1130
Изобретение относится к области черной металлургии и может быть ис- пользовано для непрерывного литья -металлов.
Целью изобретения является повьппе- кие качества непрерывнолитого слитка.
На чертеже схематично изображена установка непрерывного литья слитков, общий вид.
Получение непрерывнолитого слитка осуществляют следующим образом.
В кристаллизатор 1 с расплавленным металлом 2 погружена огнеупорная труба 4, герметично соединенная с промежуточным ковшом 5. Вытеснение металла из огнеупорной трубы осуществляют за счет дополнительной подачи газа через патрубок 6, В интервалах между подачами газа давление над поверхностью металла в гильзе снижают, соединяя внутреннюю полость огнеупорной трубы с атмосферой.
Скорость вытеснения металла из ог
неупорной трубы равна (3...4) - скорости движения струи при ее вытекании из промежуточного ковша.
Уменьшение скорости вытеснения металла из огнеупорной трубы менее
4
скорости движения струи металла
при ее вытекании из -промежуточного ковша нецелесообразно, так как глубина проникновения пульсирующей струи будет недостаточна для перемешивания жидкой фазы в зоне вторичного охлаждения . Качество слитка при этом снизится за счет увеличения осевой ликвации.
Увеличение скорости вытеснения металла из огнеупорной трубы свьш1е
,d
4- скорости движения струи металла
при ее вытекании из промежуточного . ковша также нецелесообразно, так как высокая скорость движения пульсирующей струи металла в зоне вторичного охлаждения значительно увеличивает количество разрушенных дендритов и повьш1ает пористость, осевую рыхлость и количество внутренних трещин в слитках .
Длительность заполнения металлом
этом необоснованно снижается частота пульсаций и не обеспечивается достаточно полное перемешивание жидкой фазы заготовки. Образующаяся вследствие этого химическая неоднородность слитка снижает его качество и увеличивает количество внутренних трещин. Пример. Отливают непрерьгоно- литую заготовку сечением мм из стали ШХ15 следующего состава, %: 1,02СС1; 0,281:Мп ; 0,34 ISil; 0,007 С 0,013 Р1; 1,49ССг ; 0,13 0,10 tCuh 0,005 Al. Температура стали в большом ковше 1545°С. Разливку осуществляют через баделлитовые стаканы диаметром d 25 мм со скоростью V 0,0108 м/с. В качестве защитной смеси используют графит. Для защиты струи металла от вторичного окисления, а также для пульсационного перемешивания жидкой 35 фазы слитка используют шамотно-гра- фитовую трубу с диаметром внутренней полости D 100 м.
Глубина погружения огнеупорной трубы в сталь принята равной 0,9 высоты налива металла в промежуточном ковше, что составило 0,6 м при скорости вытекании струи из промежуточного ковша 2,0 м/с.
Повьш1ение качества непрерывнолитого слитка на 3-4% достигается за счет перемешивания жидкой фазы заготовки пульсирующей струей, проникающей в зону вторичного охлаждения .
40
50
Формула изобретения
Способ непрерывного литья слитков, включающий подачу металла из проме- огнеупорной трубы, равная (1 , 0... 1 ,1) жуточного ковша в кристаллизатор че рез огнеупорную трубу и пульсационпечивает опускание уровня„ ,
J j H jjQg перемешивание жидкой фазы слитка
металла в кристаллизаторе в процессе пульсации со скоростью, меньшей, чем
&h
V
периодическим наполнением и вытеснением металла из огнеупорной трубы гаскорость разливки слитка, что защищает корочку от вторичного окисления.
Уменьшение длительности заполнения металлом огнеупорной трубы менее
i.of
нецелесообразно, так как в
процессе пульсаций происходит окисление корочки металла и, следовательно, ухудшается качество слитка. Увеличение длительности заполнения металлом огнеупорной трубы свыше
-v
нерационально, так как при
5
0
5
0
этом необоснованно снижается частота пульсаций и не обеспечивается достаточно полное перемешивание жидкой фазы заготовки. Образующаяся вследствие этого химическая неоднородность слитка снижает его качество и увеличивает количество внутренних трещин. Пример. Отливают непрерьгоно- литую заготовку сечением мм из стали ШХ15 следующего состава, %: 1,02СС1; 0,281:Мп ; 0,34 ISil; 0,007 С 0,013 Р1; 1,49ССг ; 0,13 0,10 tCuh 0,005 Al. Температура стали в большом ковше 1545°С. Разливку осуществляют через баделлитовые стаканы диаметром d 25 мм со скоростью V 0,0108 м/с. В качестве защитной смеси используют графит. Для защиты струи металла от вторичного окисления, а также для пульсационного перемешивания жидкой 5 фазы слитка используют шамотно-гра- фитовую трубу с диаметром внутренней полости D 100 м.
Глубина погружения огнеупорной трубы в сталь принята равной 0,9 высоты налива металла в промежуточном ковше, что составило 0,6 м при скорости вытекании струи из промежуточного ковша 2,0 м/с.
Повьш1ение качества непрерывнолитого слитка на 3-4% достигается за счет перемешивания жидкой фазы заготовки пульсирующей струей, проникающей в зону вторичного охлаждения .
