Изобретение относится к автоматизации прокатного производства и может быть использовано в системах управления непрерывных групп прокатных станов. Известен способ управления, включающий измерение шероховатости поверхности проката, сравнение измерен ной шероховатости с заданной величиной, маркирование дефектных участков прокатки, на которых величина шероховатости превышает заданную величину, и формирование сигнала на замену калибра 1. Недостатками указанного способа являются отсутствие определения износа калибров и оптимального распределения обжатий по клетям, недоиспользование калибров по износу и возможность форми)ования ложного сиг нала на смену калибра при случайных возмущениях. Известен способ регулирования растворов валков клетей непрерывных групп прокатных станов, включающий измерение раствора валков, фиксацию превышения предельно допустимых отклонений раствора валков и отработку этого превышения перемещением нажимных винтов t2 }. К недостаткам этого способа относятся увеличенное время простоя стана из-за необходимости смены калибров в различных клетях в разное время и недоиспользование калибров по износу. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ регу лирования толщины полосы на станах горячей прокатки, согласно которому измеряют текущее значение толщины полосы на выходе стана, определяют текущее значение отклонения толщины полосы от заданного значения, измеряют текущее значение температуры и скорости подката, изменяют зазор валков клетей после выхода из каждо клети предыдущей полосы на величину пропорциональную разности полученных значений дисперсии З. Неда статком известного способа является также увеличенное время пр стоя из-за необходимости смены рабочих валков в различных клетях в разное время. Цель изобретения - повынение про изводительности стана и сокращение расхода прокатных валков. Указанная цель достигается тем, что согласно известному способу рег лирования, включающему измерение . температуры и скорости каждой прока тываемой заготовки, вычисление и от ботку требуемой величины изменения растворов валков для каждой из двух или более смежных клетей, дополнительно в двух или более смежных кле тях измеряют усилие прокатки и длину каждой прокатанной заготовки с момента начала эксплуатации калибров валков этих клетей, фиксируют моменты времени начала и окончания прокатки заготовок в них, определяют средние значения усилия, скорости и температуры для каждой прокатанной заготовки, определяют коэффициент пропорциональности износа калибров валков, вычисляют величину износа калибра при прокатке каждой заготовки, определяют суммарную величину износа калибра с момента начала его эксплуатации после прокатки Кс1ждой заготовки, определяют остаточное до допустимой величины значение износа после прокатки каждой заготовки, вычисляют остаточную суммарную длину заготовок, которая может быть прокатана в валках выходной клети до достижения допустимой величины износа их катающих калибров, определяют величину остаточной суммарной длины заготовок, которая может быть прокатана в валках первой, преяшествующей выходной, клети до достижения допустимой величины износа их катающих калибров одновременно с допустимой величиной износа калибров валков выходной клети, вычисляют требуемые значения усилия прокатки и входной толщины заготовки в первой, предшествующей выходной, клети, вычисляют требуекие величины усилия, и изменения раствора валков во второй, предшествующей выходной, клети при достижении износа заданной величины в выходной или предшествующей клети, производят одновременную смену валков этих клетей. Средние значение усилия Р рости Vj, и температуры Т.рНа каждой прокатанной заготовке определяют по формулам Vкоэффициент К пропорциональности износа по формуле к к. где К:.- - коэффициент, учитывающий влияние температуры проката на величину износа, к:. - коэффициент, учитывающий влияние скорости проката на величину износа. Кц - номинальное значение коэффициента пропорциональност К при установленных технол гией прокатки значенияхте пературы Л-ц и скорости /у Величину износа калибра от пр катки каждой заготовки определяют по формуле и 1ср.ре Величину износа Иоет после прока ки каждой заготовки определяют по формуле ИАОП- Для выходной (1-ой) клети вычис ляют остаточную суммарную длину заготовок, которую можно прокатать в п-ой клети до достижения допусти мой величины износа И по формул Е Лет in (-,, ОСТР р п cpn Для первой предшествующей клети (п-1) вь1числяют величину требуемой остаточной суммарной jyinntit з готовок, которую нужно прокатать в (п-1Ьой клети до достижения допусти мой величины износа п-1-ой клети одновременно с достижением Идд„ в п-ой клети по формуле трест п-1 где /U. - величина вытяжки проката в п-ой клети. Требуемую величину усилия прока ки в n-1-ой клети вычисляют по фор иуле оот Ip-i ТР - -,« П--1 трест п-ч Вычисляют величину а S требуемог изменения раствора валков n-1-ой кл ти по формуле РтрП-1Уп- 1 „, где жесткость n-1-ой клети, вычисляют требуемое значение входной эквивалентной толщины-fu в. n-1-ой клети по формуле РТР ™П-1- . te -f.SRcC Г. ,/1.1 otW ,, ...