11x
Изобретение относится к электродуговой сварке металлов, преимущественно низколегированных сталей под водой мокрым способом, и может быть использовано при сварке швов конструкций, находящихся в сильном потоке воздуха ИЛ1-1 при отридательных температурах.
Целью изобретения является повышение качества сварных швов при выполнении ручной подводной сварки мок |рым способом за счет снижения температуры плавления наружного слоя двухслойного покрытия по сравнению с предыдущим слоем.
В качестве первого слоя двухслойного покрытия может использоваться один из известных составов фтористо- кальциевого покрытия, выбираемый в соответствии с используемой маркой электродного стержня. Температура плавления этих покрытий 11SO-ISOO C, Легкоплавкое покрытие наружного слоя может наноситься на электрод более толстым слоем.
Учитывая расположение слоев электрода, внутренний слой покрытия, имеющий более высокую температуру плавления, хорошо защгацает капли электродного металла и сварочную ванну от воздействия внешней среды, а легкоплавкий последующий слой покрытия образует большое количество шлака, который хорошо защищает выполненньш шов от ускоренного охлаждения и тем самым предотвращает образование структур, повышая качество сварного соединения в целом.
Указанная композиция покрытия имеет значительно меньшую температуру плавления, что позволяет использоват его в качестве второго слоя для изготовления электрода с относительной массой покрытия до 80% и более. Это приводит к увеличению общего количества шлака на поверхности шва, лучшей его защите, уменьшению скорости охлажденияJ улучшению дегазации шва от диффузионного водорода и повьлиени качества.сварных швов, выполненных под водой.
Введение э состав наружного слоя тетраборнокислого натрия (10-15%) совместно с флюоритовым концентратом
0
5
5
углекислым кальцием и двуокисью титана в указанных количествах позволяет снизить температуру плавления покрытия этого слоя до 680-750°С, что позволяет увеличить количество шлака на Поверхности сварного шва.
Были испытаны электроды с двухслойным покрытием для подводной сварки.
В качестве первого слоя покрытия использовали распространенные составы типа ЭПС-А, ЭА-395/9. Вторым слоем наносился состав указанной композиции, имеющий температуру плавления 680-750°С, Общий диаметр покрытия 10-15 мм (коэффициент массы покрытия 50-80%).
