Изобретение относится к станкостроению и может найти применение при групповой обработке заготовок на станках с
1J 1 Of .
Цель изобретения - повышение производительности путем сокращения холостых ходов инструмейта при групповой обработке заготовок.
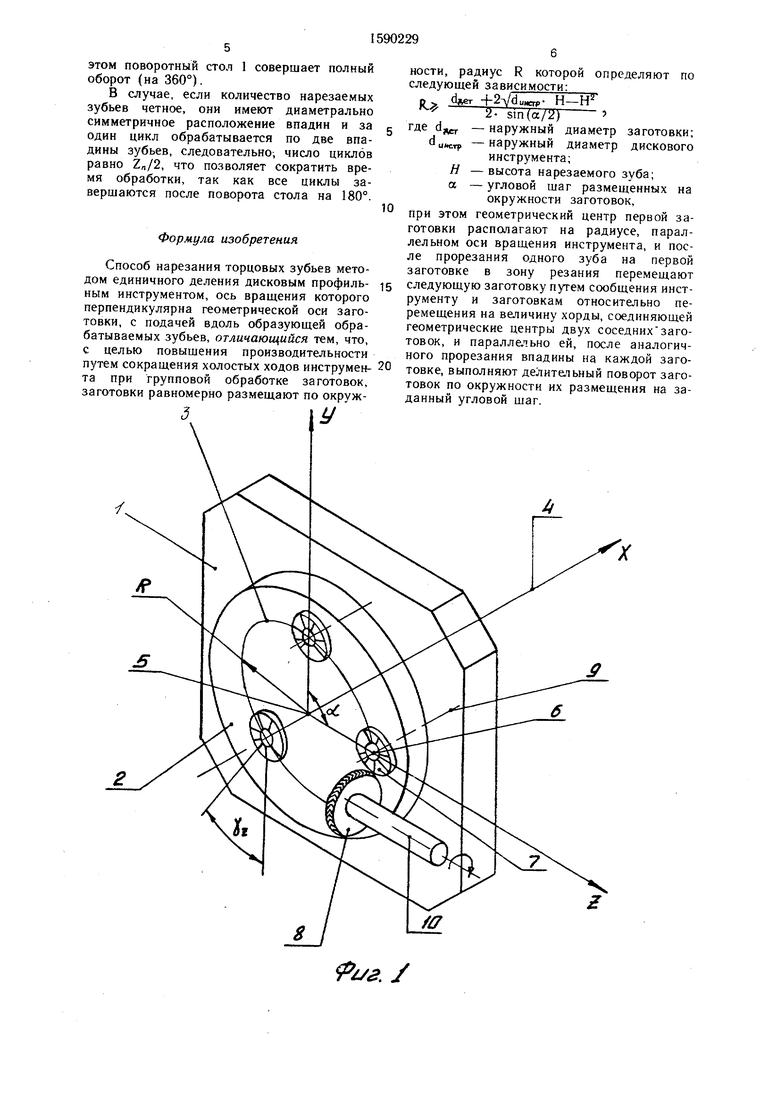
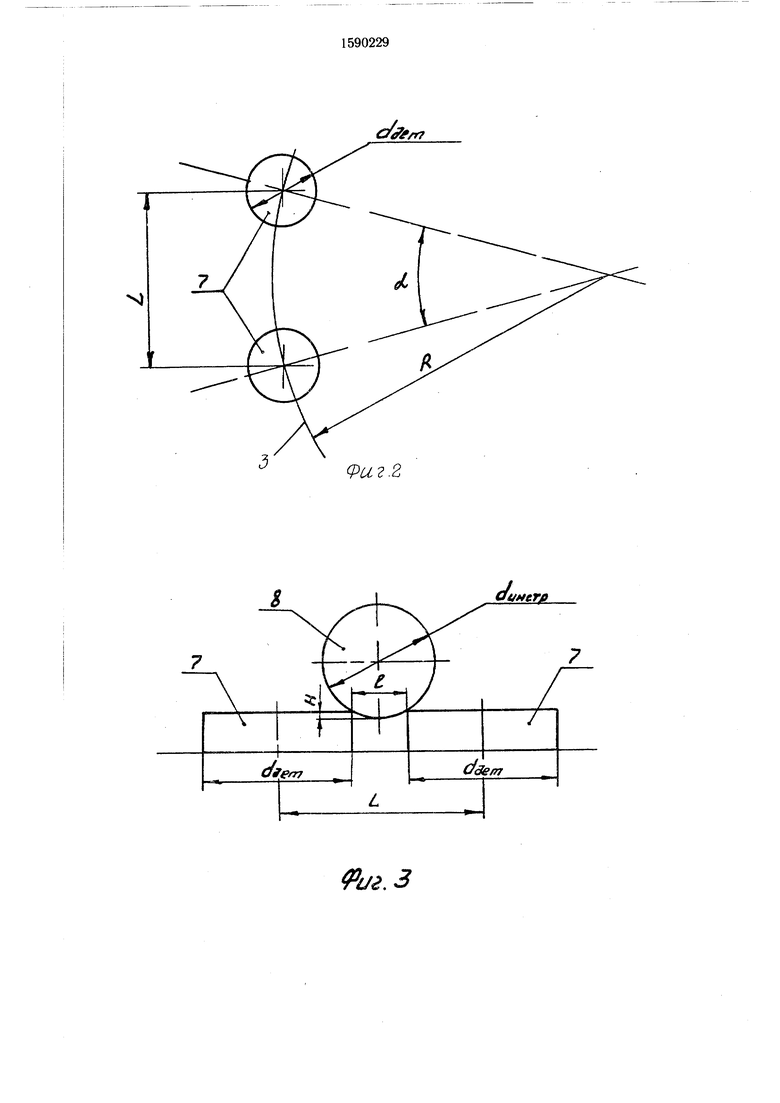
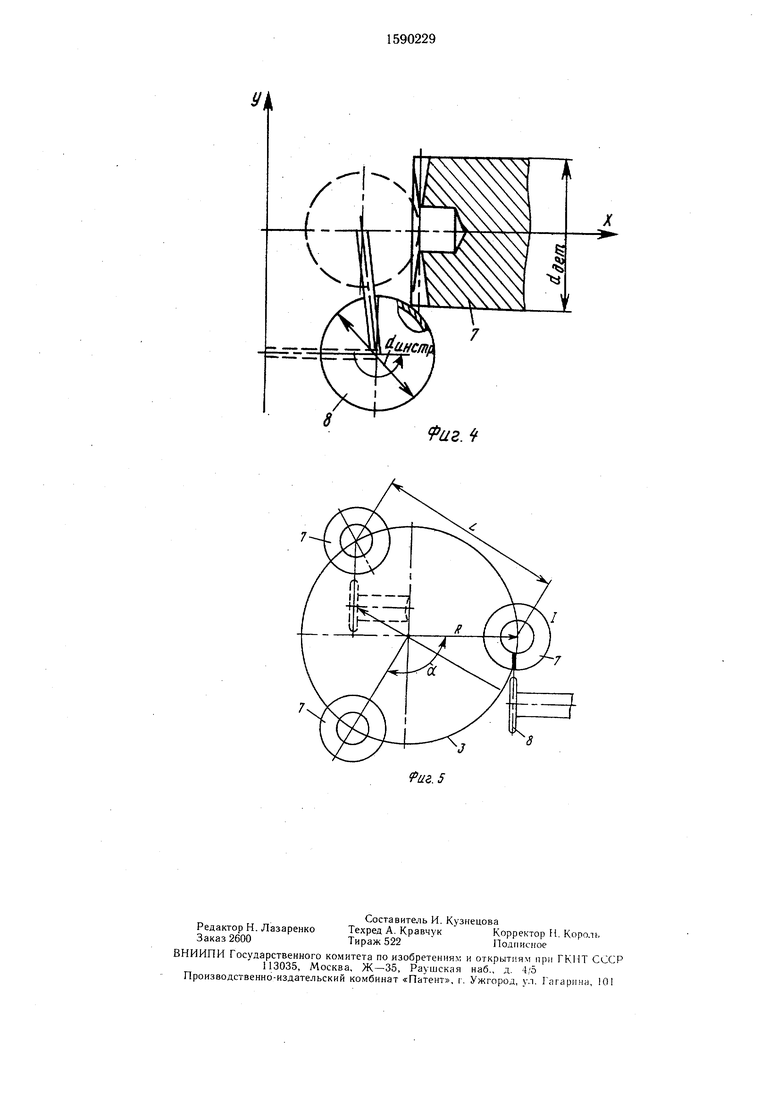
На фиг. 1 показана схема взаимного расположения инструмента и заготовок при нарезании торцовых зубьев; на фиг. 2 - схема расположения двух соседних заготовок, вид сверху; на фиг. 3 - схема определения минимально допустимого межцентрового расстояния между двумя соседними заготовками; на фиг. 4 - траектория движения центра инструмента относительно заготовки: на фиг. 5 - схема положения первой заготовки и траектория относительного перемещения инструмента и заготовки к следующей позиции обработки.
