Изобретение относится к области дуговой сварки плавлением, в частности к разработке сварочных материалов для ручной подводной мокрой сварки малоуглеродистых и низколегированных сталей. Может быть использовано в газовой и других областях промышленности.
Проблема сварки подводных металлоконструкций во всех пространственных положениях на сегодняшний день не решена. Шлаковая система покрытия существующих электродов обеспечивает качественное формирование металла шва преимущественно в нижнем положении. При сварке на вертикальной плоскости и особенно в потолочном положении сварочно-технологические свойства электродов ухудшаются, так как физические свойства шлака, образующегося при плавлении электродного покрытия, не обеспечивают надежную защиту расплавленного металла, не предупреждают его стекание, а также образование подрезов и наплывов. Как результат, формирование наплавленного металла становится неудовлетворительным, механические свойства таких швов резко снижаются. В то же время большинство работ при ремонте подводных металлоконструкций (подводная часть корпуса судов, трубопроводы, вертикальные опоры платформ и стенки портовых сооружений) нужно выполнять именно в пространственных положениях, отличных от нижнего. Поэтому обеспечение возможности сварки во всех пространственных положениях - один из ключевых вопросов при создании электродных материалов, разработке или совершенствовании технологического процесса подводной сварки. Кроме того, уровень механических свойств металла швов не удовлетворяет требованиям "Спецификации по подводной сварке" ANSI/AWS D3.6, что ограничивает применение мокрой подводной сварки узким кругом малоуглеродистых сталей.
Известен электрод ЭПС-52 (Н.М.Мадатов. Подводная сварка и резка металлов. - Ленинград: Судостроение, 1967, с.142) с покрытием рудно-кислого типа, предназначенный для сварки под водой углеродистых и низколегированных сталей, покрытие которого содержит, мас.%:
Основными его недостатками являются неудовлетворительные сварочно-технологические свойства и низкий уровень механических свойств из-за очень высокого содержания диффузионного водорода и шлаковых включений.
В качестве прототипа нами избран электрод ЭПС-АН1 (Авторское свидетельство СССР №1706821, МПК В23K 35/365), который позволяет выполнять мокрую подводную сварку во всех пространственных положениях и покрытие которого содержит:
Но указанный электрод не обеспечивает качественное формирование многопроходных стыковых швов. Покрытие электрода-прототипа сугубо рутилового типа и создает короткие шлаки с высокой температурой твердения, что вызывает образование наплавленных валиков с низким коэффициентом формы - валики почти треугольные, довольно высокие, не имеют плавного перехода к поверхности предварительно наплавленных швов. При наплавке следующих швов это приводит к возникновению дефектов в виде несплавлений, зашлаковок, подрезов и т.п. Кроме того, указанные электроды не обеспечивают достаточный уровень механических свойств металла шва.
Задачей изобретения является обеспечение при сварке во всех пространственных положениях качественного формирования металла шва и показателей механических свойств металла шва в соответствии с требованиями "Спецификации по подводной сварке" ANSI/AWS D3.6.
Поставленная задача решается тем, что электрод состоит из стержня из проволоки Св08 и покрытия, содержащего рутиловый концентрат, полевой шпат и ферросилиций, в которое дополнительно введен флюорит, окись железа, магнезит металлургический, марганец металлической, никелевый порошок и карбоксиметилцеллюлоза при таком соотношении компонентов (мас.%):
Коэффициент массы покрытия составляет 22…25%.
Снижение температуры твердения шлака, его удлинение, а также увеличение угла смачивания основного метала расплавленным достигнуто путем введения в покрытие сбалансированного количества флюорита и окиси железа. Введение значительного количества фторидов обеспечивает снижение содержания водорода в металле шва, десульфацию расплавленного металла, высокую степень усвоения легкоокисляющихся элементов и вместе с полевым шпатом оказывает содействие образованию шлаковой корки, которая надежно защищает шов от окружающей среды, и получению хорошего формирования. Это техническое решение - результат тщательного исследования влияния компонентов тройной системы CaF2-TiO2-FeO на сварочно-технологические свойства электродов для подводной мокрой сварки.
Сущность проведенных опытов иллюстрирует фиг.1, где на концентрационном треугольнике качественно воспроизведен характер влияния соотношения ингредиентов системы CaF2-TiO2-FeO на сварочно-технологические свойства электродов. Здесь А - область оптимальных составов покрытия электродов, которые соответствуют требованию выполнения мокрой подводной сварки многопроходных стыковых швов во всех пространственных положениях.
Направление 1 - при таком изменении соотношений ингредиентов увеличивается склонность к образованию наплавленных валиков треугольной формы, образованию твердой керамической шлаковой корки со склонностью к заклиниванию при многослойной сварке стыковых соединений, увеличению коэффициента усиления швов, огрублению чешуйчатости, образованию дефектов в виде подрезов, шлаковых включений при сварке многопроходных швов.
