2.Линия по п. 1, отличающаяся тем, что захваты выполнены электромагнитными.
3.Линия по п. 1,отличаю- щ а я с я тем, что механизм перемещения рамы вьтолнен в виде подпружиненных грузов, блоков, закрепленных на раме, и тросов, связывающих грузы с и перекинутых через блоки.
4.Линия по п. 1, отличающаяся тем, что, с целью регулирования шага подачи привод каретки выполнен в виде силового цилиндра с регулируеья 1м ходом.
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при автоматизации миогопереходной штамповки.
Целью изобретения является расширение технологических возможностей путем обеспечения штамповки из полосы .
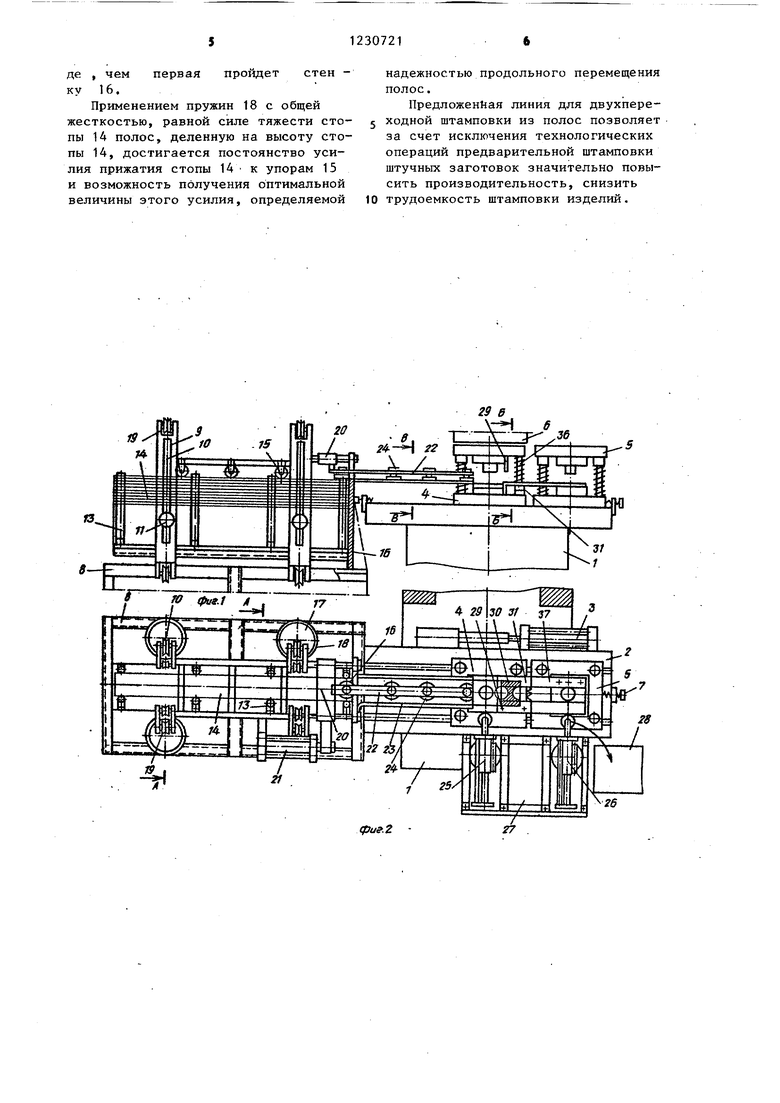
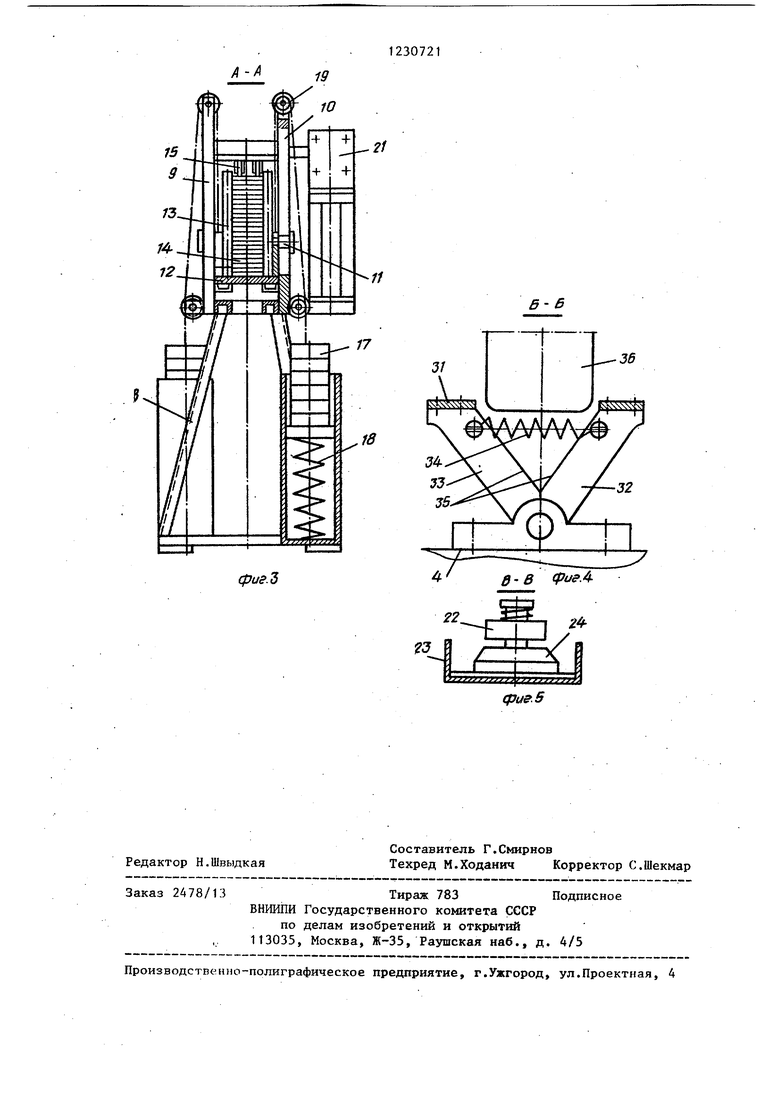
На фиг. 1 изображена линия, вид с фронта пресса; на фиг. 2 - то же, план; на фиг. 3 - поперечный разрез А-А на фиг. 2,ш.лосоподатчик; на фиг. 4 - разрез Б-Б на фиг. 1 (механизм поворота направляющих при отрезке отходов от полось на фиг. 5 - разрез В-В на фиг. 1.
Линия состоит из открытого пресса 1, на столе которого закреплена неподвижно подштамповая плита 2, снабженная пневматическим приводом 3 для перемещения вдоль фронта пресса 1 штампов 4 и 5 первого и второго переходов. Штампы 4 и 5 выполнены с подпружиненными относительно нижних плит верхними плитами, не связанными с ползуном 6 пресса 1. ПодШтамповая плита 2 снабжена упорами 7 для фиксации штампов 4 и 5 в крайних положениях. Со стороны штампа 4 первого перехода вдоль фронта пресса 1 установлен полосоподатчик, имекящй неподвижную станину 8, снабженную вертикальными стойками 9 с направляющими пазами 10, в которых с возможностью поступательного перемещения уста30721
5.Линия по п. 1, отличающаяся тем, что, с целью обеспечения возможности резки отходов полосы в штампе первого перехода, он снабжен боковыми ножами, закрепленными на верхней и нижней плитах.
6.Линия поп. 1,oтличaю- щ а я с я тем, что привод перемещения направляющих выполнен в виде подпружиненных друг другу рычагов, шар- нирно закрепленных на нижней плите штампа, клина, жестко закрепленного на верхней плите штампа, с возможностью взаимодействия с рычагами, при этом направляющие закреплены на свободных концах рычагов.
