Изобретение относится к устройствам для перемещения заготовок между позициями обрабатывающей машины, преимущественно пресса и является усовершенствованием устройства по авт. св. № 1162534.
Целью изобретения является повышение производительности за счет совмещения пе- ремешений по извлечению и переносу изделий путем снабжения устройства приводом подъема основания.
Заготовка, нагретая до температуры штамповки, по транспортеру подается на позицию загрузки, откуда левы,й боковой манипулятор переносит ее в осадочный ручей, в котором заготовка осаживается в зажатом схвате. Усилие зажима схвата перед осадкой автоматически снижается. После осадки и последующего авоматического повышения усилия зажима заготовка транНа фиг. 1 схематично представлено уст- ю спортируется левым боковым манипулятором
15
20
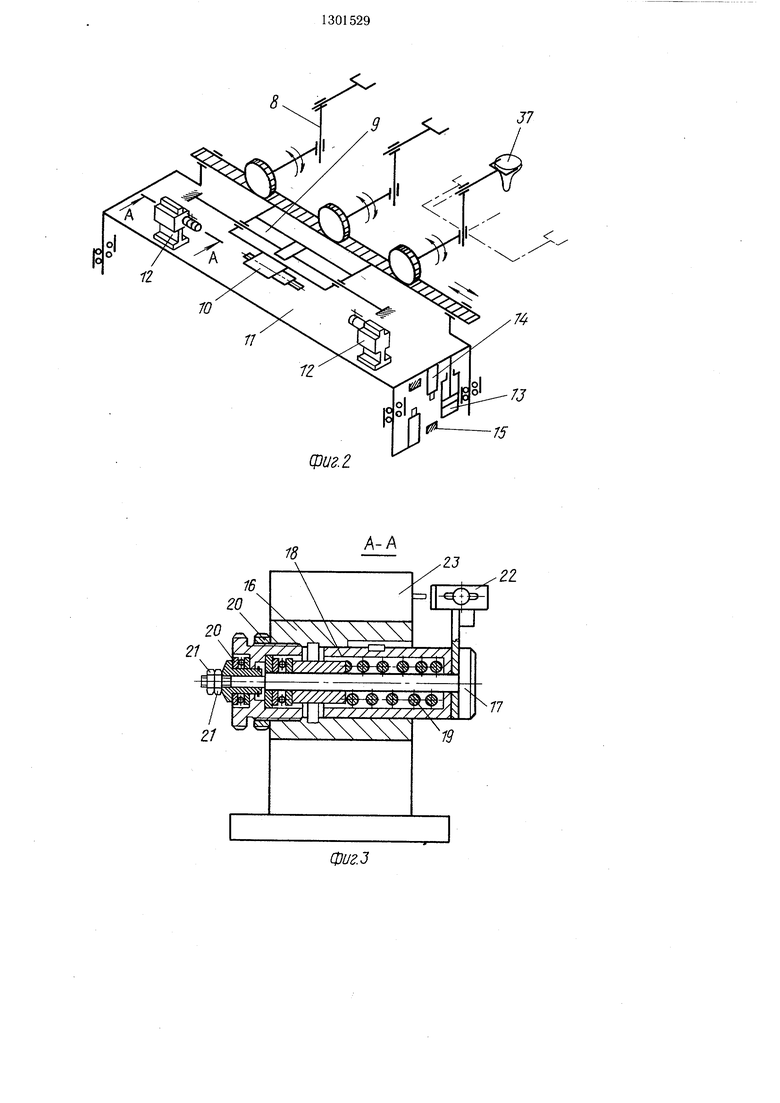
ройство, общий вид; на фиг. 2 - кинематическая схема механизма перекладки и мехализма подъема фронтального манипулятора; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - вид Б на фиг. 1; на фиг. 5 - схема переноса заготовки из ручья в ручей.
Устройство состоит из систем 1 управления, фронтального манипулятора 2, установленного на траверсе 3, оси 4 поворота установленной на прессе 5, боковых манипуляторов 6, установленных на траверсах 7, закрепленных на прессе 5.
Фронтальный робот включает в себя механизм перекладки и механизм подъема, кинематическая схема которых показана на фиг. 2. Механизм перекладки включает в 25 себя три руки 8, приводимые во вращение приводом 9 с установленным на нем демпфирующим механизмом 10 двустороннего действия. На основании 11 установлены упоры 12. Механизм подъема включает в себя привод 13, демпфирующие механизмы 30 14 одностороннего действия и упоры 15.
