1
i Изобретение относится к средствам Iтранспортировки деталей и может быть Iиспользовано, например, для подачи : гаечных ключей в рабочую зону пресса
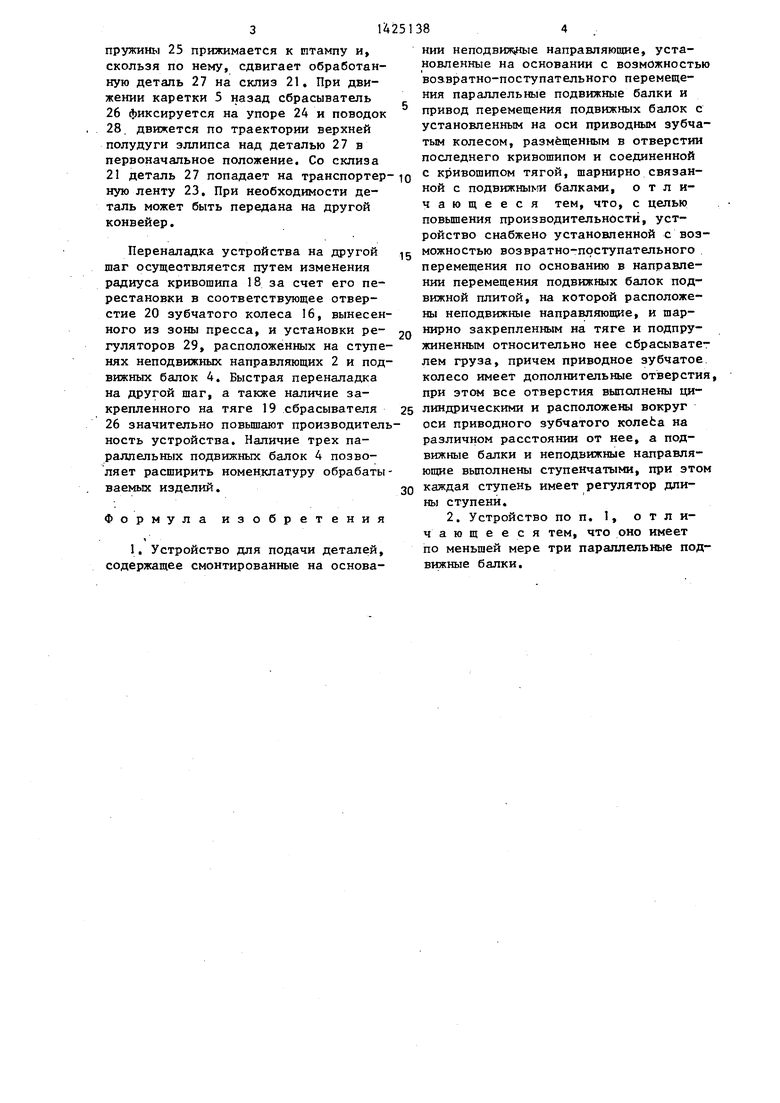
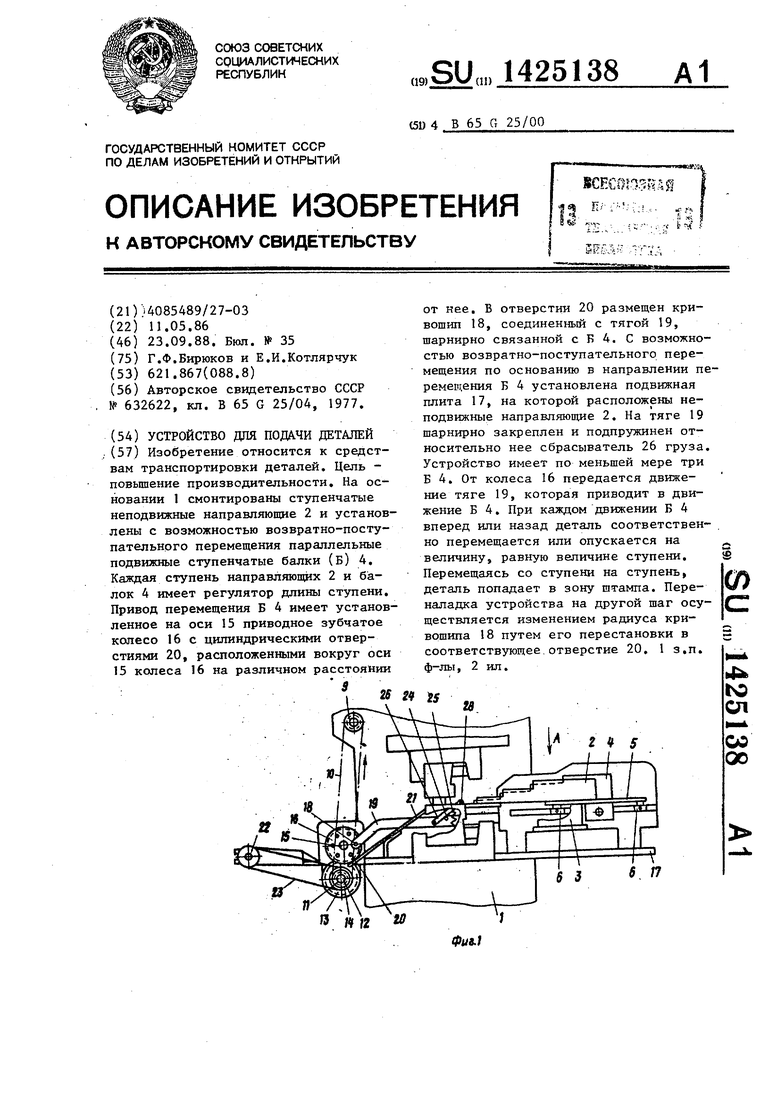
Целью изобретения является повышение производительности устройства. На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - вид А на ;фиг. Г.
Устройство содержит смонтированные на основании 1 неподвижные ступенчатые направляюш ие 2, закрепленные на стойках 3, установленные на основании 1 с возможностью возвратно поступательного перемещения параллелные подвижные ступенчатые балки 4. смонтированные на каретке 5, перемещающейся на ползунах 6 в направляющих 7, установленных на основании Каретка 5 имеет окно 8, позволяющее каретке перемещаться относително стоек 3, Привод перемещения подвижных балок 4 имеет вeдyDJyю звездочку 9, установленную на валу командо- аппарата пресса. Звездочка 9 связана цепью 10 с ведомой звездочкой 11, которая установлена на валу 12, на котором также установлена шестерня 13 и приводной барабан 14. Шестерня 13 находится в зацеплении с установленным на оси 15 приводным зубчатым колсом 16, размещенным на неподвижной .плите. Неподвижные направляющие 2 размещены на установленной с возможностью возвратно-поступательного перемещения .по основанию в направлении перемещения подвижных балок 4 подвижной плите 17. Приводное зубчатое колесо 16 имеет отверстие, в котором размещен кривошип 18, соединенный с разъемной тягой 19, шарнирно связанной с подвижными балками 4. В приводном зубчатом колесе вьтолнены дополнительные отверстия 20, расположен- ные вокруг оси 15 на различном расстоянии от нее р.адиально через 60 . Все отверстия выполнены цилиндрическими. Для каждого отверстия радиус увеличивается на заданную величину (в зависимости от максимального размера регулирования шага). ,
Устройство имеет смонтированные на основании склиз 21 и ведомый барабан 22. Приводной барабан 14 и ведомый барабан 22 связаны между собой транспортерной лентой 23. На тяге 19 шлрнирно закреплен и подпружинен относительно нее к упору 24 пружиной
о
5
0
5
25 сбрасыватель 26 груза (детали 27) с поводком 28.
