Изобретение относится к обработке металлов давлением, в частности к прокатному производству, и может быть использовано при изготовлении и эксплуатации прокатных валков на нереверсивных клетях. Известна сборка предварительно нап ряженного составного валка, заключающаяся в свободном продевании стяжного вала в осевое отверстие бандажа, накручивании на вал фиксирующего пред варительное напряжение элемента (например, гайки или полой шейки с резьбой) и последунвдего нагружения валка с помощью растяжения вала и затяжки, фиксирующего элемента 1. Наиболее близким к изобретению по техническому решению является способ сборки предварительно напряженного прокатного валка нереверсивной клети включающий одевание бандажа на ось валка, нагружение валка усилием предварительного напряжения путем растяжения оси 2 , При таком способе сборки момент прокатки, передаваемый валком, определяется усилием предварительного нап ряжения. Однако из-за ограниченной прочности элементов ст:яжного вала на растяжение усилие предварительного напряжения также ограничено, и с учетом динамических нагрузок максималь-ный момент, передаваемый валком без прокручивания бандажа в ряде практических случаев оказывается недостаточным для Нс1дежного осуществления про-; цесса прокатки, что сужает область применения таких валков. Кроме того, при приложениик приводному хвостовику валка момента прокатки МПР, последний передается от стяжного вала к банда у и прокатывае;мому металлу, разделяясь на два потока М ,р. Крутящий момент М, передается через торцевой стык с приводной стороны, а M,p,j через резьбовой стык фиксируняцего элемента и вала и стык с неприводной стороны бандажа. При этом М„р (1) Так как в период начала проскальзывания в стыке с приводной стороны Kpi тp где М„,, - момент трения в указанном стыке, превышение М Свыида ., недопустимо, поскольку приводит к прокручиванию бандажа и падению Мпр до нуля. Обозначив отноигение---- через п MKPI и учитывая выражение (1) и равенство (2), получим выражение, определяющее
Максимальный момент передаваемый валком.
М м+ (3)
Учах TP-Iп
В связи с тем, что жесткость бандажа на крученле значительно выиде таковой стяжного вала, а моменты при вдинаковом угле закручивания распределяются пропорционально жесткостям, в практических случаях М р , в 30-100 раз выше (п 30-100), т.е. момент прокатки передается бандажу практически только через один стык с приводной стороны и Mnpwom определяется моментом трения М-, в этом стыке, который ограничен не только усилием предварительного напряжения, но и диаметром стыка и коэффициентом трения .
Целью изобретения является увеличение момента прокатки, передаваемого на бандаж за счет создания сил трения на его торцах.
Эта цель достигается тем, что согласно способу сборки предварительно напряженного прокатного валка нереверсивной клети, включающему насадку бандажа на ось валка.с зазором и нагружение валка усилием предварительного напряжения путем растяжения оси, ее предварительно нагружают крутящим моментом, совпадающим по направлению с моментом прокатки.
При Зтом величина крутящего момента определяется из следующего уелоВИЯы,
. ,
где М - момент предварительного
закручивания стяжного вала
М - момент трения в стыке с 2. наименьшим радиусом трения с неприводной стороны бандажа при заданном усилии предварительного напряжения ;
М . - момент трения в стыке дажа и вала с приводной
стороны при том же усилии предварительного напряжения ;
п - отношение крутящего момента, передаваемого бандажу от вала через стык,с приводной стороны, к моменту, передаваемому через стык с неприводной стороны валка; .
С., - допускаемые напряжение кручения в Стяжном валу;
WP - полярный момент сопротивления вала в опасном сечении-.