В исследовании использовались электродные стержни марки СВ-08А диаметром 4 мм одной плавкиi Электроды изготавливались методом окунания. Сваривались пластины из стали марки 10ХСНД толщиной 12 мм под водой на опытной установке на глубине 400 мм в пресной воде. Режим сварки 200-210 А; U 33-35 В, 1,6-10 м/с.
Содержание диффузионного водорода определялось путем нагатавки валиков на составной образец и помещением его в эвдиометр со спиртом. После разрезки швов определялась твердость металла шва.
В табл.1 приведены составы иссле- 5 дуемых злект эоднык покрытий.
Т а б л и ц а 1
0
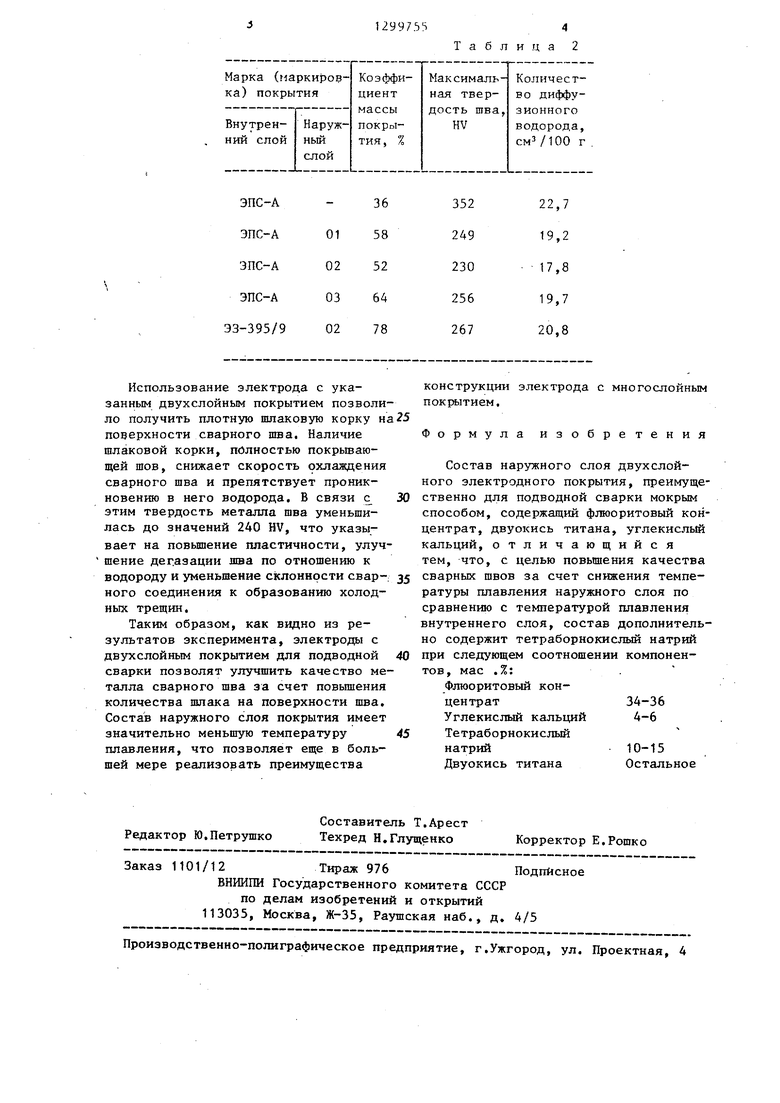
Результаты испытания электродов для подводной сварки приведены в табл.2.
Использование электрода с указанным двухслойным покрытием позволило получить плотную шлаковую корку на поверхности сварного шва. Наличие шлаковой корки, полностью покрьшаю- щей шов, снижает скорость охлаждения сварного шва и препятствует проникновению в него водорода, В связи с этим твердость металла шва уменьшилась до значений 240 HV, что указывает на повышение пластичности, улучшение дегазации шва по отношению к водороду и уменьшение склонности свар-; ного соединения к образованию холодных трещин.
Таким образом, как видно из результатов эксперимента, электроды с двухслойным покрытием для подводной сварки позволят улучшить качество металла сварного шва за счет повьш1ения количества шлака на поверхности шва. Состав наружного слоя покрытия имеет значительно меньшую температуру плавления, что позволяет еще в большей мере реализовать преимущества
Редактор Ю.Петрушко
Составитель Т,Арест Техред Н.Глущенко
Заказ 1101/12Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г,Ужгород, ул. Проектная, 4
Таблица 2
конструкции электрода с многослойным покрытием.
Формула изобретения
Состав наружного слоя двухслойного электродного покрытия, преимущественно для подводной сварки мокрым способом, содержащий флюоритовый концентрат, двуокись титана, углекислый кальций, отличающийся тем, что, с целью повьшения качества сварных швов за счет снижения температуры плавления наружного слоя по сравнению с температурой плавления внутреннего слоя, состав дополнительно содержит тетраборнокислый натрий при следующем соотношении компонентов, мае ,%:. Флюоритовый концентрат34-36Углекислый кальций 4-6 Тетраборнокислый натрий10-15 Двуокись титана Остальное
