1
Изобретение относится к сборке и может быть использовано для автоматизации сборки узлов типа пластинчатых радиаторов, фильтров и т. п.
Известны автоматы для сборки радиаторов, содержащие размещенный на станине механизм насадки пластин на трубки с шаговым досылателем, выполненным в виде установленных на приводном кольце захватных поворотных гребенок, управляемых от копира.
Цель изобретения - повысить производительность и качество сборки радиаторов.
Это достигается тем, что привод ползуна выполнен в виде барабана со ступенчатым нижним торцом, снабженного механизмами вращательного и возвратно-поступательного перемещения его. Ползун снабжен закрепленными на нем на заданном расстоянии один от другого упорами, взаимодействующим с торцами барабана. При этом на свободных концах каждой из гребенок установлены находящиеся в зацеплении один с другим зубчатые секторы.
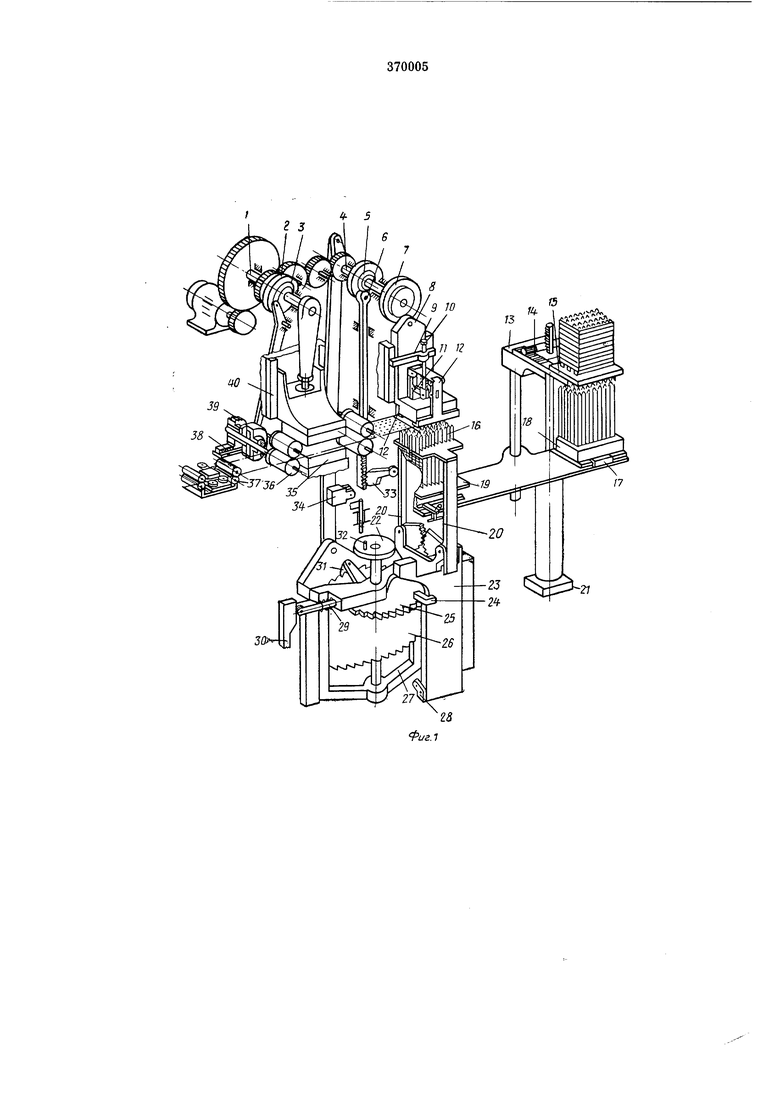
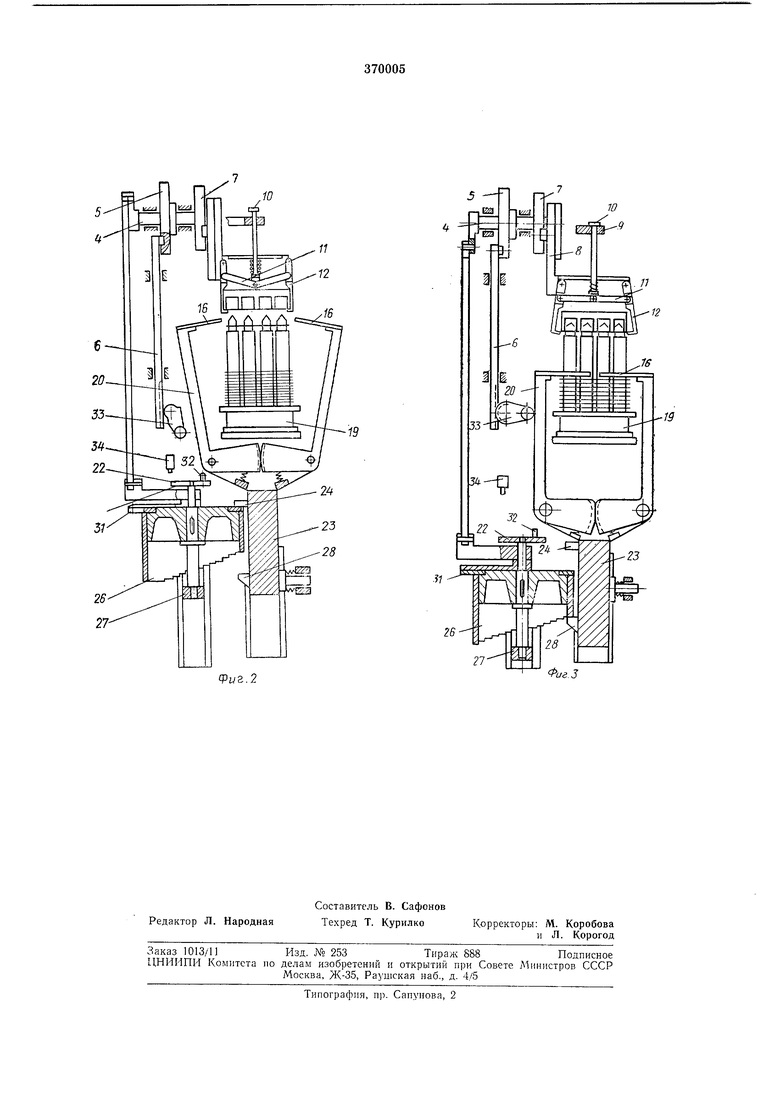
На фиг. 1 изображен автомат, общий вид; на фиг. 2 - механизм насадки пластин на трубки, исходное положение; на фиг. 3 - то же, рабочее положение.
Автомат содержит эксцентриковый вал /, рычаг 2, копир 3, вал 4, копир 5, рейку 6, копир 7, ползун 8, неподвижный упор 9, тягу 10,
рычаг //, поддерживающие рычаги 12, реечный захват 13, рейки 14, кассету 15, гребенки 16, направляющие 17, плиту 18, кассету 19, рычаги 20, цилиндр 21, диск 22, ползун 23,
упор 24, храповое колесо 25, барабан 26, ползун 27, упор 28, толкатель 29, неподвижный клин 30, собачку 31, толкатель 32, рычаг 33 с роликом, конечный выключатель 34, щтамп 35, валковую подачу 36, устройство 37 для завальцовки, рейку 38, храповой механизм 39, механический пресс 40, зубчатку сектора.
При включении муфты сцепления пресса 40 начинает вращаться эксцентриковый вал / и
кинематически связанный с ним вал 4. За один оборот валов I т 4 происходит полный цикл работы механизмов. В начале цикла посредством копира 3 через рычаг 2 рейка 38 приводится в движение валками 36, приводимыми механизмом 39, и лента мерной длины подается в зону досылателя и удерживается рычагами 12.
