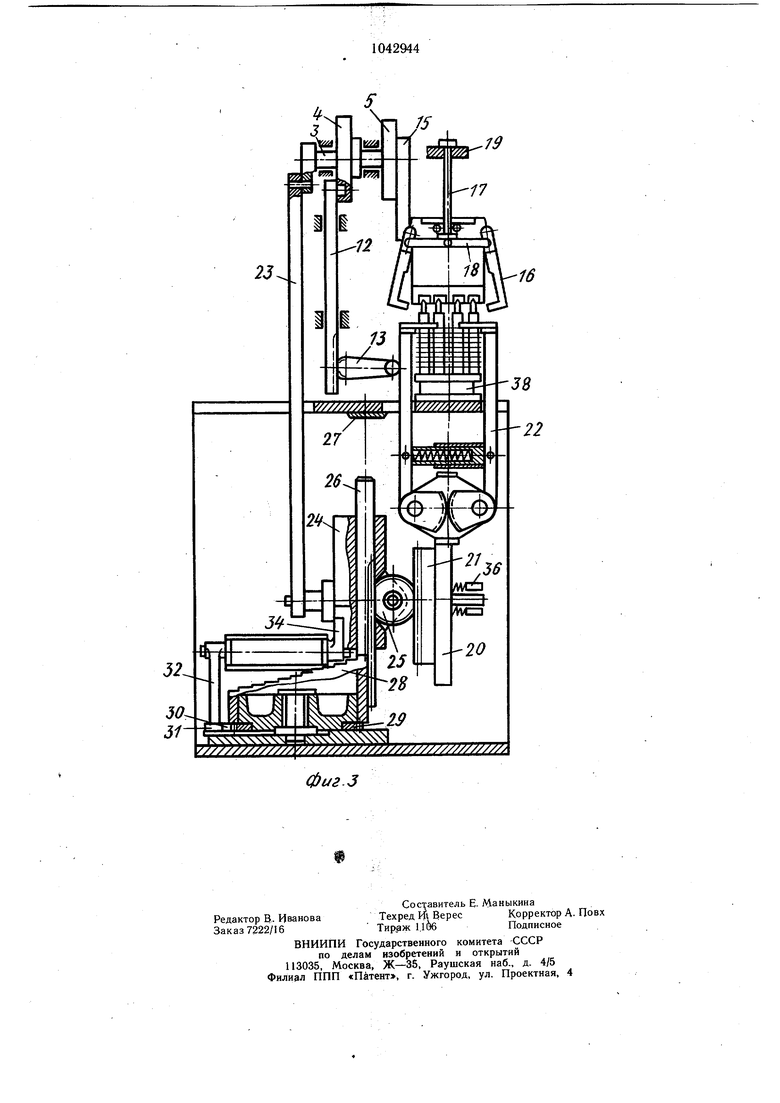
4: Изобретение относится к сборочному производству, в частности к автоматам для сборки радиаторов путем насаживания пластин на трубки. Известен автомат для сборки радиаторов, содержащий размещенный на станине механизм насадки пластин на трубки и шаговый досылатель, выполненный в виде ползуна с приводом и барабаном со ступенчатой торцовой поверхностью, установленным с возможностью подъема и опускания и взаимодействующим через упоры с ползуном, на котором закреплены поворотные гребенки 1. Недостатком данного автомата является то, что поворотный барабан выполнен подвижным. Имея при этом значительную массу (масса барабана растет пропорционально числу пластин в радиаторе) и-периодически соверщая возвратно-поступательные движения в вертикальном направлении, он создает дополнительные динамические нагрузки, отрицательно влияющие на долговечность работы, а вынужденное в этом случае ограничение частоты ходов барабана снижает производительность автомата. Целью изобретения является повыщение производительности и надежности. Указанная цель достигается тем, что в автомате для сборки радиаторов, содержащем установленные в корпусе механизм на- о садки пластин на трубки и щаговый досыг латель пластин, выполненный в виде ползуна с приводом и барабаном со ступенчатой торцовой поверхностью, а также закрепленных на ползуне захватных поворотных гребенок, привод ползуна выполнен в виде 35 каретки, смонтированной на ней щестерни и входящих в зацепление с последней зубчатой планки, закрепленной на ползуне, и рейки с ограничителем хода, установленной внутри каретки с возможностью перемещения относительно нее и взаимодействия своим торцом со ступенчатой поверхностью барабана, при этом барабан жестко закреплен в корпусе. На фиг. 1 изображен автомат, общий вид; 45 на фиг. 2 - механизм насадки пластин на трубки, исходное положение; на фиг. 3 - то же, рабочее положение. Автомат содержит смонтированный в корпусе (не показан) механизм насадки гшастин на трубки, выполненный в виде 0 приводного эксцентрикового вала 1 с копиром 2, кинематически связанного с валом 3, на котором закреплены копиры 4 и 5. Копир 2 взаимодействует с рычагом 6, который входит в зацепление с рейкой 7, свя- 55 занной через храповый механизм 8 с валками 9 для подачи ленты. Вал 1 связан с подвижной плитой 10 пресса, оснащенного 0 дыропробивным щтампом 11. Копир 4 вала 3 взаимодействует с рейкой 12, входящей в зацепление с зубчатым рычагом 13, несущим ролик 14. Автомат содержит также щаговый досылатель пластин, выполненный в виде взаимодействующего с копиром 5 подвижного кронщтейна 15 с поддерживающими рычагами 16, подпружиненной тягой 17, связанной с рычагами 18, и. упором 19, а также ползуна 20 с зубчатой планкой 21 и закрепленных на ползуне поворотных захватных гребенок 22. Привод ползуна 20 выполнен в виде водила 23, закрепленного на валу 3 и связанного с кареткой 24, несущей щестерню 25, входящую