Упор 12 (фиг. 3) содержит корпус 16, подпружиненный шток 17, гильзу 18, пружину 19, регулировочные гайки 20 неремев первый формовочный ручей. Руки фронтального манипулятора выставляются .между ручьями с эксцентриситетом оси схвата относительно оси О поворота руки.
Руки фронтального манипулятора выдвигаются после совершения процесса штамповки (ползун пресса находится в верхнем положении) в зону ручьев и захватывают поковку схватом за облой (механизм выдвижения на фиг. 2 не показан). После этого механизм подъема поднимает руки вместе с удерживаемыми поковками и происходит поворот рук с удержанием схвата и детали в фиксированном положении по отношению к плоскости I-I разъема штампа (фиг. 5). Затем происходит опускание поковок в ручей и отход рук из зоны ручьев назад. Использование демпфируюшего механизма и упоров с подпружиненным штоком, на котором установлен регулируемый упор взаимодействует с конечным выключателем, установленным на корпусе упора, позволяют совместить движение переноса поковок вращением с опусканием поковки в ручей. Происходит это следующим образом. Привод 9, поворачивая руки 8, перемещает демпфирующий механизм 10 к одному из упоров 12. Демпфирующий механизм Юупираетщения штока 17 с гильзой 18, регулиро- 35 ся в подпружиненный шток 17 и начинает
вочные гайки 21 пружины 19. Между штоком 17 и гильзой 18 установлен регулируемый упор 22, взаимодействующий с конечным выключателем 23, установленным на корпусе упора 16.
Траверса 7 (фиг. 4) включает в себя кронштейны 24, которые устанавливаются на боковой стороне пресса 5. В кронштейнах 24 устанавливается полая ось 25 поворота с
40
сжимать пружину 19, перемещая шток 17 и гильзу 19 до упора в гайку 20. При этом регулируемый упор 22 воздействует на конечный выключатель 23, который дает команду на опускание поковки в ручей.
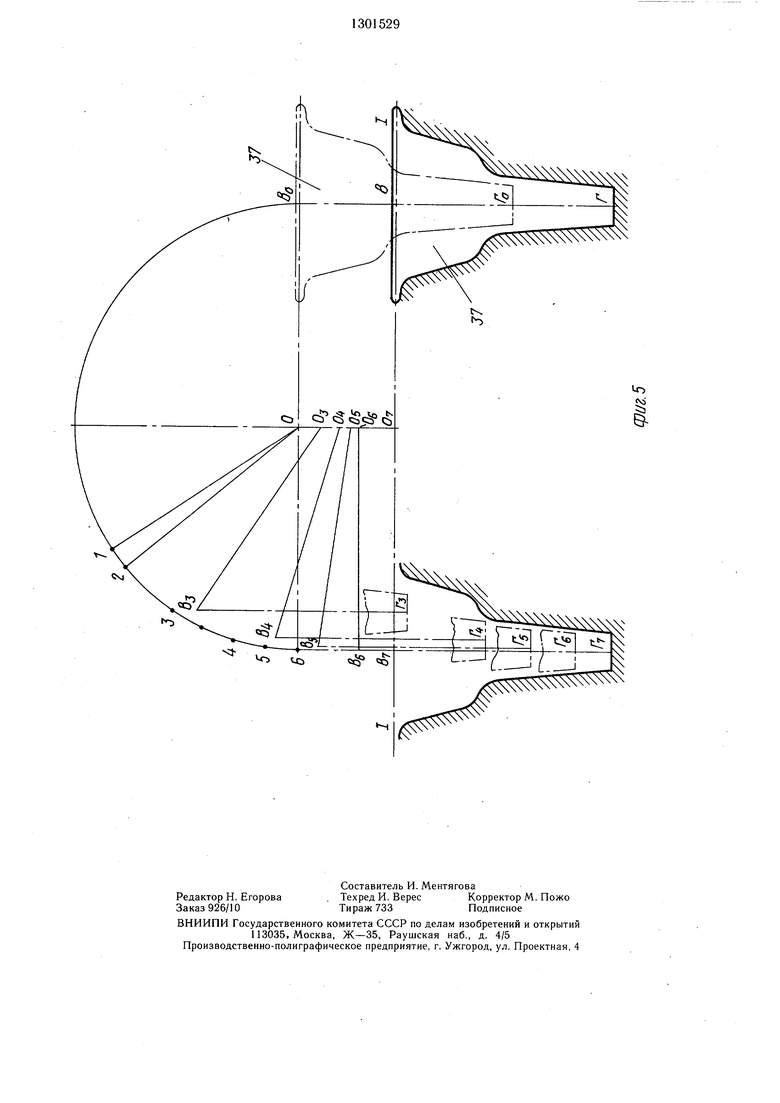
На фиг. 5 показана схема переноса заготовки из ручья в ручей вращением с. совмещением подъема и опускания. Поковка 37 из положения Г поднимается в положение Го, при этом ось В захвата заниплитой 26, которая также крепится к боко-45 мает положение Во, соответствующее половой стенке пресса 5. На плите 26 установлен пантограф, состоящий из звеньев 27 и 28, направляющих 29, плиты 30, на которую установлен боковой манипулятор, винта 31 перемещения звеньев 27 и 28. В полую ось поворота 25 входит винт установочного вертикального перемещения 32, который установлен в кроншейне 33, закрепленном на боковой стороне пресса 5. На винте 32 находится гайка 3.4, на которую через подшипник 35 опирается полая ось 25, которая при работе зажимается от самопроизвольного перемещения тангенциальным зажимом 36.
