и расширение технологических возможностей. Устройство содержит приемник деталей 1, закрепленный на подштам- повой плите 2 пресса 3 и сменньй магазин 4. Приемник деталей выполнен в виде сменного пакета 5 с. отсекате- лями 6. В направляющих Подштамповой .плиты 2 установлены с возможностью возвратно-поступательного перемещения относительно вертикальной оси устройства платформы 8, подпружиненные пружинами 9 со стороны, удаленной от приемника деталей 1. С другой стороны каждая платформа 8 снабжена стойкой 10, на верхнем конце которой
1
Изобретение относится к механизации и автоматизации процесса обработки металлов давлением и может быть использовано в вырубных штампах последовательного действия с автоматическим кассетированием вьфубаемых деталей в условиях гибкого автоматизированного производства:.
Цель изобретения - повьш1ение производительности путем автоматизации процесса позиционирования отсекателе и расширение технологических возможностей,
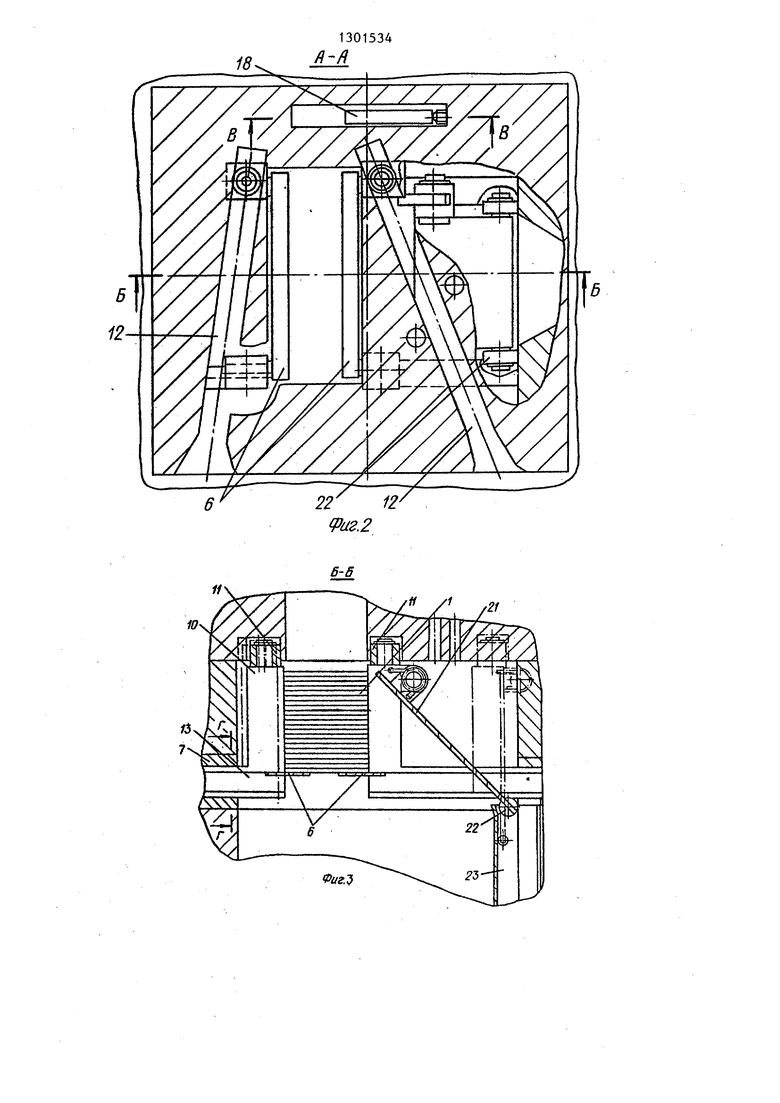
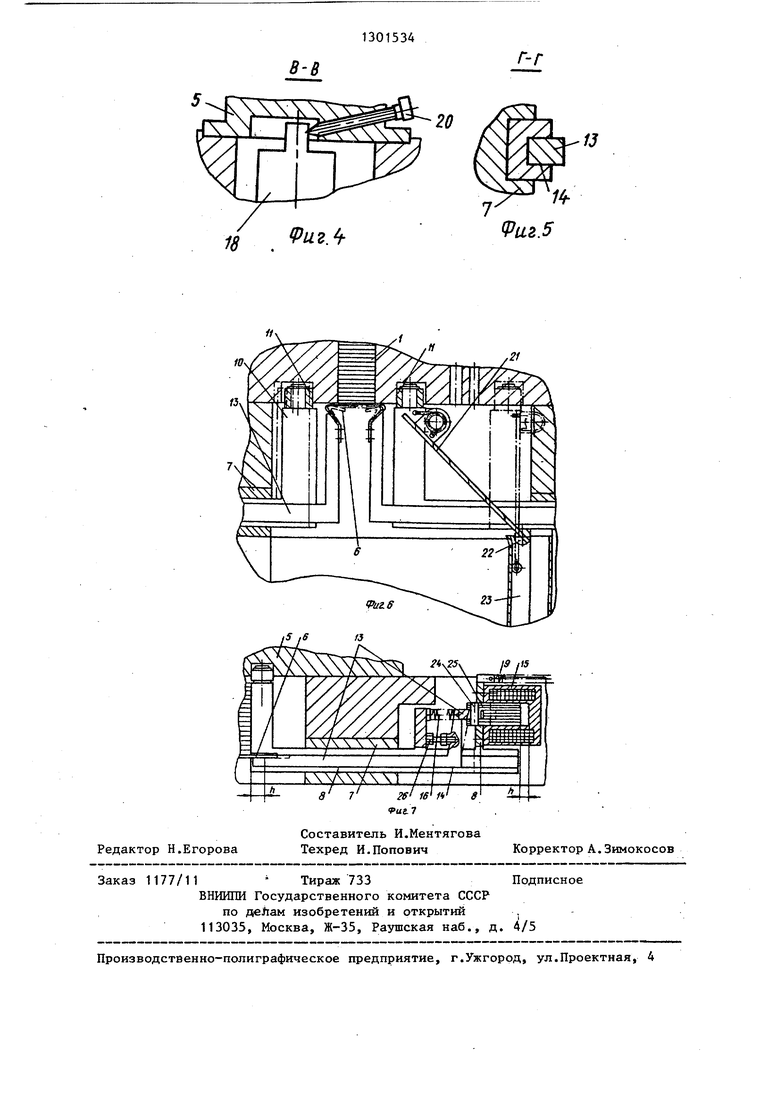
На фиг. 1 схематично изображено устройство, общий вид; на фиг, 2 - сечение А-А на фиг. 1 (пазы на сменном пакете); на фиг, 3 - сечение Б-Б на фиг, 2 (положение отсекателей до и после установки сменного пакета), на фиг, 4 - сечение В-В на фиг, 2; на фиг. 5 - сечение Г-Г на фиг, 3 (тяги с направляющими), на фиг. 6 - вариант установки приемника деталей в сменном пакете; на фиг. 7 - узел привода отсекателей.
Накопительное устройство содержит приемник 1 деталей, закрепленный на Подштамповой плите 2 пресса 3, и сменный магазин 4. Приемник деталей выполнен в виде сменного пакета 5 с отсекателями 6,
