замкнутой траектории, выходит из ковра и возвращается в исходное положение. Обжатие ковра с вертикально ориентированными, волокнами регуt
Изобретение может быть нспользо- ваио в промыпшенности строительных материалов для изготовления волокнистых теплоизоляционных изделий с вертикальной слоистостью волокна.
. Целью изобретения является повышение надежности работы и облегчение переналадки на изготовление изделий различной толщины.
На фиг. 1 схематически изображена предлагаемая установка, общий вид; на фиг. 2 - схема цикла волнообразования.
Установка содержит раму 1, на которой размещены транспортер подачи минераловатного ковра, вьшолненный с роликами 2, приводимыми цепной передачей 3, и механизм гофрирования, содержащий волнообразующий рабочий орган в виде вертикальной планки 4, соединенной с одной стороны с криво- шипно-рычажным механизмом 5 возвратно-поступательного перемещения планки 4, имекицим шарниры А, В, С, Д, Е, а с другой стороны шарнирно соединенной с системой парных рычагов в виде пантографа 6. Механизм гофрирования содержит также обжимные роликовые транспортеры 7 и 8 с цепными передачами 9 и 10. Приспособление 11 для подъема и опускания транспортера 7 состоит из портала 12, закрепленного на раме 1, винтовых домкратов 13 и 14 с приводным маховиком 15 и цепной передачей 16 синхронизации перемещения домкратов. На раме 1 дополнительно закреплены угловая передача 17, звездочки 18 и 19 с шестернями 20 и 21.-Рама 1 имеет также колеса 22, на которых вся установка может откатываться в сторону (при необходимости профилактических ремонтов) .
Установка для изготовления волокнистых изделий с вертикальной ориентацией работает следующим образом.
лируется домкратами 13, 14. Толпщна вьшускаемых изделий регулируется за счет изменения скорости перемещения формирующей планки. 2 ил.
Первоначально поступаншщй конец ковра 23 подается роликами 2 к рычажному механизму 5, а затем вместе с волнообразуннцей планкой 4 ковер
перемещается к транспортёрам 7 и 8 обжатия (фиг.2 а). После первого ролика транспортера 8 ковер 23 упирается своим торцом в стопорную пластину 24-, приобретая при зтом форму выгнутой кверху дуги. При дальнейшем движении ковра 23 волна собирается и одновременно обжимается роликами транспортеров 7 и 8 (фиг.2S ). После получения первой волны стопорная
пластина 24 убирается, волна при этом ije распрямляется, так как находится в обжатом состоянии.- Планка 4 после получения одной волны, продолжая движение по замкнутой траектории
0 25, поднимается, выходит из зацепления с ковром и возвращается в исходное положение (фиг.26 ). Линейная скорость планки 4 как минимум в 1,5 раза больше линейной скорости перемещения ковра 23 в транспортерах 7 и 8 обжатия. Одновременно с получением волны после планки происходит образование волны и перед ней. При приближении планки 4 к транспортерам обжа0 тия часть ковра вследствие превьше- ния скорости подачи ковра 23 над скоростью перемещения планки 4 (как минимум в 1,5 раза) из-за .продольной силы сжатия теряет устойчивость
5 и происходит его искривление, т.е. зарождается следующая волна (фиг.2г).
Кривошипно-рычажный механизм 5 получает движение от вариатора 26 скорости через цепную передачу 27 от ролика транспортера 8 обжатия. При прохождении т. В звена АВ, вра- . щающегося вокруг неподвижной оси А полной окружности, т. Е механизма 5 описывает замкнутую траекторию 25, участки которой близки к двум взаимно перпендикулярным прямым c-d и
0
k-1 (фиг.2). Участок c-d траектории 25 - это участок, на котором происходит волнообразование с одновременной подпрессовкой ковра в продольном направлении, а участок k-1 - участок выхода планки 4 из ковра. Траектория движения планки 4 замкнутая. Для придания планке на всех участках траектории вертикального положения она дополнительно соединена с пантографом 6.