где F - площадь контактной поверхности калибра; 2 - предел текучести с учетом влияния среднего главного напряжения; R -.радиус валков по дну калибра-, оС - угол захвата тр п-1 входная требуемая и выходо ная эквивалентная толщины 1П-1 проката в n-1-ой клети; f - коэффициент трения, Требуемую величину усилия прокатки Р n-i.° второй предшествующей клети п- вычисляют по формуле (11) с подстановкой в нее выходной толщи- ны n-2-ой клети4,р„,11 и других параметров для n-2-ой клети, вычисляют требуемую величину изменения раствора валков в n-2-ой клети по формуле где - усилие, лпределяемое технологией прокатки для n-2-ой клети, жесткость n-2-ой клети. Способ позволяет контролировать степень иэноса калибров валков двух или более клетей стана и управлять процессом нарастания величин износа этих калибров таким образом, чтобы обеспечить достижения И - допустимой величины износа в двух или более клетях одновременно. тем самым обеспечивается сокращение cyi iapHoro времени простоя стана в результате сокращения времени его остановки на смену изношенных калибров к валков путем совмещения этих смен по двум или более клетям. При этом также сокращается расход валков благодаря более полному использованию их по износу и количество прокатанного 4eтaллa пониженной сортности из-за несвоевременной смены изношенных калибров. Использование предлагаемого способа на стане, оснащенного механизмами смены изношенных калибров и валков, позволяет перейти к полной автоматизации процесса смены калйбров и валков. Номинальную величину коэффициента пропорциональности , определяют экспериментально прокатной фиксированной суммарной длины заготовок Е установленных технологией прокатки значениях Т и скорости V, На каждом сортё1менте в отдель- . ности. При этом фиксируют величину усилия Р прокатки и величину износа Ид калибра (на наиболее изнашиваемой части его периметра ) , вычисляют величину среднего усилия прокатки по формуле и определяют номинальную величину коэффициента пропорциональности: по формуле к 1с
И,
%«СФ
K-J. 1, к 1, так как экспериментальные данные берутся для участков, прокатанных при установленных технологией прокатки значениях . температуры и скорости. Так, например, для чистовой клети проволочного стана 280 при производстве катанки обыкновенного качества диаметром 8 мм при Ту 880°С, Vy 24 м/с величина Kf 3,24 .км
Величины безразмерных технологических коэффициентов к и к для условий прокатки при установленных технологией значениях температуры
проката Ту и скорости прокатки Vy
экатки Vv L, к у 1. равны единице, т.е. К-р 1, Ку
Эти коэффициенты учитывают изменение интенсивности износа при откло ениях температуры и скорости прокатки от установленных значений.
Определение зависимости к... от температуры прокатки и зависимости Ку от скорости прокатки производится экспериментальным путем. Фиксируя суммарную длину проката fj- ф и усилие прокатки РФ при прокатке заготовок, у которых температура прокатки была равной установленному значению 1 , а скорости прокатки изменялись, и, измеряя скорость экспериментальной прокатки V. и величину износа H на , можно определить величины скогтных коэффициентов к по формуле
И
40
1«.,
где к 1 и, следовательно, к к к для различных, величин скорости прокатки V, т.е. можно определить зависимость к у f (V) .
Аналогичным образом можно определить зависимость коэффициента K-J- от температуры прокатки к-,. f(T), выИ5Ц.... 9
числяя по формуле Кт-Х-iif - ДЛЯ ;
н ГФ
участков полосы, прокатаншлх на скорости, равной установленному значению .е. при Ку 1 и при различ-55 Иых величинах температуры прокатки Т. При небольших колебаниях температуры Т металла и .скорости-V прокатки на стане эти зависимости могут быть аппроксимированы линейными функци- 60 ями
к а + Т и
13 14
V
Ку ЗУ + Су
Су - посто|;нные
где а- ,
-;т
65 величины.
Например, для чистовой клети проволочного стана 280 при производстве катанки обыкновенного качества к -0,85 + 2,1 , Ку 0,49€ +. + 0,021 V.
Согласно предлагаемому способу для двух (п-ой и n-1-ой/ клетей Ыли более ) вычисляют величину износа И рботающих калибров смежных п-ой л n-1-ol или более } клетей после прокатки каждой заготовки по формуле 5 и затем, складывая для каждого -из работающих калибров в отдельности величины износа, полученные от прокатки в этих калибрах всех.предыдующих i-ых заготовок с момента начала их эксплуатации до момента окончания прокатки i-ой заготовки, определяют суммарный износ каждого из этих калибров в отдельности (т.е.
i
Иу.. Г ц) на момент окончания проii -, ;
катки 1-ой заготовки.
