1
Изобретение относится к прокатному производству и может быть применено на непрерывно-заготовочных и мелкосортных станах.
Цель изобретения - увеличение срока службы балков.,
На фиг.1 показана схема проката металла в клети со стороны неприводной опоры; на фиг.2 - разрез А-А на фиг.1; на фиг.З и 4 - схема последовательной эксплуатации калибров валков.
Способ осуществляют следующим образом.
Новые валки 1 и 2 механизмом перевалки заводят в клеть, устанавливают первый калибр со стороны неприводной опоры 3 на линию прокатки. Затем настраивают клеть .(зазор и положение ручьев калибра) по существующей технологии и проводят прокатку металла 4. По мере износа калибров производят переход на новый калибр до полного износа валка. При этом материал валка испытывает напряжение изгиба от изгибающих моментов М, и кручения от крутящих моментов . Крутящий момент направлен на преодоление сил трения в опорах и момента прокатки, включая натяжение .полосы от предьщущей клети, и создает остаточные напряжения кручения , направленные на касательной к цилиндру валка. Максимальные напряжения :„„ образуются на поверхности
NV
Но со стороны привода момент кручения передается по неизнощенным калибрам, А изношенные калибры испытывают намного меньше напряжения, кручения от момента трения в неприводной опоре 3. После восстановления профиля калибров валки 1 и 2 меняют местами. При этом направление вращения валков меняется и в материале валка возникают напряжения кручения ГКР противоположного знака, компенсирующее остаточные напряжения от предыдущей эксплуатации.
Перестановка валков (верх на низ правый на левую сторону) позволяет изменить направление вращения валка и при этом компенсировать прилагае015012
мым крутящим моментом остаточные напряжения кручения противоположного знака. Перестановка также позволяет использовать неизношенные поверхнос5 ти приводного хвостовика валка в соединении со шпинделем; При этом уменьшаются зазоры и динамика в соедине - ниях. Компенсация напряжений и зазоров увеличивают срок службы валка,
10 так как уменьшают вероятность поломки валка. Износ калибров со стороны холостой опоры дает возможность передавать крутящий момент по сечению валка с неизношенными калибрами, без
15 концентраторов напряжений.
Изношенные калибры, кроме изгиба, испытывают лишь крутящие нагрузки от момента трения (М-|.р) в неприводной опоре. Эти напряжения в десятки раз
.0 меньше крутящего момента со стороны приводной опоры 5, что гарантирует от поломок валка по изношенным сечениям и увеличивает его срок службы. Начальный износ неприводной опоры от действия сил в ближнем калибре по темпам приравнивается к износу приводной опоры и валок выравнивается по опорам. При этом меньше влияет вибрация на работу калибров с холостой
25
30
стороны, так как с приводной стороны
опора изношена в меньшей степени к концу службы валка. Особенно это заметно на подшипниках скольжения,.
Способ позволяет сократить затра- . 35 ты на производство проката за счет
сокращения поломок валков и аварийных простоев стана, а также улучшить качество проката.
40 Формула изобретения
Способ эксплуатации калиброванных прокатных валков после их восстановления, включающий установку 45 верхнего и нижнего приводных валков в клети с последовательным переходом прокатки по калибрам по мере их износа, отличающийся тем, что, с целью увеличения срока их 50 службы, валки перед установкой в
клеть меняют местами, а эксплуатацию начинают с калибра наиболее удаленного от привода валков.
/f-/1
г
Kp Кр.