В направляющих 7 Подштамповой плиты 2 установлены с возможностью возвратно-поступательного перемещения платформы 8, подпружиненные пруустановлен ролик 11, взаимодействующий с пазом, выполненным на опорной поверхности сменного пакета 5. Для обеспечения возвратно-поступательного перемещения отсекатели 6 соединены с тягами. На платформах 8 неподвижно закреплены магниты 15, контактирующие с тягами, и пружины 16, Для приема стопы вырубленных деталей устройство снабжено сменньм магазином 4, установленным в ориентато ре 18, связанном с пневмоцилиндром 19, Лоток 23, закрепленный на плите 2, является продолжением лотка 21, 1 з,п, ф-лы, 7 ил.
5
жинами 9 со стороны, удаленной от приемника 1 деталей, С другой стороны каждая платформа 8 снабжена стойкой 10, на верхнем конце которой установлен ролик 11, взаимодействующий с пазом 12, выполненным на опорной поверхности сменного пакета 5,
Для обеспечения возвратно-поступательного перемещения отсекатели 6 соединены с тягами 13, установленными в направляняцих 14 платформ 8.
На платформах 8 неподвижно закреплены магниты 15, контактирующие с тягами 13 и пружины 16. На Подштамповой плите 2 смонтированы защелки 17,обеспечивающие зажим сменного пакета.
Для приема стопы вырубленных деталей устройство снабжено сменным магазином 4, установленным в ориентаторе 18, связанном с пневмоцилиндром 19. Пакет 5 имеет регулируемый упор 20 для остановки ориентатора 18 в нужном положении.
Лоток 21 для удаления отходов одним концом шарнирно закреплен на стойке 10 платформы 8, а другим концом, снабженным роликом 22, скользит по поверхности Подштамповой плиты 2, которая перпендикулярна направлению перемещения платформы 8. Отходы из зоны вырубки подаются по лотку 23, закрепле нрому на плите 2.
0
5
0
Тяга 13 соединена посредством штифта 24 с сердечником 25 магнита
3
15. Регулируемый упор 26 обеспечивает необходимый ход отсекателей 6 и сердечника 25.
Устройство работает следующим образом.