в зацепление с одной стороны зубчатой планкой 21, а с другой - с рейкой 26, установленной внутри каретки 24 с возможностью относительного перемещения и взаимодействующей верхним торцом с ограничителем 27 хода, а нижним - со ступенчатой торцовой поверхностью барабана 28, жестко закрепленного в корпусе. На барабане 28 смонтировано храповое колесо 29, взаимодействующее с собачкой 30, которая через подпружиненную серьгу 31 связана с рычагом 32, жестко сидящим на одной оси 33 с рычагом 34, контактирующим с клином 35, закрепленным на каретке 24. Ползун 20 связан с тормозом 36. Автомат содержит также устройство 37 для завальцовки ленты и механизм подачи комплекта трубок, выполненный в виде кассеты 38 со шпагами для установки трубок, захвата 39, рейки 49, связанной со штоком силового цилиндра 41, направляющих 42 и плиты 43. Автомат работает следующим образом. При включении привода начинает вращаться эксцентриковый вал 1 и кинематически с ним связанный вал 3. В начале цикла посредством копира 2 через рычаг 6 рейка 7 приводит в движение валки 9, через храповый механизм 8 лента мерной длины подаетЬя в зону кронщтейна 15 и удерживается там рычагами 16. В начале опускания копиром 5 кронщтейна 15 вниз происходит отрезка пластины от лентЫ, в конце хода пластина нанизывается на концы щпаг - трубок, а поддерживающие рычаги 16 разводятся с помощью рычагов 18 и тяг 17, которая упирается в неподвижный упор 19. После этого кронщтейн 15 возвращается вверх, а пластина остается, на щпагах кассеты 38. Одновременно с подъемом кронщтейна 15 ползун 20 с гребенками 22 заканчивает подъем вверх и с помощью копира 4, рейка 24 водилом 23 опускается вниз. 12, зубнатого рычага 13 гребенки 22 сводятся над пластиной. В это время каретка 24 водилом 23 опускается вниз. Поскольку ползун 20 приторможен тормозом 36, шестерня 25 при движении каретки 24 обкатывается по зубчатой планке 21, жестко соединенной с ползуном 20, и 26 с удвоенной скоростью перемещается вниз до упора в ступенчатый торец поворотного барабана 28. /|ри дальнейшем движении каретки 24 вниз, так как рейка 26 находится на упоре, шестерня 25 обкатывается по ней и перемещает ползун 20 вниз на уровень, определяемый соответствук)щей ступенькой на торце поворотного барабана 28. Чем ниже ступенька, тем больше холостой ход р.ейки 26, а следовательно, тем меньше ход ползуна 20 вниз. В начале хода каретки 24 вверх гребёнки 22 разводятся, рейка 26 доходит до ог.раничителя 27 хода и ползун 20 поднимается в верхнее положение. При подъеме каретки 24 укрепленный на ней клин 35, находя на рычаг 34, поворачивает его на определенный угол. Одновременно сидящий на одной оси 33 с рычагом 34 рычаг 32, взаимодействуя с пазом серьги 31 и растягивая при этом пружину серьги,реводит собачку 30 на один зуб храпового колеса 29. В начале движения каретки 24 вниз, при отходе клина 35, от рычага .34, пружина серьги 31 возвращает .