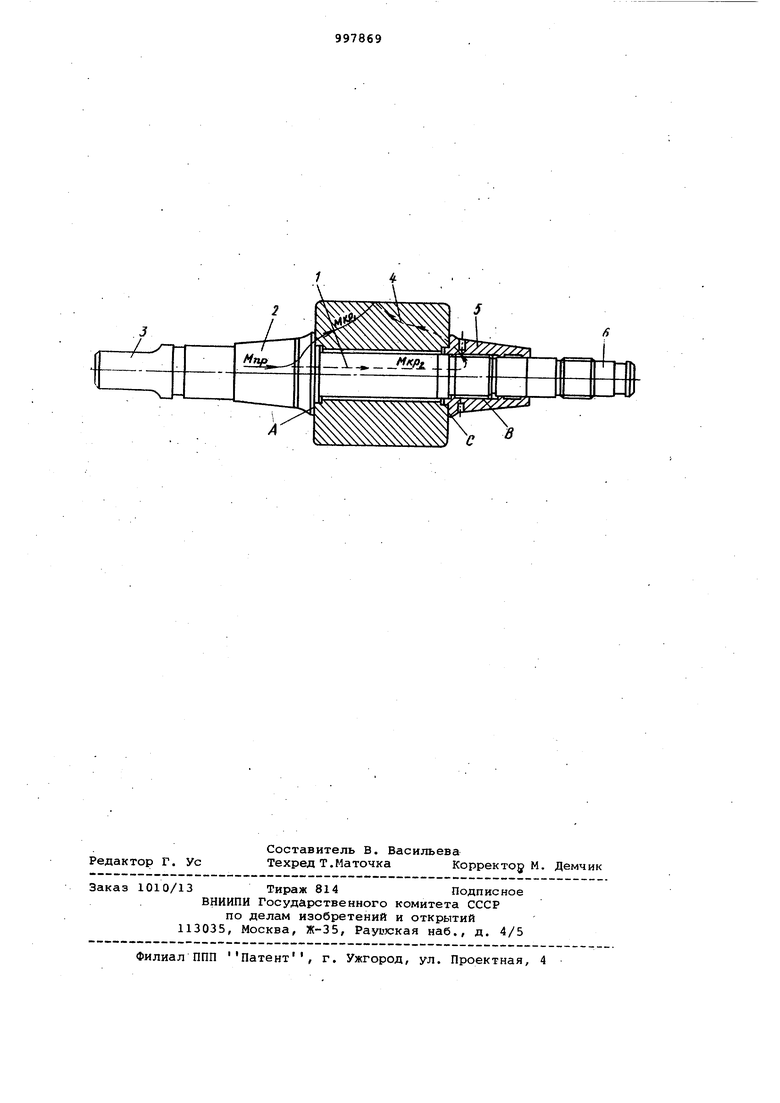
На чертеже изображен один из воз- можных конструкций валка, продольное сечение. .
Ось 1 валка, головка которого выполнена за одно целое с приводной шейкой 2 и хвостовиком 3, свободно продевают в осевое отверстие бандажа 4, на ось накручивают фиксирующий элемент 5 (в данном случае неприводная шейка с внутренней резьбой), затем на неприводном хвостовике б оси закрепляют гидравлическое нагрузочное устройство, ось 1 закручивают моментом в направлении момента прокатки при защемлении одного из концов, и в таком состоянии ось 1 растягивают заданным усилием подачей масла высоко-. .го давления в нагружакядее устройство, (упирающееся в бандаж и затягивают фиксирующий элемент 5. Затем сбрасывают давление масла, разгружают ось от момента и снимают нагружающее устройство. После зтого валок эксплуатируется как цельный до износа бандажа.
После сборки валка с предварительным закручиванием оси последний .на подбандажном участке между стыками А и В остается в упруго растянутом и закрученном состоянии.
Вследствие этого в стыке А, собранного валка, появляются касательные напряжения той же природы, что и силы трения покоя, обусловленные реактивным моментом закручивания вала и направле.нные в сторону, противоположную силам трения в стыке А, возникающим при приложении момента прокатки в линии стана. По мере роста момента прокатки касательные напряжения уменьшаются, алгебраически суммируясь с силами трения, и при.равенстве моментов предварительного за.круч.иву1ния и момента прокатки Mjp становят ся равными нулю, т.е. происходит раз грузка предварительных касательных напряжений.
Дальнейшее возрастание момента М так же, как и в валке без предварительного закру ивания, возможно до величины, определяемой согласно выражению (3) .
. Таким образом, момент, передаваемый валком, возрастает на величину равную моменту закручивания оси.
Следует подчеркнуть, что в случае приложения момента прокатки противоположного знака максимальный момент, передаваемый валком, снижаете на ту же величину, поэтому данный способ нецелесообразно применять для валков реверсивных станов.