Способ осуществляется следующим образом.
На поворотном столе 1 станка с ЧПУ, где под управлением находятся четыре оси (включая поворотную ось стола), устанавливают многоместное приспособление 2, имеющее п мест для закрепления обрабатываемых п заготовок. Геометрический центр каждой из п заготовок находится на дуге 3 окружности радиуса R, центр
сл
со о tc г
со
которой пересекается осью 4 вращения поворотного стола. Радиус R выбирают в зависимости от габаритов поворотного стола и обрабатываемых заготовок, количества
и формы зубьев с учетом максимально s
допустимого установочного количества заготовок и определяют по формуле
о daen +2-Vd UHCTP НН XJ
-2. sin(«/2)
-наружный диаметр заготовки; duHcrp -наружный диаметр инструмента; Н - высота обрабатываемых зубьев; (X - угловой шаг расположения заготовок по окружности. При определении зависимости (1) учитывают соотношения зависимости радиуса R 15 окружности размещения заготовок от межцентрового расстояния L двух соседних деталей
(2)
20
2sir(d(y2)
и минимально допустимое межцентровое расстояние L между двумя соседними заготовками, исходя из условия предотвращения зарезания соседних заготовок дисковым профильным инструментом при обработке зубьев,25
.er -f (3)
Обрабатываемые заготовки располагают в приспособлении 2 через равный угловой щаг а, определяемый по формуле
а
ЗбО
п
(4)
где п - количество заготовок. При этом число заготовок выбирают таким образом, чтобы выполнялось одно из условий:
е{с1
Л-И
(5)
где(с - множество целых чисел;
Zn - число нарезаемых зубьев на заготовке, т. е. количество устанав- ливаемых заготовок и количество зубьев должны быть кратными. Приспособление 2 фиксируют на поворотном столе 1 так, чтобы центр 5 поворота стола 1 и геометрический центр 6 первой подлежащей обработке заготовки 7 лежали на прямой, параллельной оси вращения инструмента. Это необходимо для расчета привязки координатной системы приспособления в системе станка. Последующие взаимодействия станка, инструмента и заготовок осуществляются в автоматичес- ком режиме (по рассчитанной управляющей программе).
Дисковый инструмент 8, профиль которого соответствует профилю впадин зубьев обрабатываемых заготовок, позиционируют на ускоренном ходу к первой подлежащей обработке заготовке так, чтобы плоскость симметрии профиля режущей части инструмента проходила через ось 9 заго
товки. Инструменту 8 сообщают вращение .вокруг его геометрической оси 10, которая перпендикулярна оси 9 заготовки 7, а также возвратно-поступательные движения рабочей подачи в направлении линии впадин обрабатываемого модифицированного прямого зуба. Любая необходимая форма прямого торцового зуба дост игает- ся линейной круговой интерполяцией движения инструмента в режиме рабочих подач. Необходимые режимы обработки, величины врезания и ходы инструмента определяют из условий обработки и конструкции конкретных заготовок. После обработки впадин зубьев первой заготовки, ось симметрии которой перпендикулярна оси вращения инструмента, осуществляют позиционирование инструмента на ускоренном ходу, сохраняя описанную выще ориентацию плоскости симметрии инструмента и оси заготовки к ближайщей на окружности 3 заготовке, подлежащей обработке, совершая при этом перемещение параллельно, хорде, соединяющей геометрические центры двух соседних заготовок, на величину хорды L, определяемой по формуле
L 2Rsin(a/2).,
(6)
0
35
о 45 50
и обрабатывают аналогичную впадину зубьев на второй заготовке и т. д.
Совокупность позиционирований к i-й заготовке и перемещений обработки впадин зубьев повторяют п раз, в результате чего на всех п заготовках обработаны одноименные впадины зубьев, оси симметрии профилей которых при данном положении поворотного стола перпендикулярны к оси вращения инструмента.
Координаты геометрического центра 1-й заготовки в координатной системе, начало отсчета которой совпадает с центром поворотного стола 1 при фиксированном нулевом положении последнего, определяют по формулам
Z, cos(i-)
Y,. sin(i-) а. (7)
После обработки всех однонаправленных впадин зубьев поворотный стол поворачивают на угловой щаг у, нарезаемых зубьев
J60° Z-
(8)
где Z, - число зубьев детали.