всю рычаж ную систему в начальное положение, и собачка 30, упираясь в зуб храпового колеса 29, поворачивает барабан на угол соответствующий одной .ступеньке. Число ступенек равно количеству пластинв радиаторе. Автомат отключается при завершении полного оборота барабана. Кассета 38 с собранным остовом радиатора устанавливается на позицию съема, а на ее место устанавливается следующая кассета. Автомат вновь включается. На позиции съема остова со шпаг кассеты при подъеме штока цилиндра 41 вначале выводятся рейки 40 под опорную плиту кассеты 38, а последующим ходом штока головка захвата 39 поднимает плиту 43. Основания кассеты при этом удерживаются направляющими 42. После снятия остова радиатора с кассеты механизм 39 захвата возвращается в исходное положение, плита 43 опускается и кассета подготавливается для сборки. Предлагаемая конструкция автомата для сборки радиаторов, в которой поворотный барабан, имеющий значительную массу, установлен неподвижно в вертикальном направлении, а перемещается коробка с установленной на ней щестерней и размещенной внутри нее подвижной рейкой, позволяет по сравнению с известным объектом увеличить частоту ходов механизма насадки пластин на трубки и тем самым повысить производительность автомата в 1,6 раза, при этом снижаются динамические нагрузки, отрицательно влияющие на долговечность работы автомата.
jE -гщЬ
фиг. 2
Фиг.З
79
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ СБОРКИ РАДИАТОРОВ | 1973 |
|
SU370005A1 |
| УСТРОЙСТВО для СБОРКИ ПЛАСТИН с ДЕТАЛЯМИ ТИПАСТЕРЖНЕЙ | 1969 |
|
SU245717A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100170C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2124976C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1960 |
|
SU133457A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ ПОЛУПАКЕТОВ СЕКЦИЙ РАДИАТОРОВ | 1968 |
|
SU206538A1 |
| Устройство для сборки пластин с деталями типа стержней | 1973 |
|
SU510345A2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| Г. М. РЫБКИН и В. Т. ЧиликовВсесоюзный научно-исследовательский инструментальный институт | 1970 |
|
SU282010A1 |

АВТОМАТ ДЛЯ СБОРКИ РАДИАТОРОВ, содержащий установленные в корпусе механизм насадки пластин на труб ки и шаговый досылатель пластин, выполненный в виде ползуна с приводом и барабаном со ступенчатой торцовой поверхностью, а также закрепленных на ползуне захватных поворотных гребенок, отличающийся тем, что, с целью повышения производительности и надежности, привод ползуна выполнен в виде каретки, смонтированной на ней шестерни и входящих в зацепление с последней зубчатой планки, закрепленной на ползуне, и рейки с ограничителем хода, установленной внутри каретки с возможностью перемещения относительно нее и взаимодействия своим торцом со ступенчатой поверхностью барабана, при этом барабан жестко закреплен в корпусе.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| АВТОМАТ ДЛЯ СБОРКИ РАДИАТОРОВ | 0 |
|
SU370005A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
