Изобретение относится к теплоизоляционным строительным материалам, в частности для изготовления армированного минера- ловатного ковра с вертикальной или горизонтальной слоистостью волокон.
Целью изобретения является повышение качества изделий и расширение ассортимента армирующего материала.
На фиг. 1 схематично изображена предложенная установка, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - запасовочный диск с канавкой, общий вид.
Установка содержит размещенный после камеры волокноосаждения механизм армирования, который состоит из вращающегося дискового ножа 1, запасовочного диска 2, формирующих продольных роликов 3, отклоняющего валика 4, барабана 5 с тормозом 6 и форсунок 7 и 8. Все эти узлы крепятся на металлической рамке 9, которая
10
15
части дисков показаны на фиг. 2 и 4). При переходе с одного вида армирующего материала на другой производится и смена дисков 2. Диски без канавки применяются при работе установки со стеклотканью, а диски с канавками - при работе установки со стеклонитями. Для натяжки арматуры перед укладкой в минераловатный ковер служат тормоза 6, установленные на валах барабанов 5.
Детали механизма армирования закрепляются на подвижной металлической рамке 9, которая может перемещаться с помощью втулки 10 и полувтулки 11, на опорных осях 12 и 13. Для фиксации втулки 10 относительно оси 12 служит стопорный винт 14. Механизм армирования после вывинчивания стопорного винта 14 из втулки 10 может перемещаться относительно минераловатного ковра 15 в поперечном направлении, а также может и поворачиватьв свою очередь крепится с помощью втул- 20 ся относительно оси 12. Это необходимо при
ки 10 и полувтулки 11 на опорных осях 12 и 13. Втулка 10 имеет стопорный винт 14.
Установка работает следующим образом.
Минераловатный ковер 15 из камеры волокноосаждения или из устройства гофрирования минераловатного ковра (не показано) подается роликами транспортеров 16 и 17 Б камеру 18 тепловой обработки ковра. В процессе перемещения в ковер запас- совывается арматура (например, стеклоткань 19 или стеклонить 20). Для этого в минераловатном ковре продавливаются канавки с помощью вращающихся дисковых ножей 1, а в канавки запасовочными дисками 2 заправляют арматуру, которая перед этим смачивается форсунками 7 и 8. Арматура сматывается с барабанов 5 и через отклоняющие валики 4 попадает на формирующие ролики 3, которые придают ей U-об- разный профиль, необходимый для закладки в ковер. Арматура заправляется в с одной или двух сторон.
В случае применения в качестве арматуры нитей работа установки происходит следующим образом.
Нить с барабанов 5 поступает прямо в запасовочный диск 2, который на торцовой части имеет канавку для фиксации нитей в поперечном направлении. Запасовочный диск 2 является сменным (формы торцовой
25
30
35
40
45
подъеме механизма вверх для удобства осмотра, заправки арматурного материала, а также упрощает обслуживание. Таким образом, поперек ковра можно располагать разное количество рамок 9 с механизмами армирования и определять количество полос и щаг армирования.
Армированные изделия обладают хоро- щей прочностью на изгиб, придают им монолитность и формостабильность, а также могут использоваться как самонесущие элементы в конструкциях подвесных звукоизолирующих потолков и других изделиях.
Формула изобретения
Установка для изготовления минераловатного ковра, содержащая расположенный между камерами волокноосаждения и тепловой обработки передаточный транспортер с механизмами армирования верхнего и нижнего слоя ковра, отличающаяся тем, что, с целью повышения качества изделий и расширения ассортимента армирующего материала, каждый из механизмов армирования выполнен с дисковым ножом, формирующими профильными роликами и запа- совочным диском, смонтированными на общей рамке, установленной с возможностью возвратно-поступательного перемещения перпендикулярно к продольной оси транспортера.
5
части дисков показаны на фиг. 2 и 4). При переходе с одного вида армирующего материала на другой производится и смена дисков 2. Диски без канавки применяются при работе установки со стеклотканью, а диски с канавками - при работе установки со стеклонитями. Для натяжки арматуры перед укладкой в минераловатный ковер служат тормоза 6, установленные на валах барабанов 5.
Детали механизма армирования закрепляются на подвижной металлической рамке 9, которая может перемещаться с помощью втулки 10 и полувтулки 11, на опорных осях 12 и 13. Для фиксации втулки 10 относительно оси 12 служит стопорный винт 14. Механизм армирования после вывинчивания стопорного винта 14 из втулки 10 может перемещаться относительно минераловатного ковра 15 в поперечном направлении, а также может и поворачиваться относительно оси 12. Это необходимо при
подъеме механизма вверх для удобства осмотра, заправки арматурного материала, а также упрощает обслуживание. Таким образом, поперек ковра можно располагать разное количество рамок 9 с механизмами армирования и определять количество полос и щаг армирования.
Армированные изделия обладают хоро- щей прочностью на изгиб, придают им монолитность и формостабильность, а также могут использоваться как самонесущие элементы в конструкциях подвесных звукоизолирующих потолков и других изделиях.
Формула изобретения
Установка для изготовления минераловатного ковра, содержащая расположенный между камерами волокноосаждения и тепловой обработки передаточный транспортер с механизмами армирования верхнего и нижнего слоя ковра, отличающаяся тем, что, с целью повышения качества изделий и расширения ассортимента армирующего материала, каждый из механизмов армирования выполнен с дисковым ножом, формирующими профильными роликами и запа- совочным диском, смонтированными на общей рамке, установленной с возможностью возвратно-поступательного перемещения перпендикулярно к продольной оси транспортера.