новлены направляющие элементы 11, например болты, жестко закрепленные на раме 12, размещенной между стойками 9 с возможностью вертикального перемещения. На раме 12 установлены вертикальные стержни 13 с возможностью регулирования расстояния между ними в направлении, перпендикулярном фронту пресса 1. Между стержнями 13
размещена стопа 14 полос штампуемого материала. Стопа 14 верхней плоскостью упирается в упоры 15, выполненные, например, в виде роликов и закрепленные на станине 8 с возможностью только вращательного движения. Со стороны пресса 1 стопа 14 упирается в неподвижно закрепленную на станине 8 стенку 16, верхняя грань которой установлена на уровне подачи
верхней полосы из стопы 14. Рама 12 снабжена механизмом вертикального перемещения, выполненным, например, в виде грузов 17, подпружиненных пружинами 18 .и связанных с рамой 12 тросом через блоки 19, закрепленные на вертикальных стойках 9 станины 8. Пружины 18 имеют общую жесткость, равную силе тяжести пакета 14 полос, деленную на высоту пакета 14.
На станине 8 закреплена с возможностью перемещения вдоль фронта пресса 1 каретка 20, снабженная приводом с регулируемым ходом, например пнев- моцилиндром 21. С кареткой 20 жестко связана консоль 22, установленная
3
над направляющим лотком 23 для штампуемой полосы, закрепленным с одной стороны на стенке 16 станины 8 на уровне подачи полосы и упирающимся другим кондом в плоскость штампа первого перехода в его положении на позиции штамповки. На консоли 22 вдоль ее оси закреплены захва1ты 24, причем первьй из них со стороны каретки 20 установлен непосредственно перед стенкой 16. В положении штампа 4 на позиции штамповки перпендикулярно фронту пресса 1 соосно штампам 4 и 5 установлены соответственно промышленные роботы 25 и 26, неподвижно закрепленные на раме 27. Рядом с роботом 26 и штампом 5 второго перехода .установлена емкость 28 для складирования готовых изделий.
