Изобретение относится к машиностроению и может быть использовано в редукторах для передачи 1крутящего момента между валами с пересекающимися осями в условиях больших нагрузок, например в горном машиностроении, и является усовершенствованием изобретения по авт. ев, № 329966.
Цель изобретения - расширение технологических возможностей за счет получения наклонной линии зуба.
На фиг,1 показана схема нарезания зубьев шестерни с двояковыпуклыми боковыми поверхностями и углом наклона средней линии зуба больше нуля; на фиг.2 - схема нарезания зубьев колеса .с двояковогнутыми боковыми поверхностями и углом наклона средней линии зуба, имеющей направление, противоположное направлению средней линии зуба ведущего колеса с двояковыпуклыми зубьями.
Вначале производят нарезание зубьев шестерни с двояковыпуклыми боковыми поверхностями и углом наклона средней линии зуба больше нуля. Обработка начинается с прорезки зубьев шестерни 1 путем профилирования выпуклых боковых поверхностей А, имеющих направление, одноименное с направлением средней линии а - а зуба 2, внутренними резцами двусторонней зуборезной головки 3, центр коуо- рой находится в точке 0, на полную высоту зуба . Пололсение центра зуборезной головки 3 (точка О, ) определяют из условия получения заданного угла |3р в точке выпуклой боковой поверхности А на расчетном радиусе производящего колеса, равном ро,сч ср + 0,257 т з1п/}„.
При этом наладку зуборезного станка осуществляют в соответствии с известными способами нарезания конических колес с круговыми наклонными зубьями ( рп 0) плосковершинным производящим колесом. Номинальный диаметр do, зуборезной головки 3 для нарезания зубьев шестерни 1 определяют известным путем. Нарезанные зубья имеют припуск 8 5, , которьш относится к вогнутой стороне (поверхность В) предварительно обработанного зуба шестерни 1.
При обработке противопололдаой боковой поверхности зуба шестерни 1, направление которой не совпадает с направлением средней линии а -а зуба.
центр зуборезной головки 3 должен находиться в точке О., координаты кото-рой определяют из условия обработки выпуклых боковых поверхностей круговых зубьев конической шестерни, имеющих направление, противоположное направлению средней линии зуба. Указанное условие является специфическим для способа нареаания наклонных ДВВзубьев, так как при нарезании обычных круговых наклонных зубьев направления боковых поверхностей всегда совпадают с направлением средней линии зуба. Координаты точки 0 необходимо определять по зависимостям, которые учи- тьтают противоположное направление боковой поверхности кругового зуба и его средней линии.
Положение центра зуборезной головки 3 (точка О,) определяют.из условия получения заданного .угла р в точке выпуклой боковой поверхноСти, которую также обрабатывают внутренними резцами, на расчетном радиусе производящего колеса, равном К( Rep. - 0,25 u т„ sinpn, определенные из этого условия координаты центра зуборезной головки 3 (точка О, ) - горизонтальная Н, вертикальная V, угловая q и радиальная U - будут иметь следующие значения:
ЗД
(1)
зуборезной головки для нарезания зубьев шестерни.
0
5
5
I
мм
R, - расчетный радиус произво1 р01СЦ
дящего колеса. I f
Н., V
и
-, V,, и, ид, - координаты центра резцовой головки соответственно горизонтальная, вертикальная, радиальная и угловая (не обозначены). При этом номинальный диаметр зуборезной головки 3 dg .
Расчетньш угол люлюки Q, зуборезного станка вычисляют на основании величины q , определенной по форму- ле (1).
Последовательно путем подачи Р , шестерни на зуборезную головку 3 сиимается весь припуск Sg, с вогнутой стороны (поверхность В) и окончательно формируется впадина 4. Таким образом, зуб 2 шестерни 1 имеет двояко- выпукл-ую форму боковых поверхностей и заданный угол средней линии зуба
Таким образом, при нарезании боковых поверхностей зуба шестерни и колеса, не совпадающих с направлением средней линии зуба, ось зуборезной головки располагают симметрично положению оси зуборезной головки при нарезании боковых поверхностей шестерни и колеса, направление которых совпадает с направлением средней ли- НИИ, при этом за ось симметрии принимают среднюю линию зуба„
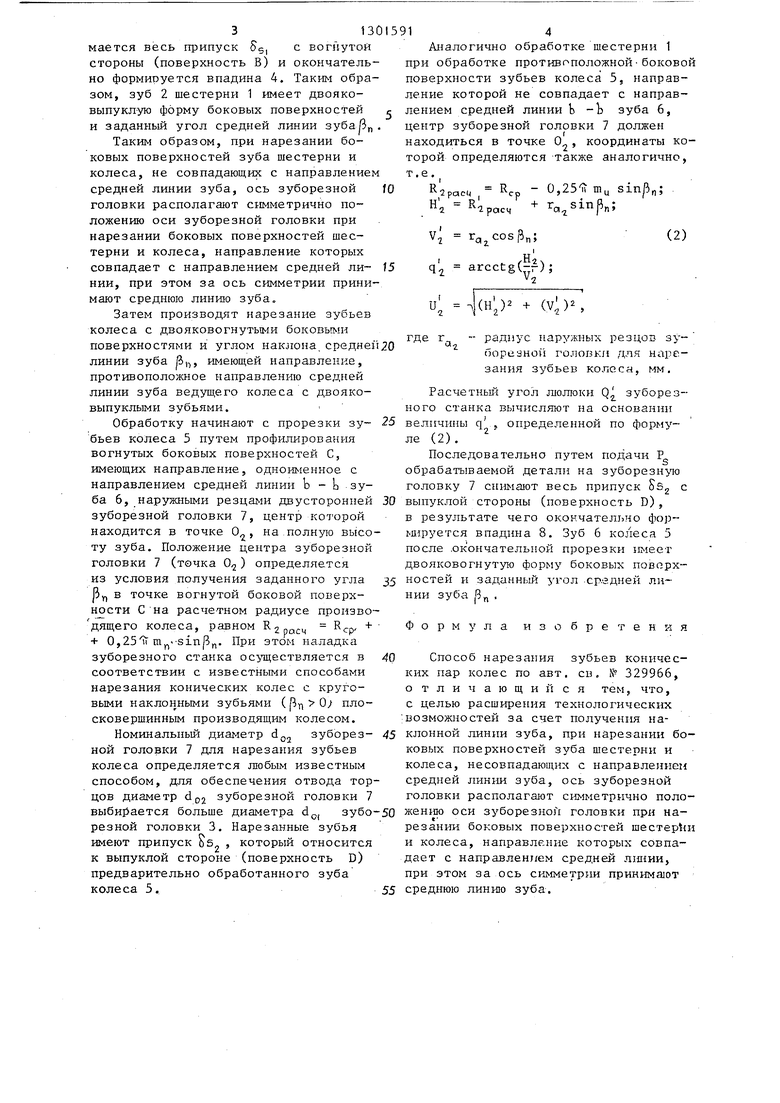
Затем производят нарезание зубьев колеса с двояковогнутьми боковыми поверхностями и углом наклона. средне1 линии зуба |i|,, имеющей направление, противоположное направлению средней линии зуба ведущего колеса с двояковыпуклыми зубьями.