ВидА
Фifг.Z
5-Б
Фмг.д
ФигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для производства минераловатных изделий | 1987 |
|
SU1500478A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ВЕРТИКАЛЬНО-СЛОИСТОЙ СТРУКТУРЫ НЕПОСРЕДСТВЕННО ИЗ КОВРА ГОРИЗОНТАЛЬНО-СЛОИСТОЙ СТРУКТУРЫ И СПОСОБ ЕЕ ФУНКЦИОНИРОВАНИЯ | 2008 |
|
RU2389603C2 |
| Установка для изготовления из минераловатного ковра плит с вертикальной слоистостью | 1978 |
|
SU771074A1 |
| Поточная линия для изготовленияМиНЕРАлОВАТНыХ или СТЕКлОВАТНыХиздЕлий | 1977 |
|
SU815000A1 |
| СПОСОБ ПРОИЗВОДСТВА МИНЕРАЛОВАТНЫХ ПОЛОС И ПЛИТ | 2008 |
|
RU2372191C1 |
| Устройство для формования минераловатных или стекловатных изделий | 1979 |
|
SU876626A1 |
| Способ производства минераловатных теплоизоляционных материалов на основе базальтовых горных пород и получаемый минераловатный утеплитель на основе экологически чистых базальтовых горных пород | 2022 |
|
RU2804530C1 |
| УСТРОЙСТВО для ПОДАЧИ БУМАГИ | 1968 |
|
SU207097A1 |
| Установка для изготовления волокнистых теплоизоляционных изделий | 1985 |
|
SU1299803A1 |
| Поточная линия для производства волокнистого прошивного мата | 1989 |
|
SU1728022A1 |
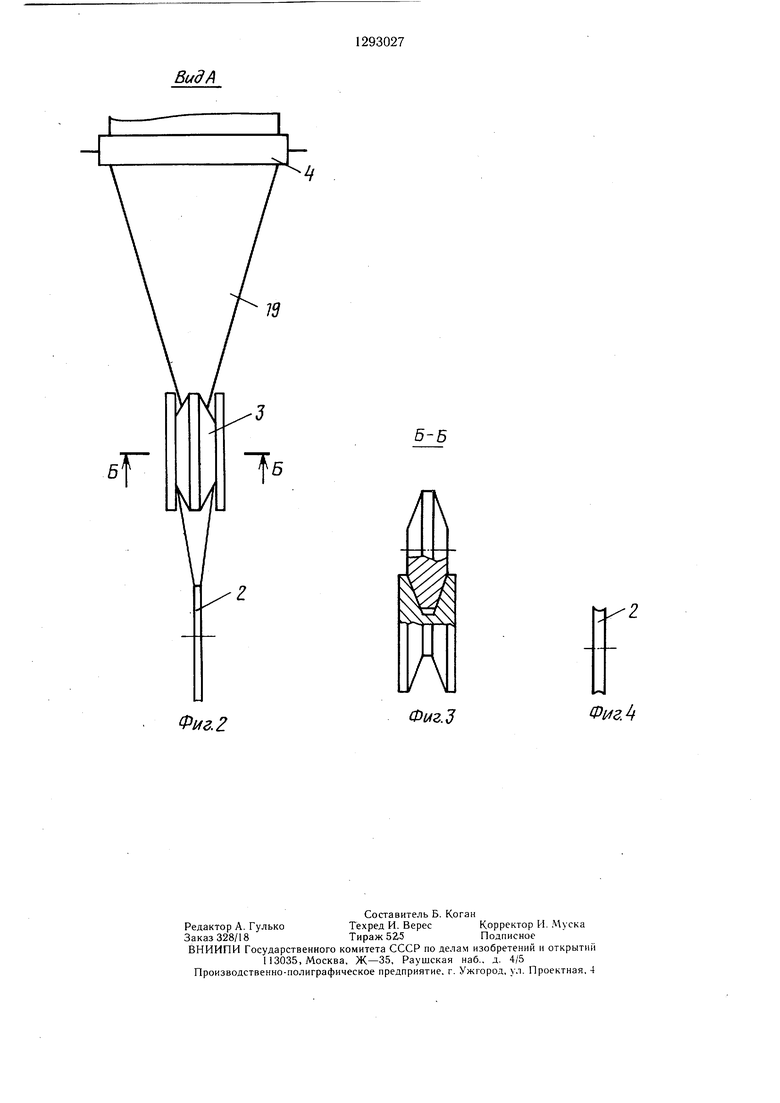
Установка относится к оборудованию промышленности теплозвукоизоляционных материалов и изделий. Цель изобретения - повышение качества изделий. Установка выполнена с дисковым ножом 1, запасовоч- ным диском 2, формируюшим профильным роликом 3. Эти узлы крепятся на металлической рамке 9. Рамка 9 крепится с помощью втулки 10 и полувтулки 11 на опорных осях 12 и 13. Втулка 10 имеет стопорный винт 14. 4 ил. 11 13 сГГ} о d Р (Л 18 п Коо о о о о о о 2 ;5 - 18 к со со о to фиг. 7
| Поточная линия для изготовления жестких минераловатных плит | 1983 |
|
SU1096258A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Авторское свидетельство СССР № 869231, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