При зксплуатации устройства может возникнуть необходимость изменения размера шага (например, связанная с увеличением габаритов обрабатываемого изделия). Для того, чтобы не нарушалась согласованность между размером шага на приводе и размером ступеней балок 4 и направляющих 2 на них установлены регуляторы 29, с помощью которых возможно изменение размера длины ступеней в зависимости от размера шага на приводе. Регулирование осуществляется путем перемещения регуляторов 29.
Устройство имеет по меньшей мере три параллельные подвижные ступенчатые балки 4. При таком количестве балок 4 возможно транспортирование асимметричных деталей со смещенньм центром тяжести относительно продольной оси (например, ключ для круглых шлицевых гаек. Три опорные поверхности предотвращ ают опрокидывание деталей в процессе перемещения.
Устройство работает следующим образом.
С ведущего вала, на котором установлена ведущая звездочка 9, цепью 10 передается вращение ведомой звездочке 11, уста новленной на валу 12, а от вала 12 через шестерню 13 - зубчатому колесу 16. От колеса 16 через кри-, вошип 18 передается движение разъемной тяге 19, которая приводит в движение каретку 5 со ступенчатыми балками 4. Каретка 5 перемещается в направляющих 7 с заданным шагом. Перемещение детали 27 ступенчатое. При каждом движении подвижных ступенчатых балок 4 вперед деталь 27 перемещается на одну ступень, равную шагу. При движении балок 4 назад деталь 27 опускается на величину, равную высоте ступени. Перемещаясь со ступени на ступень, деталь попадает в зону штампа, затем.деталь 27 обрабатывается и удаляется из зоны штампа поводками 28. сбрасывателей 26. Сбрасывание осуществляется следующим образом.Сначала каретка 5 находится в крайнем правом положении, а поводок 28 сбрасывателя 26 находится на штампе. Кривошип 18 вращается по ходу часовой стрелки,При движении каретки 5 вперед поводок 28 сбрасывателя 26 под воздействием
пружины 25 прижимается к штампу и, скользя по нему, сдвигает обработанную деталь 27 на склиз 21. При движении каретки 5 назад сбрасыватель 26 фиксируется на упоре 24 и поводок 28. движется по траектории верхней полудуги эллипса над деталью 27 в первоначальное положение. Со склиза 2 деталь 27 попадает на транспортер- ную ленту 23. При необходимости деталь может быть передана на другой конвейер.
Переналадка устройства на другой шаг осуществляется путем изменения радиуса кривошипа 18 за счет его перестановки в соответствующее отверстие 20 зубчатого колеса 16, вынесенного из зоны пресса, и установки ре- гуляторов 29, расположенных на ступенях неподвижных направляющих 2 и подвижных балок 4. Быстрая переналадка на другой шаг, а также наличие закрепленного на тяге 19 сбрасывателя 26 значительно повьш1ают производительность устройства. Наличие трех параллельных подвижньпс балок 4 позволяет расширить номенклатуру обрабатываемых изделий.
Формула изобретения
1. Устройство для подачи деталей, содержащее смонтированные на основа384
НИИ неподвия ;нь1е направляющие, установленные на основании с возможностью воз.вратно-поступатвльного перемещения параллельные подвижные балки и привод перемещения подвижных балок с установленным на оси приводным зубчатым колесом, размещенным в отверстии последнего кривошипом и соединенной с кривошипом тягой, шарнирно связанной с подвижны И балками, отличающееся тем, что, с целью повьш1ения производительности, устройство снабжено установленной с возможностью возвратно-поступательного перемещения по основанию в направлении перемещения подвижных балок подвижной плитой, на которой расположены неподвижные направляюш 1е, и шарнирно закрепленным на тяге и подпружиненным относительно нее сбрасывателем груза, причем приводное зубчатое колесо имеет дополнительные отверстия при этом все отверстия выполнены цилиндрическими и расположены вокруг оси приводного зубчатого колеЬа на различном расстоянии от нее, а подвижные балки и неподвижные направляющие выполнены ступенчатыми, при этом каждая ступень имеет регулятор длины ступени.
