11
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к электроконтактной обработке в безуглеродной среде вращающимся дисковым электродом .
Цель изобретения - улучшение качества обрабатываемой поверхности путем обработки на режимах, обеспечивающих уменьшение высоты микронеров- ностей и глубины дефектного слоя.
На чертеже показан график зависимости высоты микронеровностей (параметр R) от соотношения рабочего и предельного токов (К , где Г - рабочий ток, I „р - предельный ток короткого замыкания).
График получен при электроконтактной обработке жаропрочного сплава же - 6К с использованием безуглеродной охлаждающей жидкости (2%-ный раствор кальцинированной соды в технической воде). Скорость вращения детали 60 м/мин, скорость вращения диска 30 м/с.
Обработка выполняется в условиях ст абш1изадии рабочего тока путем регулирования подачи дискового электрода при отклонениях тока от установленного значения.
На графике виден характерный участок вблизи предельных значений тока.
Установлено, что в диапазоне
IP (0,85 - 0,95) 1„р.
Качество поверхности резко улучшается (снижено значение R, уменьшена глубина дефектного слоя) при практически неизменной производительности.
015962
Данный эффект имеет место во всем диапазоне чистовых режимов электроконтактной обработки.
Способ релазиуется следующим об- 5 разом.
Выполняют обработку детали в безуглеродной среде вращающимся дисковым электродом с регулированием рабочей подачи по отклонениям рабочего тока JO от установленной величины. При этом установленнук) величину рабочего тока выбирают из диапазона
IP (0,85 - 0,95) Ipp
5 и регулируют подачу так, чтобы текущие значения рабочего тока не выходили за указанны диапазон.
Стабилизация рабочего тока на указанном уровне обеспечивает .повьшгение 20 качества поверхности и уменьшение глубины дефектного слоя практически без снижения производительности.
ормула изобретения
Способ электроконтактной обработки в безуглеродной среде вращающимся дисковым электродом с регулированием рабочей подачи электрода в функции
рабочего тока, отличающий- с я тем, что, с целью улучшения качества обрабатываемой поверхности, регулируют подачу так, чтобы текущие значения рабочего тока не выходи ли
за диапазон
IP (0,85 - 0,95) 1„р, где IP - величина рабочего тока;
1 - предельная величина тока при
коротком замыкании.
KZ.MKM
Q,l г Q,B 0,8
/r-Jtjp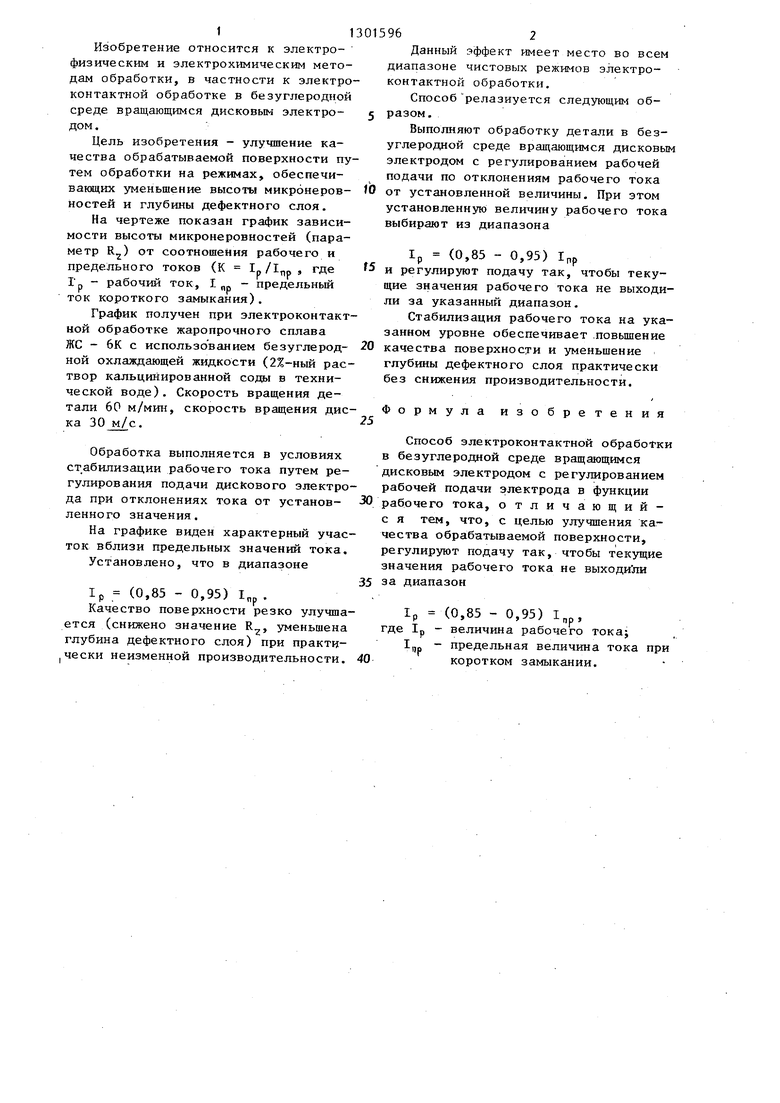
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ | 1994 |
|
RU2074795C1 |
| Способ электроконтактной резки | 1980 |
|
SU984783A1 |
| Способ электроконтактной обработки | 1979 |
|
SU878478A1 |
| Устройство для исследования процесса электрической эрозии электродов | 1978 |
|
SU745633A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РЕЗКИ | 2007 |
|
RU2339490C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПРЕДВАРИТЕЛЬНО ПОЛУЧЕННЫХ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2006 |
|
RU2325250C2 |
| Устройство для электроэрозионного разрезания пакета труб | 1991 |
|
SU1809575A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1991 |
|
RU2009804C1 |
| Способ электроконтактной обработки | 1978 |
|
SU808232A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1990 |
|
RU2028886C1 |
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к электроконтактной обработке в безуглеродной среде вращающимся дисковым электродом. Цель изобретения - улучшение качества обрабатываемой поверхности без практического снижения производительности. Режим элё ктроконтактной обработки зависит от соотношения рабочего тока и тока короткого замыкания, с помощью которого находят величину межэлектродного зазора и физический механизм дугообразования. Б диапазоне величин токов 0,85-0,95 от предельного отмечается резкое улучшение качества обрабатьшаемой поверхности без заметного снижения производительности. Обработку выполняют в этом диапазоне токов, осуществляя стабилизацию тока путем регулирования подачи. 1 ил. о S (Л ел со О5
Редактор А.Козориз
Составитель Р.Мёльдер
Техред А.Кравчук Корректор М.Са1 борская
Заказ 1181/14Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Дмитриева Ю.П | |||
| и др | |||
| Электроэро- зиониое и заготовительное разрезание | |||
| НТО Машпром, 1977, с | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
