Изобретение относится к обработке металлов давлением, а именно к штампам для выдавливания изделий из пел- ко штампуемых материалов, и может быть использовано для изготовления СВИН1ДОВЫХ пуль к пневматическому оружию.
Цель изобретения - повьшение точности получаемых изделий.
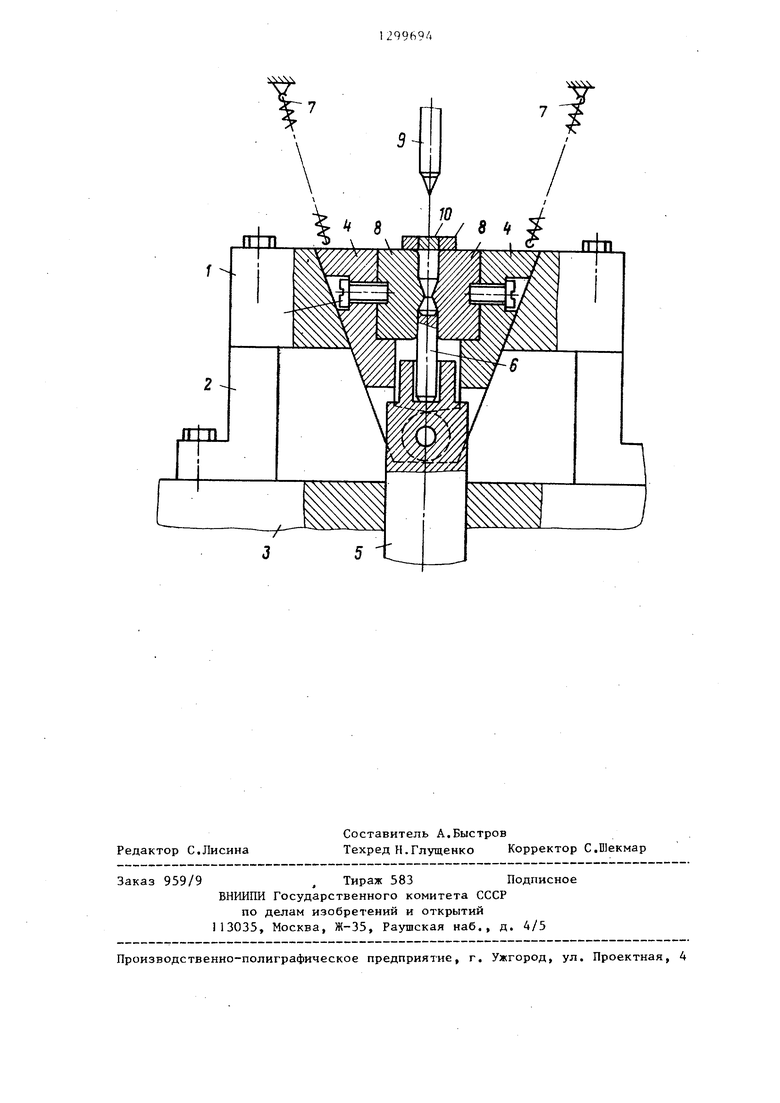
На чертеже схематически представлен предлагаемый штамп для выдавливания .
Штамп состоит из матрицедержателя 1 с конической внутренней поверхностью, который через кронштейн 2 крепится к столу пресса 3, В матрицедер- жателе подвижно расположены две части конической матрицы 4, шарнирно соединенные между собой и с тягой 5, в которой расположена вставка 6, Части матрицы имеют коническую наружную поверхность. Конкретная величина угла конусности выбирается из условия обеспечения надежного запирания частей матрицы в рабочем положении штампа и легкого вытягивания их из матрицедержателя. Для вытягивания частей матрицы из матрицедержателя, их раскрытия и постоянного выбирания зазоров в шарнирном соединении в одном направлении используются пружины 7, которые расположены под углом к оси матрицы и одним концом соединены .с частями матрицы, а другим,Ш
f5
20
25
30
4 смыкаются, при этом зазор в шарнирном соединении выбран Р верхней его части. Вставка 6, расположенная в т незде тяги 5, занимает при этом стро го фиксированное положение в частях матрицы 4. Подается заготовка 10, по весу соответствующая весу готового изделия, которая досьшается в матрицу пуансоном 9. При дальнейшем его движении вниз происходит выдавливание изделия. Пуансон 9 отходит вверх и матрица начинает под действием вертикальной составляющей силы пружины 7 выходить из матрицедержателя и под действием горизонтальной составляющей силы пружины раскрываться. При этом зазор в шарнирном соединении остается постоянно выбранным в верхней его части, что препятствует изменению положения вставки в частях матрицы и исключает деформирование изделия во время выхода матрицы из матрицедержателя . При раскрытии матрицы изделие остается на вставке, откуда легко удаляется механическими средствами, что позволяет автоматизировать операцию штамповки изделий.