Корректор Е,Рошко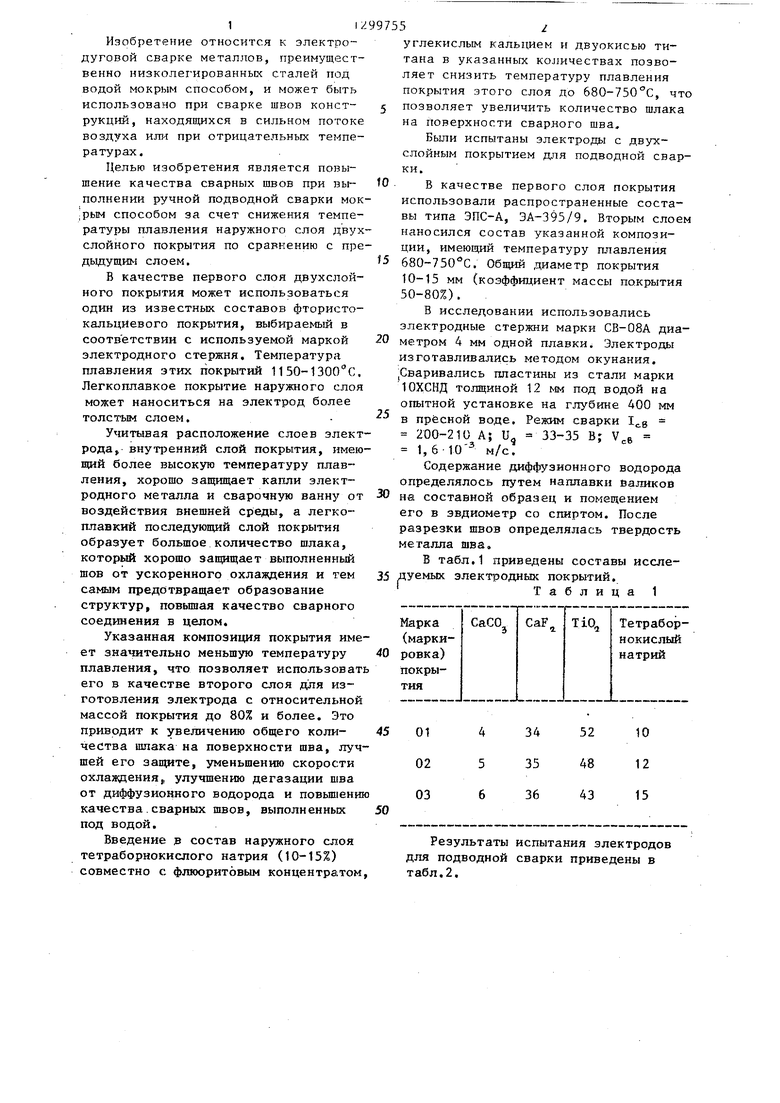
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД ДЛЯ ПОДВОДНОЙ СВАРКИ | 2006 |
|
RU2364483C2 |
| СОСТАВ ШИХТЫ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1995 |
|
RU2071895C1 |
| ЭЛЕКТРОД ДЛЯ ПОДВОДНОЙ СВАРКИ | 2006 |
|
RU2325983C2 |
| Редкоземельная аустенитная порошковая проволока для подводной мокрой сварки высокопрочных сталей | 2022 |
|
RU2792266C1 |
| Состав электродного покрытия для сварки никеля | 1989 |
|
SU1676777A1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 2003 |
|
RU2257987C1 |
| Состав электродного покрытия | 1983 |
|
SU1136912A1 |
| Покрытый электрод для подводной мокрой сварки | 2023 |
|
RU2825112C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ СТАЛЕЙ ПОД ВОДОЙ | 2013 |
|
RU2536314C1 |
| Состав электродной проволоки | 1983 |
|
SU1131121A1 |
Изобретение относится к электродуговой сварке металлов, преимущественно низколегированных сталей под водой мокрым способом. Целью изобретения является повышение качества сварных швов при выполнении ручной подводной сварки мокрым способом. Состав наружного слоя покрытия содержит двуокись титана, флюоритовый концентрат в количестве 34-36%, углекислый кальций в количестве 4-6%, В него вводится тетраборнокислый натрий (10-15%), что позволяет снизить температуру плавления покрытия этого слоя до 680-750°С. В качестве внутреннего слоя может быть использовано любое фтористо-кальциевое покрытие, температ ра плавления которого равна 1150-1 200 с. Применение двухслойных покрытий с легкоплавким наружным слоем обеспечивает образование большого количества шлака на поверхности шва, лучшую защиту расплавленного металла, уменьшение скорости охлаждения, улучшение дегаза- дни шва от диффузионного водорода, легкоплавкое наружное покрытие наносится на электрод более толстым слоем. 2 табл. ig вяА СД О1
| Мадатов М.М | |||
| Подводный ремонт кораблей и судов | |||
| М.: Военное издательство министерства обороны СССР, 1965, с | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| Двухслойное электродное покрытие | 1982 |
|
SU1057220A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Состав электродного покрытия | 1981 |
|
SU996049A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