Направление 2 - при таком изменении соотношений ингредиентов увеличивается склонность к образованию твердой керамической шлаковой корки, высоких неравномерных грубочешуйчатых, а в конце-концов литых валиков округлой формы, ухудшается отделение шлаковой корки, появляются большие капли рядом со швом, возрастает напряжение дуги, режим становится неустойчивым.
Направление 3 - при таком изменении соотношений ингредиентов увеличивается склонность к образованию валиков с малым усилением, мелкочешуйчатой поверхностью и плавным переходом к поверхности основного металла или предварительно наплавленных валиков, перенос расплавленного металла приобретает мелкокапельный характер, наблюдается образование аморфовидного шлакового покрытия наплавленных валиков, которое легко удаляется щеткой, возможность качественной сварки в пространственных положениях, отличных от нижнего, ограничивается.
Таким образом, границы содержания флюорита, рутилового концентрата и окиси железа, а также их соотношение в покрытии электрода, который предлагается в качестве изобретения, определены в ходе исследования шлаковой системы CaF2-TiO2-FeO и отвечают значениям области А оптимальных составов системы.
С целью улучшения стабилизации дугового промежутка и обеспечения стабильного горения дуги как на прямой, так и на обратной полярности, а также определенного увеличения коэффициента формы шва в покрытие введен магнезит (в виде магнезита металлургического), что также практически предотвращает разбрызгивание. Введение магнезита в количестве, которое превышает принятый предел, приводит к огрублению чешуйчатости валиков и неравномерности их по высоте.
Окись железа при введении в шлаковую систему CaF2-TiO2 снижает температуру ее плавления, а также коэффициент поверхностного натяжения, что приводит к мелкокапельному переносу расплавленного металла и образованию валиков с мелкочешуйчатой поверхностью и плавным переходом к основному металлу или металлу предварительно наплавленных валиков. Введение в покрытие предлагаемого электрода FeO в количестве меньшем заявленного, приводит к образованию "горбатых" валиков. Превышение количества FeO свыше предлагаемого предела способствует образованию легкоплавких шлаков, которые делают невозможным качественное формирование вертикальных и потолочных швов. Введение FeO в предлагаемом количестве в присутствии фторида кальция вызывает образование фторидов железа, которые также обеспечивают дополнительное снижение диффузионного водорода в наплавленном металле.
Введение полевого шпата в указанных границах вызывает образование достаточно плотной шлаковой корки и способствует вместе с магнезитом стабилизации дугового промежутка. Увеличение содержания полевого шпата сверх указанного предела приводит к образованию более жидкотекучих шлаков большой массы, что затрудняет сварку в пространственных положениях.
Введение марганца и никеля в принятых пределах обеспечивает получение наплавленного металла, прочностные свойства которого не ниже таковых для свариваемого металла.
Ферросилиций обеспечивает переход необходимого количества марганца в наплавленный металл. Но повышение его содержания выше предлагаемого предела приводит к уменьшению значения пластичности наплавленного металла, которое обусловлено твердорастворным упрочнением ферритной матрицы кремнием.
Для экспериментальной проверки предлагаемого технического решения были изготовлены 5 партий электродов со стержнями из сварочной проволоки Св08 диаметром 4 мм, состав покрытия которых приведен в Таблице 1.
Для оценки сварочно-технологических свойств водолазом-сварщиком в лабораторном бассейне на глубине 2 м во всех пространственных положениях сваривались стыковые образцы из стали Ст3 толщиной 14 мм. Формирование наплавленного металла оценивалось по трехбалльной системе, Таблица 2, с учетом внешнего вида, отделимости шлака, характера шлаковой корки, разбрызгивания, стабильности горения и т.п. Анализ полученных результатов позволяет сделать вывод, что электроды с покрытием предложенного состава обеспечивают удовлетворительное формирование многослойных швов во всех пространственных положениях.
Компоненты
Сварочно-технолог. свойства
Для определения механических свойств металла шва при сварке стали Ст3 были изготовлены электроды со стержнями из проволоки Св08 на базе покрытия №3, Таблица 1, в котором легирующие элементы изменялись в пределах, представленных в Таблице 3.
Из сварных соединений, выполненных в нижнем положении, в соответствии с требованиями "Спецификации по подводной сварке" ANSI/AWS D3.6 изготавливались образцы типа Ми12, ГОСТ 6996-66. Результаты испытаний приведены в таблице 4. Их анализ свидетельствует, что электроды с покрытиями №2-4 обеспечивают высокие показатели пластических и прочностных свойств металла шва и удовлетворяют требованиям "Спецификации по подводной сварке" ANSI/AWS D3.6 (δ≥12%, предел прочности металла шва выше предела прочности основного металла).