Затем последовательно выполняют обработку однонаправленных впадин зубьев на п заготовках.
Описанная последовательность операций, именуемая циклом обработки однонаправлен ных впадин зубьев, повторяется 2 раз, т. е. число циклов равно количеству зубьев заготовки, при прохождении которых jTpoH3- водят полную обработку п деталей, при
ности, радиус R которой определяют по следующей зависимости:
этом поворотный стол 1 совершает полный оборот (на 360°).
В случае, если количество нарезаемых зубьев четное, они имеют диаметрально
ЕЕН - Г--
равно Zn/2, что позволяет сократить вреD (Wr +2Vdu«TP- Н-Н J- sin (а/2)
мя обработки, так как все циклы завершаются после поворота стола на 180°.
Формула изобретения Способ нарезания торцовых зубьев мето10
инструмента;
Я -высота нарезаемого зуба; а угловой шаг размещенных на
окружности заготовок, при этом геометрический центр первой заготовки располагают на радиусе, параллельном оси вращения инструмента, и после прорезания одного зуба на первой
. . заготовке в зону резания перемещают
дом единичного деления дисковым профиль- g следующую заготовку пугем сообщения инст- ньш инструментом, ось вращения которогорументу и заготовкам относи ьно пеперпендикулярна геометрической оси заго-ремещения на величину хорды соединяющей
товки, с подачей вдоль образующей обра-геометрические центрь двух соседних го
. Го-р:р - „- г гза - г;г-г„г°„ Га - г ° ;г: ГГрГ.;.гГр- заготовки равномерно размещают по окруж-данный угловой шаг Р 3
ности, радиус R которой определяют следующей зависимости:
- Г--
D (Wr +2Vdu«TP- Н-Н J- sin (а/2) 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания выпуклых и вогнутых сторон арочных зубьев цилиндрических зубчатых колес | 1989 |
|
SU1722719A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| Устройство для обработки изделий с фасонным профилем | 1987 |
|
SU1484491A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТОГО ВЕНЦА ЖЕСТКОГО КОЛЕСА ВОЛНОВОЙ ПЕРЕДАЧИ С ПРОМЕЖУТОЧНЫМИ ТЕЛАМИ | 2007 |
|
RU2342230C1 |
| Способ обработки круговых зубьев колеса конической передачи | 1990 |
|
SU1768358A1 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ЕЛОЧНОГО ПРОФИЛЯ ЗАМКА ЛОПАТКИ | 1989 |
|
RU2047467C1 |
| СПОСОБ ОБРАБОТКИ ОТДЕЛЬНО ВЗЯТЫХ СЕКТОРОВ СБОРНЫХ ЗУБЧАТЫХ ВЕНЦОВ | 1973 |
|
SU367978A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ОТВЕРСТИЙ | 2004 |
|
RU2268108C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ВТОРОГО ПОРЯДКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2170161C2 |
| Способ нарезания эвольвентной части профилей зубьев зубчатых колес методом геометрического построения эвольвенты | 1990 |
|
SU1764873A1 |
Изобретение относится к станкостроению и может найти применение при групповой обработке заготовок на станках с ЧПУ. Цель изобретения - повышение производительности путем сокращения холостых ходов инструмента при групповой обработке заготовок с торцовыми зубьями. Заготовки равномерно размещают на поворотном столе в многоместном приспособлении. Геометрический центр каждой заготовки находится на дуге окружности 3, радиус которой определяют в зависимости от габаритов стола и обрабатываемых заготовок, их количества и формы зубьев. Геометрический центр первой заготовки для удобства привязки к координатной системе станка располагают на радиусе, параллельном оси вращения инструмента. После обработки одной впадины зубьев первой заготовки, ось симметрии которой перпендикулярна оси вращения инструмента, в зону резания перемещают следующую заготовку. Для этого инструменту и заготовкам, размещенным в многоместном приспособлении на столе станка, сообщают относительное перемещение на величину хорды, соединяющей геометрические центры двух соседних заготовок, и параллельно ей. После аналогичного прорезания впадины на каждой заготовке выполняют делительный поворот по окружности размещения заготовок на заданый угловой шаг. Затем цикл повторяется, число циклов равно количеству зубьев заготовки. 5 ил.
./
9U2.2
i/,3
7f/r
аг.
,
| Зорохович А | |||
| А | |||
| и Остров Н | |||
| М | |||
| Производство высокоскоростных зубчатых колес средних модулей | |||
| - М.: Машиностроение, 1968, с | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