Затем определяют остаточные ( до допустимых величин износа Идц величины износов Идет работающих .калибров п-ой и n-1-ol (или более) клетей на момент окончания прокатки i.-ой заготовки, т.е. ИдстпИ И (или еще и для других клетей ) , по формуле 6 , т.е.
ост i п п z: i п
ост t п-1 п-1 i пИ
Осуществляемая коррекция вытяжек к клетях весьма незначительна и вызываемое этой коррекции изменение геометрических размеров проката также мало. Например, при вышеуказанных условиях прокатки в предпоследней чистовой клети проволочного стана 280 изменение раствора валков на 0,005 NW изменило суммарную длину, на которой был достигнут допустимый износ калибра, на 33,5 км и никак не отразилось на изменении геометрических размеров готового проката и устойчивости прокатки.
Такое положение обусловлено тем, что величина износа накапливается на большой длине и поэтому даже небольшое изменение усилия прокатки существенно изменяет суммарную длину прокатанных заготовок, на которой достигается Допустимый износ калибра.
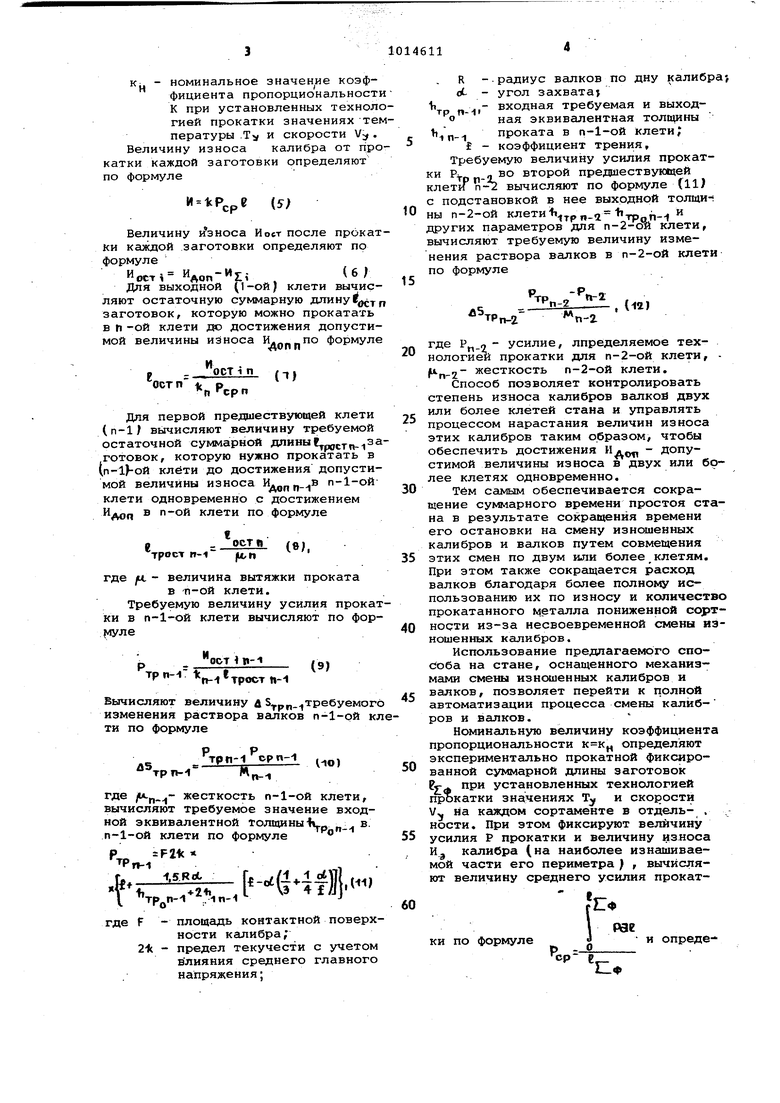
На чертеже приведена блок-схема устройства, реалИзУкщего предпагае кый способ.