Допустимая величина момента определяется исходя из следующих рассуждений. КасательАые напряжения в стыках В и С с нёприводной стороны, также обусловленные реактивным моментом закручивания, направлены в ту же сторону, что и силы трения от момента прокатки. В случае равенства моменту трения М. стыка с наименьшим
-ГР|. радиусом трения (и данном случае ре бовой стык В), касательные напряжен в нем равны максимально возможным удельным силам трения покоя в этом стыке и при приложении к валку М, немедленно произойдет проскальзывание. Поэтому момент закручивания ва ла должен быть меньию на величи ну Мцр, который имеет место в стык В при максимальном Мщэ- . Согласно ( и (3) при М М р . -тогда МОмент предварительного закручивания должен определяться из следующего ус ловия . ., При этом момент, передаваемый валком возрастает на 30-60%. Пример. Валок клети 530. Усилие предварительного напряжё800 т. .лия Р Радиус трения приводного стыка г 15 см. Радиус трения в резьбе фиксируквд iго элемента г 9,5 см. Коэффициент трения в стыках , n -|fМинимальное отношение при прокатке в крайнем неприводно стороны калибре равно 50. Тогда, М..р Р .f-r. 80Э10 0,17-15 20,CV Р , 800-10-0,17, 9,5 валке, собранном без предварительного закручивания ао. - ° IhoMeHT предварительного закручива ия Мпред «тр.- - Чё12,5ти,Максимальный момент, передаваемый валком, собранньол с предварлтельньм закручиванием, составляет . Mnpwaf 20,81 t 12,5 33,3, чти на 60« больше. Для соблюдения условия прочности оси 1 на кручение преАВ б Г Р ; где Т- 1 - допускаемые напряжения кр чения вала в опасном сече НИИ; W - момент сопротивления вала -на кручение в том же сече нии. Предлагаемый способ позволяет рас ширить область применения предварительно напряженных составных валков на тяжелонагруженные профили и клети прокатных станов. Это по.зволяет снизить расход вал- ков на этих клетях и профилях в 1,52 раза за счет снижения веса сменного бандажа в сравнении с цельным валком, а также заменить дорогостоящие стальные кованные валки более износостойкими и ДешевЕл и составными валками с чугунными бандажами, поскольк у их усталостная прочность вьоде на 35% стальных кованных. Валки, собранные по предлагаемому способу испытаны в лабораторных и промышленных условиях на стане 450 Западно-Сибирского металлургического завода.. Формула изобретения 11. Способ сборки предварительно напряженного прокатного валка нереверсивной , включающий посадку бандажа на ось валка с зазорс 1 и нагружение валка усилием, предварительного напряжения путем растяжения оси.о т- , л ич а ющ.и и ся тем, что, с целью увеличения момента прокатки, передаваемого на бандаж за счет созда ния сил трения на его торцах, перед .нагружением валка усилием предвари..тельного напряжения путем растяжения оси, ее-предварительно нагружают крутящим моментом, совпадающим по направлению с моментом прокатки. 2. Способ по п. 1, отличающий с я тем, что величину крутяще-, го момента определяют из следующего условияМ Te,3(. где МПРСА момент предварительного за кручивания стяжного вала; М - момент трения встыке с Р наименьшим радиусом трения с -неприводной стороны бандажа при заданном усилии предварительного напряжения;М - момент трения в стыке банТ дажа и вала с приводной стороны при том же усилии предварительного напряжения;п - отношение крутящего мрмента, передаваемого бандажу от вала через стык с при-, водной стороны, к моменту, передаваемому через стык с неприводной стороны валка; СаЗ допускаемые напряжения кручения в стяжном валу; WP - полярный момент сопротивления вала в опасном сечении. Источники информации, . принятые во внимание при экспертиз е 1.Авторское .свидетельство СССР 540687, кл. В 21 В 27/02, 1Э73, 2.Авторское свидетельство СССР. 663456, кл. В 21 В 27/02, 1978,
| название | год | авторы | номер документа |
|---|---|---|---|
| Составной прокатный валок | 1990 |
|
SU1731313A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2201822C2 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| Способ сборки предварительно напряженного составного прокатного валка | 1985 |
|
SU1266586A1 |
| Предварительно напряженный составной прокатный валок | 1978 |
|
SU663456A1 |
| Способ подготовки к эксплуатации составного прокатного валка | 1983 |
|
SU1219185A1 |
| НЕРЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОКАТКИ ТОНКИХ И ТОНЧАЙШИХ ЛЕНТ | 2004 |
|
RU2254945C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1999 |
|
RU2211101C2 |
| Способ эксплуатации калиброванных прокатных валков после их восстановления | 1985 |
|
SU1301501A1 |
| Клеть прокатного стана | 1982 |
|
SU1087220A1 |