2. Устройство по п. 1, отличающееся тем, что оно имеет по меньшей мере три параллельные подвижные балки.
Вид f(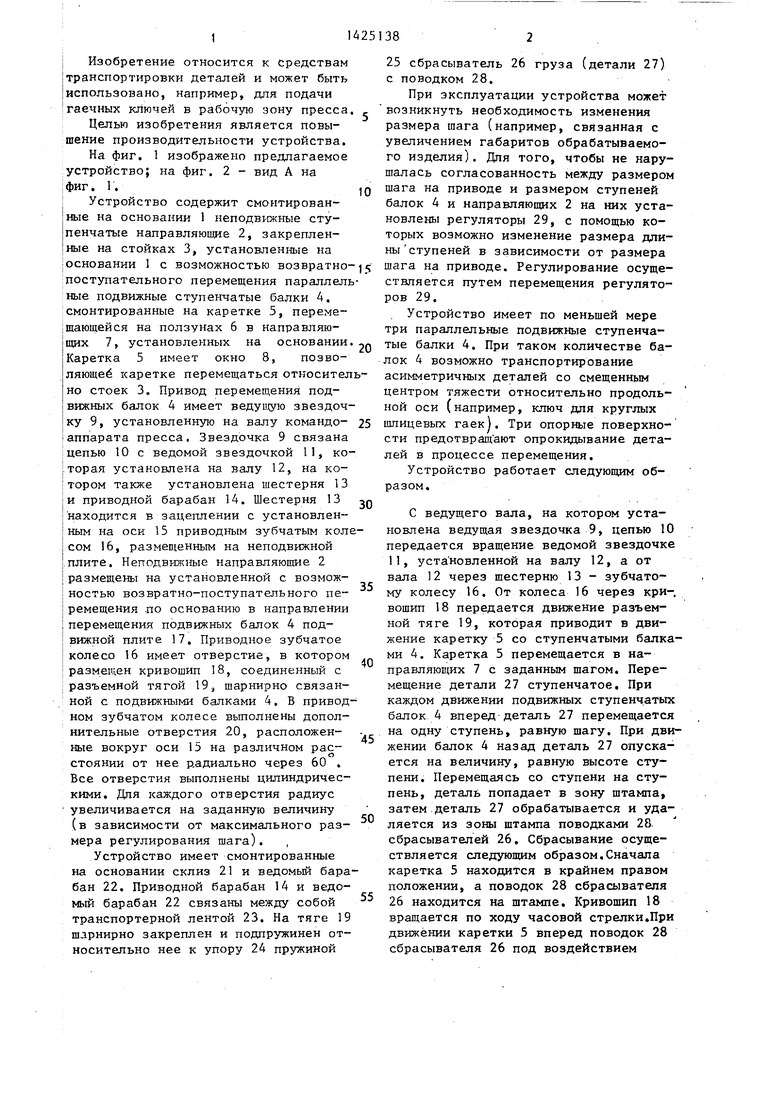
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ ЗАГРУЗКИ | 1967 |
|
SU195289A1 |
| Устройство для подачи длинномерного материала в рабочую зону обрабатывающей машины | 1980 |
|
SU919790A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| КУЛЬТИВАТОР | 1995 |
|
RU2090025C1 |
| Транспортирующее устройство для подачи деталей | 1980 |
|
SU962132A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Устройство замены паковок на текстильной машине | 1975 |
|
SU667613A1 |
| МАШИНА ДЛЯ ДОБЫЧИ ЛАКРИЧНОГО СЫРЬЯ | 1999 |
|
RU2163431C1 |
| Устройство для зигзагообразной штамповки | 1979 |
|
SU948496A2 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
Фие.2
| Транспортирующее устройство для подачи деталей | 1977 |
|
SU632622A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