Выходы Датчиков. 1 усилия прокатки Р, датчиков 2 температуры Т проката, датчиков 3 скоростиV прокатки и датчиков 4 импульсов соединены с входами соответственно ключей 5, 6, 7 и 8, выходы которых соединены с входами соответственно блоков 9 усредне ния усилия прокатки, блоков 10 усред нения температуры заготовки, блоков 11 усреднения скорости прокатки и блоков 12 определения длины прокатан ной заготовки. Управляющие входы клю чей 5-8 соединены с выходами фотореле 13, выходы которых соединены также с управляющими входами ключей 14, «на вход которых подается постоянное напряжение OQ, а их выхо ды соединены с входами, блоков 15 интегрирования единичного сигнала постоянной величины Up, Вторые входы блоков 9-11 усреднения, соединены с выходами блоков 15 интегрировани:я. Выходы блоков 10 и 11 усреднения соединены с входами блоков 16 определе ния коэффициента к пропорциональное ти, выходы которых соединены с входами блоков 17 вычисления износа И от прокатки очередной заготовки. Вто рые входы этих блоков соединены с выходами блоков 12 определения длины прокатанной заготовки, а третьи входы - с. выходами .блоков 9 усреднения усилия прокатки. Выходы блоков 17 соединены с входами ключей 18, управ ляющие вхрды которых соединены с выходами логических элементов 19 отрицания, входы которых соединены с выходами фотореле 13, выходы ключей 18 соединены с входами блоков 20 суммирования величин износа от прокатанных с начала работы калибров заготовок, выходы дифференцирующих блоков 21 соединены с входами гаше- . НИЛ блоков 9-12 и 15. Входы блоков .21 соединены с выходами фотореле 13. Выходы блоков 20 соединены.с входами блоков 22 сравнения. Выхок блока 22 сравнения схемы управления п-ой клетью соединен с первым входом блока 23 вычисления, а выход блока 22 сравнения схемы управления n-1-ой клетью соединен с первым входом блока 24 вычисления. Вторые входы блоков 23 и 24 вычисления соединены с выходами блоков 16 определения .коэф|фициентов к соответствующих схем управления п-6й и n-1-ой клетями. Перечисленные блоки и соединения являются одинаковыми для схем управления п-.ой и n-1-ой клетями. Третий вход блока 23 вычисления соединен с выходом блока 9 усреднения усилия. прокатки в п-ой клети, а выход - с в};одом блока 25 определения остаточной требуемой длины || р,выход которого соединен с третьим, .входом бло ка 24 вычисления. Первый и второй выходы блока-24 вычисления соединены соответственно с входами ключей 26 и 27, управлякхцие входы которых соединены с выходом элементов 19 отрица ния схемы управления n-1-ой клетью, причем выход ключа 26 соединен с вхо дом системы 28 управления приводом нажимных винтов п-1-ой клети, а выход ключа 27 - с входо. системы 29 управления приводом нажимных винтов rv-2-ой клети. Система 30 управления приводом нажимных винтов п-ой клети устанавливает заданную величину S jраствора валков п-ой клети. Система работает следующим образсж. После смены изнсяаенного калибра на новый оператор стана производит гашение информации в блоках 20 об износе предыдущих калибров п-ой и n-1-ой клетей (сигнал гашения Г К При входе заготовки в n-1-ую и п-ую клети срабатывают фотореле 13. Дифференцирующие блоки 21 вьодают импульсные сигналы (сигналы дифференцирования напряжейия фотореле ) по переднему фронту наростания сигналов на выходах фотореле 13, используемые для гашения информации в блоках 912 и 15. После этого сигнал с фотореле 13 открывает ключи 5-8 и 14, и сигналы с датчиков 1-4 и напряжение U поступают соответственно на интегрирование в блоки 9-12 и 15, причем в блоках 9, 10 и 11 производится вычисление средних значений соответственно усилия Pjjp , скорости и температуры прокатки путем деле;ния интегралов по усилию, скорости и температуре на интеграл единично-г го напряжения U в соответствии с формулами (I, (2) и (3). В блоках 16 осуществляется непрерывное определение коэффициентов к путем вь числения их значений в соответствии с формулами (13), (147 и (4, т.е. производится перемножение предварительно определенных по линейным ват висимостям вида (13 и (14) коэффициентов Ку и к на коэффициент кц. В блоках 17 вычисляются величины износа от прокатки на каждой заготовке в.соответствии с формулой (51, После окончания появляются, сигнашл логической единицы, открывающие ключи 18, и информация о величине износа калибров от прокатки очередной заготовки поступает в блоки 20 суммирования величин износа от прокатки всех заготовок с момента начала эксплуатации данного калибра. В этих блоках определяются суммарные, величины износа калибров И в п-ой кле ти и Иу„.. n-1-ой клетиГ В блоках 22 сравнения вычисляются значения И и И.остаточных величин износа до достижения допустимых величин и носа Идд„ пп соответственно в п-ой и n-1-ой клетях. В этих же блоках формируются сигналы смены калибров (с.с.