Штамп 4 первого перехода снабжен боковыми ножами 29 для отрезки отходов 30 штампуемой полосы и направляющими 31, имеющими механизм поворота в плоскости, перпендикулярной фронту пресса 1, вьшолненный, например, в виде жестко связанных с направляющими 31 рычагов 32 и 33, шарпирно закрепленных на штампе 4 и подпружиненных Б направлении один к другому с помощью пружины 34 и вьтолненных с клиновь ми поверхностями 35, взаимодействующими при штамповке с упором 36, жестко закрепленным на верхней плите штампа 4. Со штампом 5 второго перехода жестко связаны направляющие 37, установленные на уровне направляющих 31 при поджатии рычагов 32 и 33.
Линия работает следующим образом.
В исходном состоянии штамп 4 находится на позиции штамповки, штамп 5 выведен из штампового пространства вправо, стопа 14 полос материала, размещенная на раме 12 между стержнями 13, поджата к упорам 15 и стенке 16 с помощью грузов 17. С помощью пневмоцилиндра 21 каретки 20 ближним к каретке 20 захватом 24 верхняя полоса стопы 14 подается в направляющий лоток 23 и затем последовательными перемещениями каретки 20, консоли 22 с захватами 24 - в полость штапа 4. Последующие полосы при этом упираются в стенку 16. После рабочег хода ползуна 6 пресса 1, осуществляющего первый переход штамповки, включающий вырубку заготовки рукою робота 25, производятся захват заготовки и отвод ее из штампового пространст30721
БЗ прямолинейными перемещениями. С помощью привода 3, установленного на плите 2, штамп 4 отводится влево, а штамп 5 устанавливается на позицию
5 штамповки. При этом конец полосы с вырубленным отверстием скользит по направляюищм 31 и 37, чем достигается свободный проход штампа под полосою и предотвращается смятие
10 последней.
Затем рука робота 25 вводится в штамповое пространство и осуществляется загрузка заготовкой штампа 5 второго перехода. После второго хода
15 ползуна пресса 1 производится штамповка второго перехода и затем штампы 5 вместе с заготовкой перемещаю -- ся вправо. Робот 26 осуществляет выгрузку детали из штампа 5 и сбрасы20 вает ее в емкость 28. Одновременно последующим ходом пневмоцилиндра 21 каретки 20 и консоли 22 с захватами 24 осуществляется перемещение полосы на шаг. При этом неотдслвньын
25 от полосы отход 30 также перемещается на шаг. При следующем ходе ползуна 6 пресса 1 вначале упор 36 раздвигает рычаги 32 и 33 и отводит в стороны направляющие 31, освобождая проход для верхних ножей 29, осуществляющих отрезку отхода 30. При этом одновременно .производится штамповка первого перехода, включаницая вырубку заготовки. Отход 30 падает на нижнюю плиту штампа 4 и удаляется после его перемещения влево, например, сду- ванием. Направляющая 31 при ходе ползуна 6 вверх сдвигаются под действием пружины 34. В дальнейшем цикл повторяется .
0
После того, как левьш конец полосы пройдет верхнюю грань стенки 16, | ее последующее перемещение по найрав- ляющему лотку 23 осуществляют захва ты 24, закрепленные на консоли 22 ближе к оси пресса 1. Грузы 17 поднимают раму 12 со стопой 14 вверх и упорь 15 взаимодействуют со следующей полосой. Перемещение этой поло0 сы при последующем ходе каретки 20 осуществляет ближний к ней захват 24 при одновременном перемещении другими захватами 24 по лотку 23 остатков предыдущей полосы. Использование спе5 циальных конструкций магнитных захватов 24, позволяющих осуществлять схват материала определенной толщины, исключает подачу второй полосы преж30
5
де , чем первая пройдет стен - ку 16,
Применением пружин 18 с общей жесткостью, равной силе тяжести стопы 14 полос, деленную на высоту стопы 14, достигается постоянство усилия прижатия стопы 14 к упорам 15 и возможность получения оптимальной величины этого усилия, определяемой
надежностью продольного перемещения
полос.
Предложенйая линия для двухпере- ходной штамповки из полос позволяет за счет исключения технологических операций предварительной штамповки штучных заготовок значительно повысить производительность, снизить 10 трудоемкость штамповки изделий.

| название | год | авторы | номер документа |
|---|---|---|---|
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Линия для штамповки деталей из листового материала | 1985 |
|
SU1282946A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1983 |
|
SU1207576A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1163943A1 |
| Роботизированный комплекс для листовой штамповки | 1983 |
|
SU1230722A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1163942A1 |
| ЛИСТОШТАМПОВОЧНЫЙ ПРЕСС-АВТОМАТ | 2006 |
|
RU2341372C2 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| Робот к листоштамповочному прессу | 1988 |
|
SU1542672A1 |
19
tpuff.Z
фиг.Ъ
В-Б
3/
36
Редактор Н.Швыдкая
Заказ 2478/13Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
(flue. 5
Составитель Г.Смирнов
Техред М.Ходанич Корректор С.Шекмар