Формула изобретения
Штамп для получения деталей выдавливанием, содержащий пуансон, матри- цедержатель с установленной в нем конической матрицей, состоящей из
например, со станиной пресса, Пружи- 35 двух частей с гравюрами с вертикальны и угол наклона их выбираются из условия обеспечения гарантированного вытягивания частей матрицы из матрицедержателя и раскрытия их. Части матрицы выполнены составными и имеют вкладыши 8, гравюры которых образуют со вставкой 6 рабочую полость. К верхней плите штампа (не показана) прикреплен пуансон 9, Позицией 10 обозначена заготовка.
Работа штампа осуществляется следующим образом.
Под действием кулачка пресса тяга 5 движется вниз, и части матрицы
5
0
5
0
4 смыкаются, при этом зазор в шарнирном соединении выбран Р верхней его части. Вставка 6, расположенная в т незде тяги 5, занимает при этом строго фиксированное положение в частях матрицы 4. Подается заготовка 10, по весу соответствующая весу готового изделия, которая досьшается в матрицу пуансоном 9. При дальнейшем его движении вниз происходит выдавливание изделия. Пуансон 9 отходит вверх, и матрица начинает под действием вертикальной составляющей силы пружины 7 выходить из матрицедержателя и под действием горизонтальной составляющей силы пружины раскрываться. При этом зазор в шарнирном соединении остается постоянно выбранным в верхней его части, что препятствует изменению положения вставки в частях матрицы и исключает деформирование изделия во время выхода матрицы из матрицедержателя . При раскрытии матрицы изделие остается на вставке, откуда легко удаляется механическими средствами, что позволяет автоматизировать операцию штамповки изделий.
Формула изобретения
Штамп для получения деталей выдавливанием, содержащий пуансон, матри- цедержатель с установленной в нем конической матрицей, состоящей из
НОИ плоскостью разъема и размещенной с возможностью взаимодействия с тя-. гой, а также вставку, образующую с гравюрами частей матрицы рабочую по- ласть, отличающийся тем, что, с целью повышения точности получаемых деталей, части матрицы шарнирно соединень с тягой и подпружинены в направлении их размыкания под углом к плоскости их разъема, тяга выполнена с гнездом под вставку, а вставка установлена в гнезде тяги с возможностью смещения в направлении, перпендикулярном оси тяги.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| Штамп для выдавливания | 1983 |
|
SU1180138A1 |
| Штамп для безоблойной штамповки поковок | 1980 |
|
SU969406A1 |
| Устройство для торцовой прокатки | 1989 |
|
SU1636091A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Штамп совмещенного действия | 1991 |
|
SU1799653A1 |
| Штамп для безоблойной штамповки | 1985 |
|
SU1299695A2 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Штамп для вырубки и многопереходной вытяжки | 1990 |
|
SU1801671A1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для получения деталей выдавливанием. Целью изобретения является повышение точности получаемых деталей. Штамп имеет коническую матрицу, части которой подпружинены в направлении их размьжания и шарнирно соединены с тягой. Б тяге выполнено гнездо под вставку, установленную с возможностью смещения в направлении, перпендикулярном оси тяги. После выдавливания изделия части матрицы под действием вертикальной составляющей силы пружин выходят из матрицедержателя и под действием горизонтальной составляющей раскрываются . Пружины также обеспечивают выбор зазора в шарнирном соединении частей матрицы с тягой. При раскры- тии частей матрицы готовое изделие остается на вставке, откуда легко удаляется механическими средствами. 1 ил. с (Л
Редактор С.Лисина
Заказ 959/9. Тираж 583Подписное
БНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
Составитель А.Быстров
Техред Н.Глущенко Корректор С.Шекмар
| ШШШЬШМННШАЯБИБЯИОТШАШТАМП для | 0 |
|
SU349460A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