В начале движения досылателя вниз происходит отрезка пластины, в конце хода пластина нанизывается на концы щпаг-трубок, а поддерживающие рычаги 12 разводятся с помощью рычагов // и тяги 10, которая упирается в неподвижный упор 9. После этого досылатель возвращается вверх, а пластина остается на щпагах кассеты 19.
Одновременно с подъемом досылателя происходит подъем ползуна 27 с барабаном 26. Верхний торец барабана упирается в упор 24, закрепленный на ползуне 23, и ползун 23 с гребенками 16 движется вверх.
При этом рычаг 55 посредством копира 5 и рейки 6 отведен от рычагов 20, и гребенки под действием пружин разводятся.
В конце хода ползуна с барабаном 26 вверх толкатели 29 с помощью неподвижного клина 30 перемещают водило с собачкой 5/, и барабан поворачивается на один шаг. Над упором 28 ползуна 23 располагается при этом следующая ступень нижнего торца барабана.
В начале движения ползуна 27 вниз гребенки 16 сводят рычаг 55. Движение приторможенного ползуна 23 с гребенками вниз происходит после того, как ползун 27 с барабаном 26 пройдет расстояние между торцом барабана и упором 28 ползуна 23.
После этого ползуны 27 и 23 соверщают движение вниз вместе, и пластина опускается на определенный уровень. В начале хода ползуна 27 вверх производится разведение гребенок 16, а подъем их начинается с момента, когда верхний торец барабана подойдет к упору 24 ползуна 23. Разведенные гребенки поднимаются вверх до захвата следующей пластины. Затем цикл повторяется.
С каждым ходом барабана ползун 23 соверщает движение, но каждый раз на различную величину благодаря наличию у барабана ступенчатого торца с числом ступенек, равным количеству пластин в радиаторе.
По окончании сборки толкатель 32 на диске 22 нажимает на конечный выключатель 34, а
работа автомата прекращается. Кассета с собранным остовом устанавливается на позицию съема, а на ее место устанавливается следующая кассета. Автомат вновь включается. На
позиции съема остова со щкал при подъеме щтока цилиндра 21 вначале выводятся рейки 14 под опорную плиту кассеты 15, а последующим ходом щтока головка захвата 13 поднимает плиту 18. Основания кассеты при этом
удерживаются направляющими 17.
После снятия остова механизм захвата возвращается в исходное положение, плита опускается и кассета подготавливается для сборки.
Предмет изобретения
Автомат для сборки радиаторов, содержащий размещенный на станине механизм насадки пластин на трубки с щаговым досылателем, выполненным в виде установленных на приводном ползуне захватных поворотных гребенок, управляемых от копира, отличающийся
тем, что, с целью повышения производительности и качества сборки радиаторов, привод ползуна выполнен в виде барабана со ступенчатым нижним торцом, снабженного механизмами вращательного и возвратно-поступательного движения его, а ползун снабжен закрепленными на нем на заданном расстоянии один относительно другого упорами, взаимодействующими с торцами барабана, при этом на свободных концах каждой из гребенок установлены находящиеся в зацеплении один с другим зубчатые секторы.
«
tC,.10
ориг.2
70
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки радиаторов | 1982 |
|
SU1042944A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ ПОЛУПАКЕТОВ СЕКЦИЙ РАДИАТОРОВ | 1968 |
|
SU206538A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2124976C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100170C1 |
| Автомат для изготовления пластин и сборки радиаторов | 1986 |
|
SU1391777A1 |
| УСТРОЙСТВО для СБОРКИ ПЛАСТИН с ДЕТАЛЯМИ ТИПАСТЕРЖНЕЙ | 1969 |
|
SU245717A1 |
| Устройство для напрессовки радиаторных пластин на трубки радиаторов | 1988 |
|
SU1539036A1 |
| Автомат для изготовления охлаждающих пластин и сборки секции ребристых радиаторов | 1983 |
|
SU1207591A1 |