Фиг.2
иг.1
(риг Ч
Редактор М.Бланар
Составитель М.Блатова Техред М.Ходанич
Заказ 1176/9 Тираж 481Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.,.д, 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор А.Зимокосов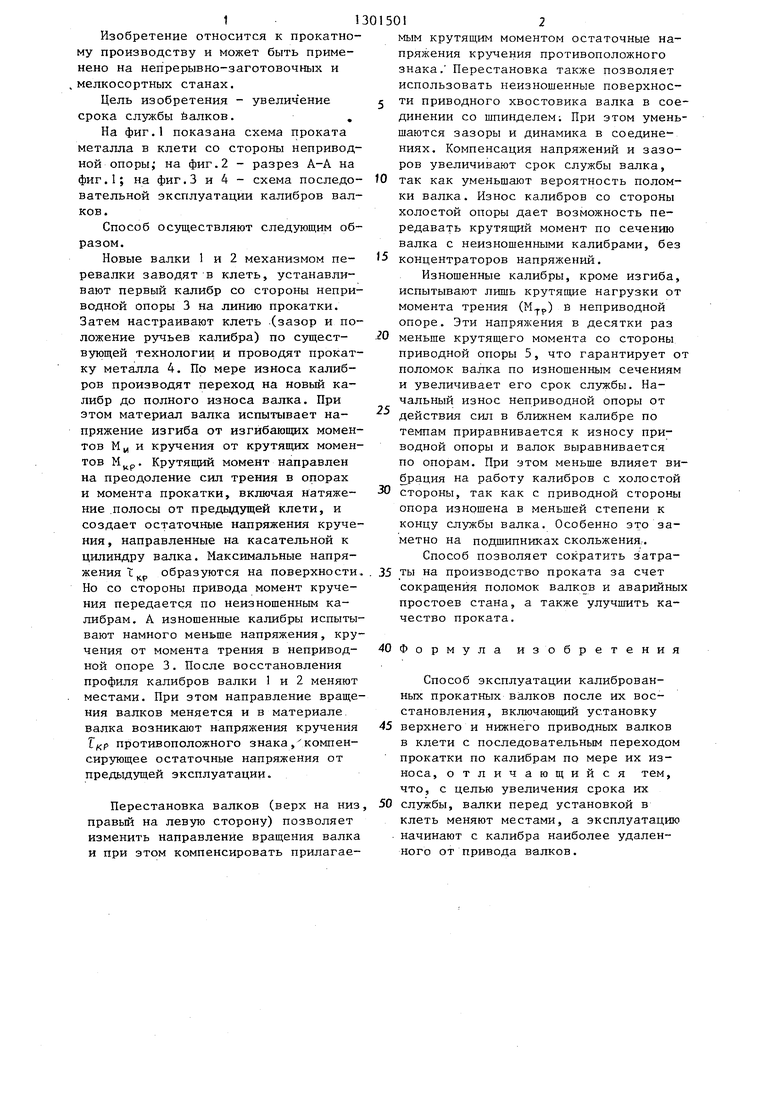
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2204450C2 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| Способ сборки предварительно напряженного прокатного валка нереверсивной клети | 1981 |
|
SU997869A1 |
| Универсальная прокатная клеть для прокатки несимметричных фасонных профилей | 1981 |
|
SU969348A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1994 |
|
RU2087220C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ШПИНДЕЛЯ ПРОКАТНОГО СТАНА С ВАЛОМ ШЕСТЕРЕННОЙ КЛЕТИ | 2000 |
|
RU2188088C2 |
| Способ регулирования растворов валков смежных клетей непрерывных групп прокатного стана | 1981 |
|
SU1014611A1 |
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| Комплект листопрокатных валков | 1988 |
|
SU1611472A1 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |

Изобретение позволяет увеличить срок службы валков при их эксплуатации после восстановления . Перед установкой приводных прокатных валков в клеть их меняют местами (верх на низ, правьй на левый), что позволяет изменить направление вращения валка и компенсировать возникающим крутящим моментом остаточные напряжения кручения противоположного знака, полученные при предыдущей кампании валков. Перестановка также позволяет использовать неизношенные поверхности приводного хвостовика валка в соединении со шпинделем. Эксплуатацию валков начинают с калибра, наиболее,удаленного от привода валков. Начальный износ неприводной опоры от действия сил в ближнем ка- либре по темпам приравнивается к износу приводной опоры и валок выравнивается по опорам, при этом влияние вибрации на работу калибров с холостой стороны меньше. 4 ил. I (Л о ел
| Безнос М.П | |||
| Настройка сортовых прокатных станов.-М.; Металлургия, 1974, с.91-102 | |||
| Шулаев И.П | |||
| Вальцовщик обжимных и заготовочных станов | |||
| -М.:Металлур- гия, 1973, с.183-188, 201-202. |