Величина обжатия выпускаемых изделий регулируется с помощью винтовых домкратов 13 и 14. Вращение от маховичка 15 передается посредством цепной передачи 16 синхронно к обоим винтовым домкратам одновременно.Домкраты 13 и 14 закреплены одним концом на неподвижном портале 12, а другим крепятся к транспортеру 7, который имеет возможность перемещаться в вертикальном положении. Толщина выпускаемых изделий регулируется за счет изменения скорости перемещения волнообразующей планки 4. Это достигается изменением частоты вращения вариатора 26, который соединен с приводным звеном АВ механизма 5.Частота вращения вариатора 26, а вместе с ним .и скорость перемещения планки 4, изменяется как совместно с изменением скоростей транспортера подачи и обжатия, так и раздельно. Это позволяет плавно, без остановки всей технологической линии перестраиваться на вьтуск изделий разной толщины с различными прочностными характеристиками .
При выпуске изделий с горизонтально-слоистой структурой планка 4 выводится в крайнее верхнее положение,а с помощью вариатора выключается привод мехади ма 5. Транспортеры обжатия разводятся на требуемый размер, который превышает размер выпускаемых изделий, таким образом установка не мешает работе всей технологической линии и не требуется ее остановка.
Привод всей установки осуществляется с помощью цепной передачи от трансмиссионного вала технологической линии (условно не показано) на угловую передачу 17.
Конструкция установки обеспечивает надежное и непрерывное производство теплозвукоизоляционных материалов и изделий с вертикальной ориентацией волокна. Вставка предлагаемой установки в существующие технологические линии позволяет значительно расширить ассортимент выпуск аемой продукции и значительно поднять качество за счет повышения прочности на сжатие и изгиб. После окончания процесса гофрирования ковра перед камерой тепловой обработки можно производить армирование ковра или
многорядную прошивку ковра в направлении, поперечном гофрам.
Формула изобретения
Установка для изготовления волокнистых теплоизоляционных изделий с вертикальной слоистостью, содержащая транспортер подачи минераловатного ковра и механизм гофрирования с закрепленным на парных качающихся рычагах перпендикулярно продольной оси подающего транспортера волнообразую- щим рабочим органом и установленными друг над другом обжимными транспортерами, отличающаяся тем, что, с целью повышения надежности работы и облегчения переналадки на изготовление изделий различной толщины, она снабжена соединенным с
приводом обжимных транспортеров крн- вошипно-рычажным механизмом возврат но-поступательного и плоско-параллельного перемещения рабочего органа, выполненного с установленной