Для определения механических свойств металла шва при сварке во всех пространственных положениях использовали электроды с покрытием №3, Таблица 3. Полученные результаты приведены в Таблице 5.
Таким образом, предложенный электрод позволяет получить во всех пространственных положениях качественное сварное соединение с необходимым уровнем механических свойств при сварке под водой малоуглеродистых и низколегированных сталей и может быть рекомендован для применения при ремонте подводных трубопроводов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД ДЛЯ ПОДВОДНОЙ СВАРКИ | 2006 |
|
RU2325983C2 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1992 |
|
RU2056991C1 |
| Покрытый электрод для подводной мокрой сварки | 2023 |
|
RU2825112C1 |
| Электрод для сварки под водой низкоуглеродистых сталей | 1990 |
|
SU1706821A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2001 |
|
RU2220833C2 |
| Электродное покрытие | 1990 |
|
SU1754380A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ МЕХАНИЗИРОВАННОЙ ПОДВОДНОЙ СВАРКИ | 2014 |
|
RU2595161C2 |
| Электрод для сварки | 1990 |
|
SU1731551A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ СТАЛЕЙ ПОД ВОДОЙ | 2013 |
|
RU2536314C1 |
| Состав электродного покрытия для сварки низколегированных высокопрочных сталей | 1986 |
|
SU1320040A1 |
Изобретение может быть использовано для ремонта ручной дуговой сваркой металлоконструкций ответственного назначения, в том числе трубопроводов из малоуглеродистых и низколегированных сталей, эксплуатируемых под водой. Стержень электрода выполнен из стали Св08. Покрытие содержит компоненты в следующем соотношении, мас.%: флюорит 19,5-28,0, рутиловый концентрат 18,0-33,5, окись железа 13,0-28,0, полевой шпат 8,0-12,0, магнезит металлургический 4,0-8,0, марганец металлический 5,0-10,0, ферросилиций 0,5-2,0, никелевый порошок 0,5-3,5, карбоксиметилцеллюлоза 1,5-2,0. Коэффициент массы покрытия составляет 22-25%. Изобретение обеспечивает качественное формирование металла шва при сварке во всех пространственных положениях и высокие показатели его механических свойств. 1 ил., 5 табл.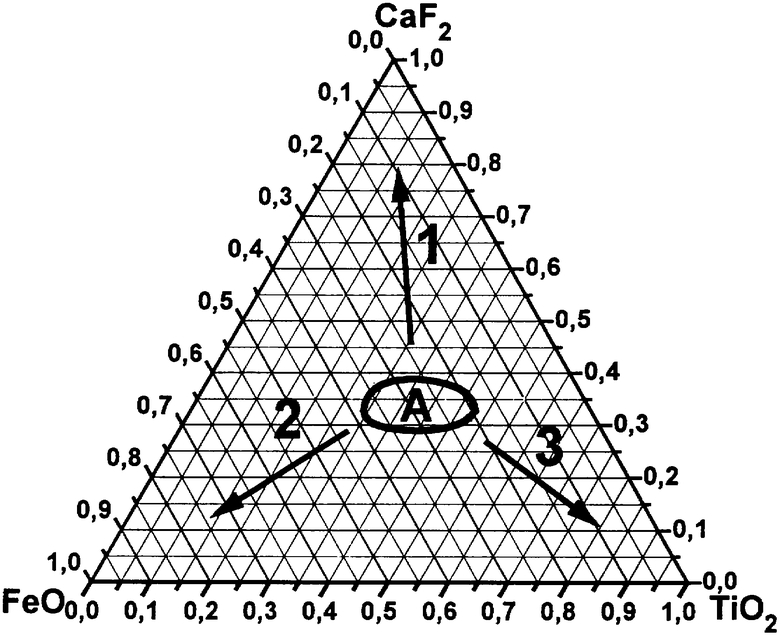
Электрод для подводной сварки, который включает стержень из проволоки Св08 и покрытие, содержащее рутиловый концентрат, полевой шпат и ферросилиций, отличающийся тем, что покрытие дополнительно содержит флюорит, окись железа, магнезит металлургический, марганец металлический, никелевый порошок и карбоксиметилцеллюлозу при следующем соотношении компонентов, мас.%:
при этом коэффициент массы покрытия составляет 22-25%.
| Электрод для сварки под водой низкоуглеродистых сталей | 1990 |
|
SU1706821A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ ПОД ВОДОЙ | 1992 |
|
RU2012471C1 |
| СОСТАВ ШИХТЫ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1995 |
|
RU2071895C1 |
| Устройство для прокладки и изготовления из термопластической ленты дренажной трубы | 1957 |
|
SU112008A1 |
| Устройство для прессования металла в литейной форме | 1986 |
|
SU1417997A1 |