к.) при достижении И. или и„,„.о;. В блоке 23 1вычисления определяется суммарная остаточная длина ,„ заготовок для п-ой клети в соотвегствии с формулой (7 ) путем операций деления и умножения. В блоке 24 опре деления остаточной требуемой длины jpofiTn- - клети, которую необходимо прокатать до достижения AOiii l величина вычисляется в соот ветствии с формулой (8)i В этом блоке определяются также величины требуемых дополнительных изменений растворов валков в n-1-ой и n-2-ой клетях по формулам (9) - (12). После окончания прокатки очередной заготовки открываются ключи 26 к 21 (на выходах элементов 19 отрицания - логические единицы), и в системы 28 и 29 управления приводами соответственно n-1-ой и n-2-ой клетей вводя ся соответственно значения требуемых изменений растворов валков л5,и тРп-2 Оценка точности предлагаемой методики определения и регулирования величин износа производилась применительно к условиям прокатки катанки обыкновенного качества диаметром В мм в чистовой клети проволочного стана 280 путем фиксации параметров процесса за время эксплуатации калибра до полного его износа и последующего (после снятия валка со стана ) сопоставления действительной величины износа с величиной суммарного износа, определенной по формуле (5). Расхождение данных на 14-ти изношенных калибра с не превышало 1,8%. Применение способа в чистовых клетях проволочного стана 280 при прокатке катанки обыкновенного качества позволяет повысить производительность стана на 3,1% за счет сокращения времени его остановки на смекну калибров и валков. Способ позволяет также сократитьрасход валков и повысить точность проката по геометрическим размерам.



| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования режима обжатий на обжимных станах | 1986 |
|
SU1391746A1 |
| Способ обработки прокатных валков в клети | 1987 |
|
SU1421442A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ С МИНИМАЛЬНЫМ НАТЯЖЕНИЕМ ИЛИ ПОДПОРОМ СОРТОВОГО МЕТАЛЛА | 1998 |
|
RU2135314C1 |
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| Способ формирования длины проката непрерывным станом | 1977 |
|
SU764758A1 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| Способ управления многоклетевым прокатным станом | 1989 |
|
SU1696027A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ | 1999 |
|
RU2166388C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ПРОКАТА РАЗЛИЧНЫХ МАРКО-ПРОФИЛЕРАЗМЕРОВ | 2004 |
|
RU2285568C2 |
| Клеть стана пилигримовой про-КАТКи ТРуб | 1979 |
|
SU816587A1 |
СПОСОБ РЕГУЛИРОВАНИЯ РАС- . ТВОРОВ ВАЛКОВ СМЕЖНЫХ КЛЕТЕЙ НЕПРЕРЫВНЫХ ГРУПП ПРОКАТНОГО СТАНА, включающий изменение тенотер уры и скорости каждой прокатываемой заготовки, вычисление и отработку требуемой величины изменения растворов валков для каждой из двух или более смежных к 1етей, отличаю 1ийся тем, что, с целью повышения производительности стана и сокращения расхода прокатных валков, дополнительно в двух или более смежных клетях измеряют усилие и длину каждой прокатанной заготовки с момента начгша эксплуатации калибров валков этих клетей, фиксируют момен ты времени начала и окончания прокатки заготовок в них, опред еляют средние значения усилия, скорости и температуры для каждой прокатанной заготовки, определяют коэффициент пропорциональности износа калибров валков, вычисляют величину износа калибра при прокатке каждой заготовки, определяют суммарную величину износа калибра с момента начала его эксплуатации после прокатки каждой заготовки, определяют остаточное до допустимой величины, значение нзноса после прокатки каждой заготовки, вычисляют остаточную суммарную длину заготовок, которая может быть прокатана в валках выходной клети до дости-. жения допустимой величины износа их. катающих калибров, определяют величину остаточной суммарной длины заготовок, которая может быть прокатана в валках первой, предшествующей выходной клети до достижения допустимой величины износа их катающих калибров одновременно с допустимой величиной износа кали.бров валков выходной клети, исчисляют требуемые значения усилия прокатки и входной толщины заготовки в первой, предшествующей выходной клети, вычисляют требуемые величины .4 усилия и изменения раствора валков во второй, предшествующей выход№ ной, клети при достижении износа заданной величины в выходной или предшествующей выходной клети, производят одновременную смену калибров ° , валков этих клетей. 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Bostr.om Rune ASEA, 1974, I 4, с | |||
| Огнетушитель | 0 |
|
SU91A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| П | |||
| Точная прокатка сортовых профилей | |||
| М., Металлургия, 1968, с | |||
| Прибор для измерения силы звука | 1920 |
|
SU218A1 |
| , 3.Авторское свидетельство СССР 780917, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| : | |||