над подающим транспортером вертикальной планкой, причем система соединенных с планкой парных качающихся рычагов выполнена в виде пантографа.
23
fpus. 2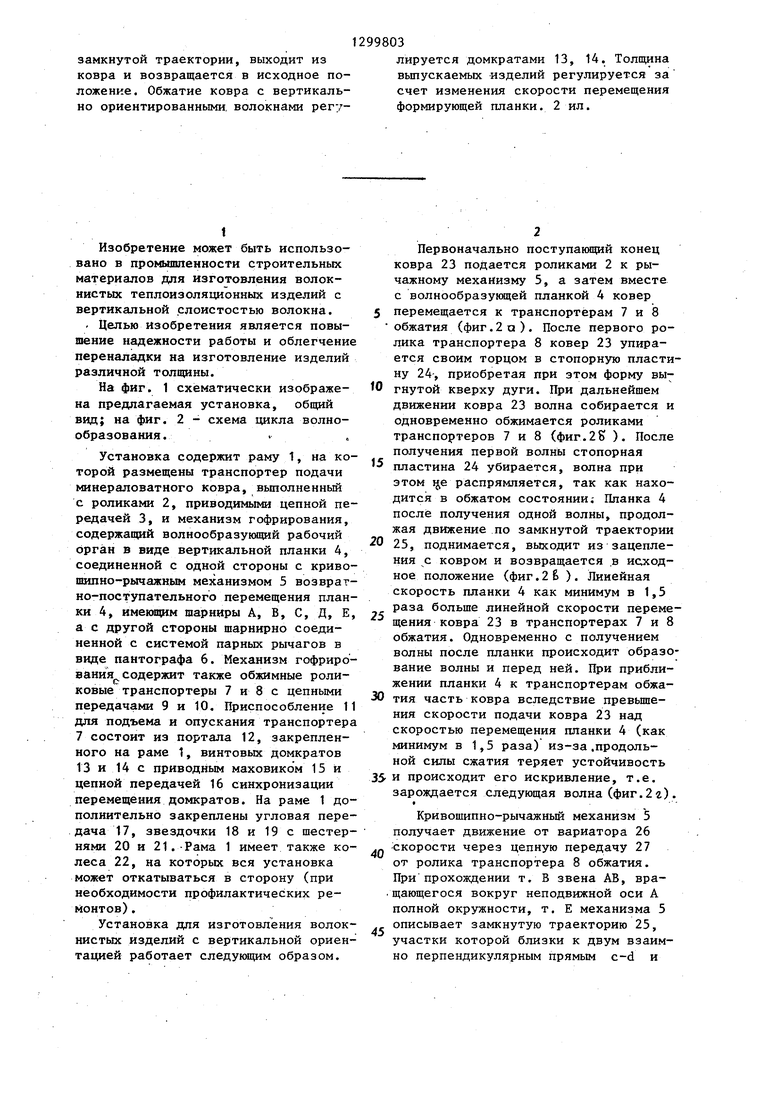
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления волокнистых изделий | 1985 |
|
SU1315318A1 |
| Установка для изготовления минераловатного ковра | 1985 |
|
SU1293027A1 |
| Установка для изготовления волокнистыхТЕплОизОляциОННыХ издЕлий | 1979 |
|
SU842077A1 |
| СПОСОБ ПРОИЗВОДСТВА МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2506158C1 |
| Установка для гофрирования ковра минеральной ваты | 1980 |
|
SU903362A1 |
| Устройство для формования минераловатных или стекловатных изделий | 1979 |
|
SU876626A1 |
| Способ формования скорлуп из минераловатного ковра и устройство для его осуществления | 1985 |
|
SU1342738A1 |
| Устройство для формования волокнистого ковра с вертикальной слоистостью | 1978 |
|
SU876625A1 |
| СПОСОБ ПРОИЗВОДСТВА МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2352457C1 |
| Маятниковый раскладчик | 2015 |
|
RU2618331C1 |
Изобретение относится к производству строительных теплозвукоизо- ляционных материалов и изделий на основе минеральной или стеклянной ваты. Изобретение позволяет повысить надежность работы и облегчить пере- :наладку на изготовление изделий различной толщины. Вертикальная ориентация волокна в минераловатном ковре достигается с помощью формирукядей планки 4. Планка шарнирно соединена с шарнирно-рычажным четырехзвенным прямолинейно направляющим механизмом 5. Для обеспечения на всех участках замкнутой траектории вертикального положения формирующей планки она дополнительно соединена с пантографом 6. Ковер 23 подается к формирующей планке, где происходит образование волн как перед планкой, так и после нее. Имеется разница скоростей движения: транспортера подачи, формирующей планки и транспортеров обжатия 7 и 8. После образования волны формирующая планка под- прессовывает ковер с вертикальными (Л 23
Составитель Б.Коган Редактор Л.Повхан Техред Л.Сердюкова
Заказ 1103/14 Тираж 525Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
«, .-.. - .. ------- . - - «, - -. - - - - -.-.- , - - --. - - --- ..«i.
Производственно-полиграфическое предприятие, г.Ужгород, ул,Проектная,4
Корректор М.Демчик
| Установка для гофрирования ковра минеральной ваты | 1980 |
|
SU903362A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Установка для изготовления волокнистыхТЕплОизОляциОННыХ издЕлий | 1979 |
|
SU842077A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