0
50
Формула изобретения
периодическим наполнением и вытеснением металла из огнеупорной трубы га3 13015524
зон, отличающийся тем,где d - диаметр струи металла, вытечто, с целью повышения качества не-кающего из промежуточного
прерывнрлитого слитка, скорость вы-ковша, м;
теснения металла из огнеупорной тру-D - диаметр струи металла, выте,- /о /ч d5 кающей из огнеупорной трубы составляет (J-ч) - скорости вы- f t-j
Dбы, м;
теснения металла из промежуточного
ковша, а длительность заполнения сое- колебание уровня металла в
тавляет кристаллизаторе в процессе
П п-1 -, О пульсации, м;
V I , и I , I у J 7
VV - скорость литья, м/мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья слитков на установках вертикального и криволинейного типа | 1990 |
|
SU1736673A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2444413C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ (ВАРИАНТЫ) | 2022 |
|
RU2798500C1 |
| СПОСОБ РАЗЛИВКИ ТРУБНОЙ СТАЛИ НА МАШИНЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2011 |
|
RU2481920C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ (ВАРИАНТЫ) | 2022 |
|
RU2798475C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1999 |
|
RU2154544C1 |
| СПОСОБ ОБЖАТИЯ НЕПРЕРЫВНОЛИТОЙ СОРТОВОЙ ЗАГОТОВКИ В ЖИДКО-ТВЕРДОМ СОСТОЯНИИ | 2012 |
|
RU2511130C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2012 |
|
RU2494833C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2137570C1 |
Изобретение относится к черной металлургии и может быть использовано для непрерьшного литья металлов. Цель изобретения - повышение качества непрерывнолитого слитка. В кристаллизатор 1 с металлом 2 погружают огнеупорную трубу 4, соединенную с промежуточным ковшом 5 патрубком 6. Скорость вытеснения металла из огнеупорной трубы в кристаллизатор 1 равна (3-4)d/D, где d - диаметр струи металла, вытекающей из промежуточного kosma, D - диаметр струи металла, вытекающего из огнеупорной трубы. Вытеснение металла осуществляют за счет подачи газа через патрубок 6. 1 ил. (Л сд сд ND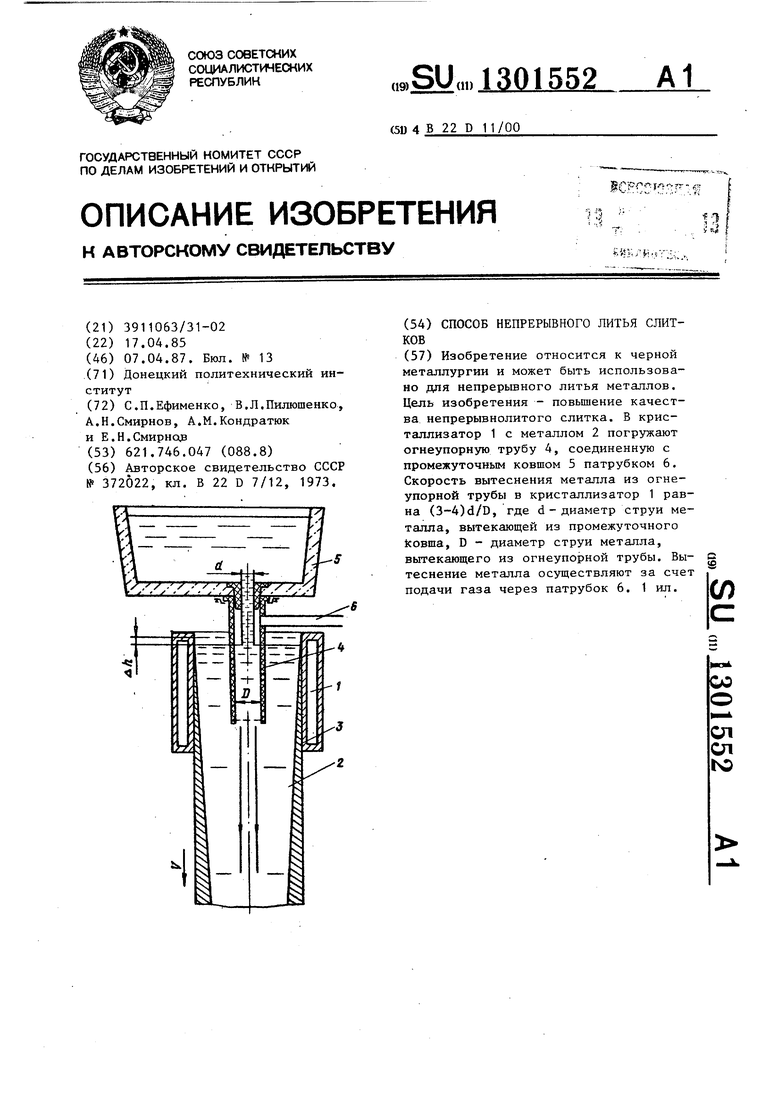
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 0 |
|
SU372022A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