В исходном положении платформы разведены и отсекатели 6 находятся в крайнем левом и крайнем правом пложении. При подаче сменного пакет 5 ролики 11 входят в направляющие пазы 12. Во время движения роликов 11 по пазам 12 платформы 8 с отсек телями 6 и лотком 21 перемещаются
навстречу друг другу. В момент, когда сменный пакет 5 дойдет до упора, отсекатели займут рабочее положение, при котором они перекрывают отверстие приемника на 10-12 мм, а лоток 23 перекрывает зону вырубки отходов при штамповке.
Затем включается пресс 3, детали 1, попадая на отсекатели 6, накапливаются в стопу. После накопления определенного количества деталей от датчика-счетчика, установленного на прессе (не показан), подается сигнал на включение магнитов 15, сердечники которых при этом втягиваются, разводя отсекатели 6 в разные стороны и освобождая отверстие в подштамповой плите 2 для прохода стопы деталей в магазин 4.
Затем подается сигнал на включение магнитов 15, и отсекатели 6 пружинами 16 возвращаются в исходное положение.
При несрабатывании отсекателей 6 возникает аварийная ситуация. В этом случае, если приемник деталей полностью заполнен, пружинные губки отсекателей 6 начинают прогибаться под тяжестью стопы деталей (фиг. 6) и освобождают отверстие в нижней плите 2 для прохода стопы деталей 1, исключая тем самым поломку. Отходы в процессе вырубки попадают через отверстие в приемнике деталей на лоток 21 и далее через лоток 23 - на конвейер или в специальную тару.
После окончания вьфубки деталей заданного типоразмера производится разжим защелок 17 и съем пакета, при этом ролики 11 выходят из пазов 12, и платформы 8 с отсекателями 6 пру
5
0
5
0
5
0
5
0
жинами 9 возвращаются в исходное положение.
Снабжение устройства подвижными в горизонтальной плоскости отсекателями с подвижными платформами, на которых они закреплены, и их конструктивная взаимосвязь со сменным пакетом позволяет повысить производи-; тельность, так как не тратится вре- мя на ручную наладку отсекателей и замена магазина производится без остановки пресса, что дает возможность использовать предлагаемое устройство в гибком автоматическом производстве, Установка лотка подвижно на регулируемых платформах сокращает количество обслуживающего персонала и расширяет технологические возможности устройства.
Формула изобретен и я
1 о Накопительное устройство для плоских деталей, содержащее подштам- повую плиту с направляющими, приемник деталей, выполненный в виде сменного пакета с отсекателями, установленными на регулируемых платформах и сменный магазин, отличающееся тем, что, с целью повьщгения производительности путем автоматизации процесса позиционирования отсекателей и расширения технологических возможностей, оно снабжено стойками, установленными о/;ними концами на регулируемых платформах, и роликами, смонтированными на других концах стоек, регулируемай платформа размещена в направляющих подштамповой плиты с воз-, можностью возвратно-поступательного перемещения, на опорной поверхности сменного пакета выполнены пазы, отсекатели установлены с возможностью возвратно-поступательного перемещения в горизонтальной плоскости относительно регулируемых платформ, при этом ролики установлены с возможностью взаимодействия с парами сменного пакета.
2. Устройство по п, 1, отличающееся тем, что оно снабжено лотком, шарнмрно закрепленным на одной из стоек регулируемых платформ с возможностью взаимодействия с подщтамповой плитой.
1301534 fi ft
| название | год | авторы | номер документа |
|---|---|---|---|
| Накопительное устройство для плоских деталей | 1980 |
|
SU1011309A1 |
| Устройство для вырубки деталей из заготовок | 1987 |
|
SU1438895A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Роботизированная линия для многопереходной штамповки | 1983 |
|
SU1230721A1 |
| Устройство для штабелирования деталей с отверстиями | 1986 |
|
SU1459780A2 |
| Устройство для поштучной выдачи заготовок в рабочую зону обрабатывающей машины | 1984 |
|
SU1318332A1 |
| Автоматическая линия сборки роторов электрических машин | 1990 |
|
SU1830594A1 |
| Полуавтоматическая линия для сборки,преимущественно,петель | 1983 |
|
SU1088912A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
Изобретение относится к механизации и автоматизации процесса обработки металлов давлением и может быть использовано в вырубных штампах последовательного действия с автоматическим кассетированием вьфубае- мых деталей в условиях гибкого автоматизированного производства. Цель изобретения - повьшение производительности путем автоматизации процесса позиционирования отсекателей (Л СО ел со 4
Фиг.
1
(Риг.5
fO
21
Редактор Н.Егорова
Составитель И.Ментягова Техред И.Попович
Заказ 1177/11 Тираж 733Подписное
ВНИИПИ Государственного комитета СССР
по дейам изобретений и открытий . 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор А.Зимокосов
| Накопительное устройство для плоских деталей | 1980 |
|
SU1011309A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
