Изобретение относится к черной металлургии, в частности к разливке стали.
Известен способ предупреждения дефектов литья, возникающих в сердцевине слитков, заключающийся в том, что в процессе кристаллизации слитка ведут перемешивание ванны жидкого металла с помощью сжатого нейтрального или восстановительного газа, поступающего из полости огнеупорной трубки.
Недостатком такого способа является неудовлетворительное перемешивание ванны жидкого металла, что ухудщает его качество.
С целью устранения указанного недостатка предложено перемешивание металла осуществлять порциями, всасываемыми и выталкиваемыми сжатым газом с частотой 30-150 импульсов в минуту из огнеупорной трубки диаметром не более Д диаметра прибыли, причем глубина ее погружения составляет не более % высоты прибыльной части слитка.
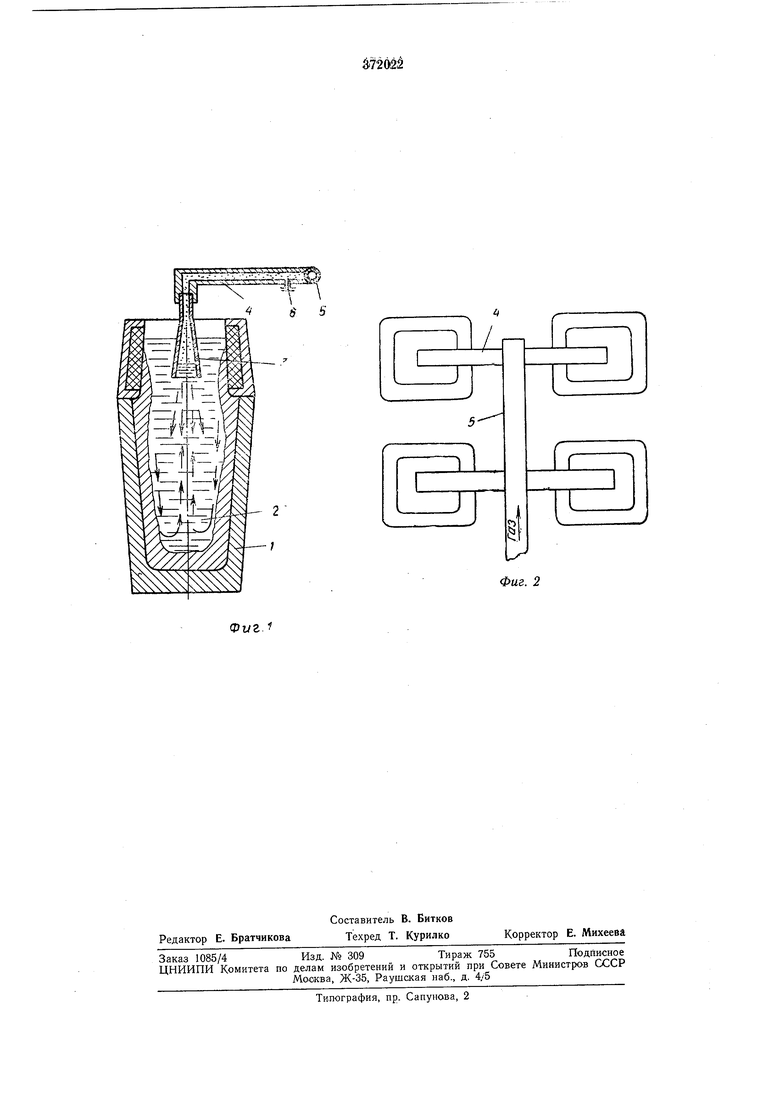
На фиг. I и 2 представлено устройство для осуществления описываемого способа.
После наполнения изложницы / жидким металлом 2 в прибыльную часть слитка погружают диффузорную огнеупорную трубку 5, соединенную металлической трубой 4 с газораспределительным коллектором 5. На соединительной трубе 4 установлен клапан 5, который с заданной частотой впускает газ из коллектора в соединительную 4 и огнеупорную 3 трубки, а затем выпускает, перекрывая выход из коллектора. Сжатый газ, поступая в диффузорную трубу, выталкивает жидкий металл, находящийся во внутренней полости
трзбки. Металл, выходя из трубки 3 с большой скоростью во внутренние объемы слитка, производит перемешивание ванны жидкого металла. Частота процесса определяется эмпирически в зависимости от веса слитка и условий кристаллизации металла, ее следует устанавливать от 30 до 150 импульсов в минуту. Диаметр огнеупорной трубки 3 должен быть не более Д диаметра прибыли, а глубина погружения трубки не более 4 высоты прибыльной части слитка.