жению оси О вращения руки. Несмотря на то, что поковка еще не вышла из ручья, ее уже можно переносить вращением руки 8. Когда рука повернется на угол, при котором ось В схвата займет положение 1, демп- фирующий механизм 10 коснется подпружиненного штока 17 и начнет сжимать пружину. Происходит совместное сжатие демпфирующего механизма и пружины. Это благоприятно сказывается на работе демпфирующего механизма, поскольку не происходит кратковременного скачка давления. Сжатие демпфирующего механизма происходит от точки 1 до точки 6 (конца поворота
55
Устройство работает следующим образом.
Заготовка, нагретая до температуры штамповки, по транспортеру подается на позицию загрузки, откуда левы,й боковой манипулятор переносит ее в осадочный ручей, в котором заготовка осаживается в зажатом схвате. Усилие зажима схвата перед осадкой автоматически снижается. После осадки и последующего авоматического повышения усилия зажима заготовка тран спортируется левым боковым манипулятором
спортируется левым боковым манипулятором
в первый формовочный ручей. Руки фронтального манипулятора выставляются .между ручьями с эксцентриситетом оси схвата относительно оси О поворота руки.
Руки фронтального манипулятора выдвигаются после совершения процесса штамповки (ползун пресса находится в верхнем положении) в зону ручьев и захватывают поковку схватом за облой (механизм выдвижения на фиг. 2 не показан). После этого механизм подъема поднимает руки вместе с удерживаемыми поковками и происходит поворот рук с удержанием схвата и детали в фиксированном положении по отношению к плоскости I-I разъема штампа (фиг. 5). Затем происходит опускание поковок в ручей и отход рук из зоны ручьев назад. Использование демпфируюшего механизма и упоров с подпружиненным штоком, на котором установлен регулируемый упор взаимодействует с конечным выключателем, установленным на корпусе упора, позволяют совместить движение переноса поковок вращением с опусканием поковки в ручей. Происходит это следующим образом. Привод 9, поворачивая руки 8, перемещает демпфирующий механизм 10 к одному из упоров 12. Демпфирующий механизм Юупирается в подпружиненный шток 17 и начинает
ся в подпружиненный шток 17 и начинает
сжимать пружину 19, перемещая шток 17 и гильзу 19 до упора в гайку 20. При этом регулируемый упор 22 воздействует на конечный выключатель 23, который дает команду на опускание поковки в ручей.
На фиг. 5 показана схема переноса заготовки из ручья в ручей вращением с. совмещением подъема и опускания. Поковка 37 из положения Г поднимается в положение Го, при этом ось В захвата занимает положение Во, соответствующее поломает положение Во, соответствующее положению оси О вращения руки. Несмотря на то, что поковка еще не вышла из ручья, ее уже можно переносить вращением руки 8. Когда рука повернется на угол, при котором ось В схвата займет положение 1, демп- фирующий механизм 10 коснется подпружиненного штока 17 и начнет сжимать пружину. Происходит совместное сжатие демпфирующего механизма и пружины. Это благоприятно сказывается на работе демпфирующего механизма, поскольку не происходит кратковременного скачка давления. Сжатие демпфирующего механизма происходит от точки 1 до точки 6 (конца поворота
10
руки на 180°). В точке 2 происходит срабатывание конечного вылючателя 23 и дается команда на опускание руки -вместе с заго- товко й. За время поворота из точки 2 в точку 3 руки ее ось вращения опустится в положение Оз и при этом ось схвата займет положение Вз, а нижний конец поковки займет положение Гз. При дальнейшем опускании поковки, совмещенном с ее переносом вращением, конец детали последовательно займет положения, Г4, FS, Ге. Из положения Гб и Г-7 деталь перемещается только опусканием. Таким образом из схемы видно, что происходит совмещение движения переноса вращением по дуге от точки 2 до точки 6 и опускание из положения О в Об. Скорость опускания рук в два раза меньше, чем скорость демпфирования на повороте руки. Этого можно добиться регулировкой дросселей цилиндра подъема. В зависимости от конфигурации поковки, ее массы, настройкой демпфирующего механизма поворота руки не всегда удается совместить движение поворота и опускания от положения 2 - срабатывания конечного выключателя 23 и разрешения команды на опускание. В этом случае через систему управления можно ввести нужную задержку временного интервала ис-25 полнения команды на опускание поковки, которое начнется, например, с положения 4 или 5, или с любого положения между точками 2 и 6.