Обработку начинают с прорезки зу- бьев колеса 5 путем профилирования вогнутых боковых поверхностей С, имеющих направление, одноименное с направлением средней линии b - Ь зуба 6, наружными резцами двусторонней зуборезной головки 7, центр ко7 орой находится в точке О-, на полную высоту зуба. Положение центра зуборезной головки 7 (точка 0) определяется из условия получения заданного угла |3 в точке вогнутой боковой поверх- нрсти С на расчетном радиусе произво- дящего колеса, равном Кграсч + 0,25 iT т -з1пр„. При этом наладка зуборезного станка осуществляется в соответствии с известными способами нарезания конических колес с круговыми наклонными зубьями (0; плосковершинным производящим колесом.
Номинальный диаметр d
02
зуборез-
ной головки 7 для нарезания зубьев колеса определяется любым известным способом, для обеспечения отвода торцов диаметр d зуборезной головки 7 выби1 ается больше диаметра d. зуборезной головки 3. Нарезанные зубья имеют припуск Ь5„ , который относится к выпуклой стороне (поверхность D) предварительно обработанного зуба колеса 5.
Аналогично обработке шестерни 1 при обработке противоположной-боковой поверхности зубьев колеса 5, направление которой не совпадает с направлением средней линии Ь -Ь зуба 6, центр зуборезной головки 7 должен находиться в точке 0, координаты которой определяются также аналогично, т.е.
- 0,25 Шц
+ г,, sin
-а
N;
2 а( q arcctg(-r);
(2)
л1(н;)2 + (v;)s
где г, -- радиус наружных резцов зу- борезноГ головки для нарезания зубьев колеса, мм,
Расчетньш угол люлюки Q зуборезного станка вычисляют на основании величины q . определенной по формуле (2).
Последовательно путем подачи Р обрабатываемой детали на зуборезн по головку 7 снимают весь припуск SB, с выпуклой стороны (поверхность D), в результате чего окончател1)НО фор- ьшруется впадина 8. Зуб б колеса 5 после .окончательной прорезки имеет двояковогнутую форму боковых поворх- ностей и заданный угол средней яи пин зуба |В„ .
Формула изобретения
Способ нарезания зубьев конических пар колес по авт. св. № 329966, отличающийся тем, что, с целью расширения технологических возможностей за счет получения наклонной линии зуба, при нарезании боковых поверхностей зуба шестерни и колеса, несовпадающих с направлеииен средней линии зуба, ось зуборезной головки располагают симметрично положению оси зуборезно : головки при нарезании боковых поверхностей шестер1{ и колеса, направление которых совпадает с направлентюм средней лш1ии, при этом за ось симметрии принимают среднюю зуба.
02
Редактор А.Козориз
Составитель В.Слиткова
Техред А.Кравчук-Корректор Г,Решетник
Заказ 1181/14Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.2
Изобретение относится к машиностроению и может быть использовано в редукторах для передачи крутящего момента между валами с пересекающимися осями. Целью изобретения является расширение технологических возмолшостей за счет получения наклонной линии зуба. Производят прорезку зубьев .шестерни 1, путем профилирования выпуклых боковых поверхностях А, 1шею- щих направление, одноименные с направлением средней линии а - а зуба 2, внутренними резцами двусторонней зуборезной головки 3, центр которой находится в точке О,-. При обработке противоположной боковой поверхности зуба шестерни 1 , направление котор ой не совпадает с направлением средней линии а-Q, центр головки 3 находится в точке 0 , координаты которой определяют расчетным путем, а ось голоики располагшот симметрично положению оси резцовой головки при парезании боковых поверхностей шестерни и колеса. Направление последних совпадает с направлением средней ЛШ1ИИ, причем за ось симметрии принимают среднюю линию зуба. 2 ил. SS (Л с 14)
| ВСЕСОКЗЗНЛЯИПЕЙТК04?ХП^'^-^^К^^^;-БИБЛИ^ЗН^;^ | 0 |
|
SU329966A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