Предмет изобретения
Способ получения слитков путем заливки стали в изложницу и последующего перемешивания жидкой сердцевины слитка в процессе его кристаллизации, отличающийся тем, что, с целью улучшения качества металла,
его перемешивание осуществляют порциями металла, всасываемыми и выталкиваемыми сжатым газом с частотой 30-150 импульсов в минуту из огнеупорной трубки диаметром не более Д диаметра прибыли, причем глубина ее погружения составляет не более 4 высоты прибыльной части слитка.
Фиг. 2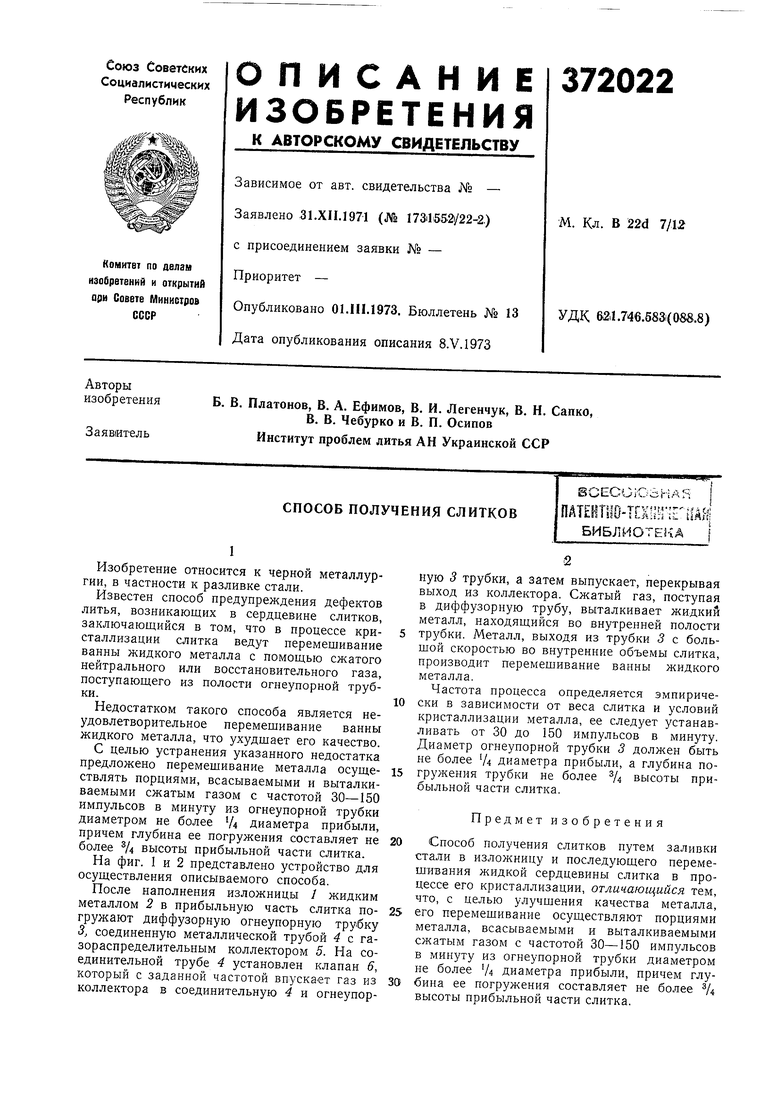
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения слитка | 1983 |
|
SU1148697A1 |
| Устройство для пульсационной обработки расплава | 1990 |
|
SU1764782A1 |
| Способ получения слитка | 1980 |
|
SU931278A1 |
| Способ получения слитков | 1989 |
|
SU1671407A1 |
| Способ получения слитков | 1987 |
|
SU1509176A1 |
| Устройство для обработки металла | 1988 |
|
SU1555047A1 |
| Способ получения слитков листовых заготовок | 1987 |
|
SU1447542A1 |
| Способ пульсационной обработки многоприбыльных отливок | 1989 |
|
SU1662754A1 |
| Способ внепечной обработки жидкого металла | 1985 |
|
SU1369857A1 |
| ПРИБЫЛЬНАЯ НАДСТАВКА | 1996 |
|
RU2104117C1 |