Боковые манипуляторы устанавливаются
15
20
в двух направлениях -- горизонтальном и вертикальном. Вращая винт 31, можно перемещать боковой манипулятор. Звенья 27 и 28 при этом перемещаются по направляющим 29 и одновременно поворачиваются относительно друг друга. Подвижная плита 30 с установленным на ней боковым манипулятором перемещается относительно неподвижной плиты 26, которая остается закрепленной на стойке пресса 5. По вертикали боковой манипулятор выставляется вращением гайки 34. При этом тангенциальный зажим 36 и плита 26 должны быть освобождены. Траверса вместе с установленным манипулятором перемещается в крон- щтейнах 24.
Изобретение позволяет повысить производительность работы устройства за счет совмещения перемещений по извлечению и переносу изделий.
Формула изобретения
Устройство для переноса заготовок между позициями обрабатывающей машины по авт. св. № 1162534, отличающееся тем, что, с целью повышения производительности за счет совмещения операций по извлечению и переносу изделий, оно снабжено приводом подъема основания, привод пере- мешения механических рук снабжен демпфирующим механизмом двустороннего действия и установленными на основании подна прессе таким образом, чтобы их рука 30 пружиненными регулируемыми упорами для
демпфирующего механизма, при этом боковые манипуляторы устройства шарнирно установлены на обрабатывающ.ей машине с возможностью поворота и регулировки в горизонтальной и вертикальной плоскостях.
находилась выше линии разъема штампа. Мани.пуляторы установлены на траверсы, выполненные в виде пантографного механизма. Траверса позволяет выставлять манипулятор по отношению к сменным вставкам щтампа
0
5
0
в двух направлениях -- горизонтальном и вертикальном. Вращая винт 31, можно перемещать боковой манипулятор. Звенья 27 и 28 при этом перемещаются по направляющим 29 и одновременно поворачиваются относительно друг друга. Подвижная плита 30 с установленным на ней боковым манипулятором перемещается относительно неподвижной плиты 26, которая остается закрепленной на стойке пресса 5. По вертикали боковой манипулятор выставляется вращением гайки 34. При этом тангенциальный зажим 36 и плита 26 должны быть освобождены. Траверса вместе с установленным манипулятором перемещается в крон- щтейнах 24.
Изобретение позволяет повысить производительность работы устройства за счет совмещения перемещений по извлечению и переносу изделий.
Формула изобретения
Устройство для переноса заготовок между позициями обрабатывающей машины по авт. св. № 1162534, отличающееся тем, что, с целью повышения производительности за счет совмещения операций по извлечению и переносу изделий, оно снабжено приводом подъема основания, привод пере- мешения механических рук снабжен демпфирующим механизмом двустороннего действия и установленными на основании поддемпфирующего механизма, при этом боковые манипуляторы устройства шарнирно установлены на обрабатывающ.ей машине с возможностью поворота и регулировки в горизонтальной и вертикальной плоскостях.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для переноса заготовок между позициями обрабатывающей машины | 1984 |
|
SU1162534A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU997946A1 |
| Устройство для укладки заготовок в ручей штампа | 1980 |
|
SU929296A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Автоматизированная линия горячей штамповки | 1982 |
|
SU1053948A1 |
| Манипулятор | 1983 |
|
SU1151450A1 |

Изобретение относится к устройства.м для перемещения заготовок между позициями обрабатывающей мащины, преимущественно пресса. Цель изобретения - повыще- ние производительности. Цель достигается за счет совмещения перемещений по извлечению изделий из ручья и переносу их между ручьями путем снабжения устройства приводом подъема основания и демпфирующим механизмом двустороннего действия. 5 ил. ел 1чЭ ;о
Форнобочные flyviu
фиг. г
7J
75
А-А
77
ВидБ
JJ
фигА
Составитель И. Ментягова
Техред И. ВересКорректор М. Пожо
Тираж 733Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для переноса заготовок между позициями обрабатывающей машины | 1984 |
|
SU1162534A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
