Изобретение относится к отрасли промышленности машиностроение, а именно к электрофизическим и электрохимическим методам обработки, в частности к способу электрохимической резки алмазным дисковым электродом-инструментом.
Известен способ электрохимической резки [1], включающий анодное растворение поверхности обрабатываемой заготовки с одновременным механическим резанием вращающимся алмазным дисковым электродом-инструментом, зафиксированным на оправке между фланцами, где подача технологической жидкости осуществляется струей под давлением через сопло на торцевую и боковые поверхности электрода-инструмента.
Недостатками данного способа является то, что глубина и (или) скорость резания накладывают ограничения на производительность процесса. В противном случае в зоне резания образуется «газовое запирание», которое приводит к разрушению контактных поверхностей. Также в результате большого расхода технологической жидкости более 30 л/мин затрачивается дополнительная энергия на ее подачу в зону резания. Более того, при механическом контакте электрода-инструмента с заготовкой происходит «засаливание» режущей кромки электрода-инструмента удаляемыми компонентами обрабатываемого материала. Таким образом, в процессе резания данный способ требует реализовывать процесс «правки», т.е. восстанавливать режущие способности электрода-инструмента, что приводит к существенным технологическим потерям и к нерациональному расходу алмазов.
Наиболее близким по технической сущности к предлагаемому техническому решению является способ электрохимической резки [2], включающий анодное растворение поверхности обрабатываемой заготовки с одновременным механическим резанием вращающимся алмазным дисковым электродом-инструментом с газовой активацией контактной зоны, содержащий отрезной алмазоносный диск, установленный между фланцами, торцевые части которых, обращенные к диску, образуют тороидальную камеру, в которой имеется замкнутая цилиндрическая пружина, при этом в полости пружины размещен с возможностью колебательных движений кольцевой эксцентриковый маятник, выполненный в виде пластины. Подача технологической жидкости осуществляется под определенным давлением посредствам сопла в тороидальную камеру на кольцевой маятник. Поскольку струя среды более эффективно воздействует на маятник, то он будет совершать колебания, которые вызовут интенсивное перемешивание технологической среды с газовой фазой путем созданного турбулентного потока и высокой скорости вращения устройства, вследствие разных скоростей сред образуется некоторое разрежение в технологической жидкости, т.е. воздушные включения. Высокая скорость прокачки газожидкостной смеси, которая центробежно подается в зону резания через сквозные радиальные каналы, имеющиеся на торцах фланцев, способствует быстрому сжатию воздушных включений в зоне резания, тем самым поддерживается кавитационный процесс в межэлектродном зазоре.
Недостатками данного способа является то, что глубинная более 12 мм резка с центробежной подачей технологической жидкости с воздушными включениями приводит к образованию «газового запирания», а именно в зоне резания воздушные включения резко теряют скорость и испытывают сопротивление между боковыми поверхностями заготовки и электрода-инструмента, что, в свою очередь, ведет к «засаливанию» режущей кромки электрода-инструмента. В результате происходит разрушение контактных поверхностей. Более того, центробежная подача технологической жидкости ведет к большому ее расходу, при этом затрудняется контроль протекающих явлений в зоне резания, а именно регулирование таких параметров, как: частота вращения электрода-инструмента; частота колебаний кольцевого маятника; количество и величина образованных воздушных включений и расход технологической жидкости, поступающей в тороидальную камеру под определенным давлением. Это приводит к сложному регулированию и нестабильности технологического воздействия явления кавитации, к ограничению производительности процесса, а также к использованию дополнительной энергии, затрачиваемой на подачу технологической жидкости в зону резания. Затем боковые поверхности заготовки обрабатываются не только электрохимическим, но и кавитационным воздействием, вследствие чего, образуется конусность реза. В связи с этим данный профиль определяет точность готовых деталей для последующих операций. Также для реализации способа требуется дополнительные затраты на изготовление устройства, что усложняет применяемость данного устройства при резке заготовок различных сечений.
Задачей данного способа является повышение производительности процесса, качества обработанной поверхности, достижение высокой надежности, простоты управления и контроля протекающих процессов.
Для решения поставленной задачи в способе электрохимической резки, включающем анодное растворение поверхности обрабатываемой заготовки с одновременным механическим резанием вращающимся отрезным алмазным дисковым электродом-инструментом посредством взаимодействия подключенных к источнику технологического тока заготовки и электрода-инструмента, контактирующих с кавитационным потоком технологической жидкости в зоне резания, где контактирование электрода-инструмента с технологической жидкостью проводят погружением его в технологическую жидкость до площади погружения, составляющей 0.01÷0.2 от общей площади электрода-инструмента, с одновременным полным погружением заготовки в объем с технологической жидкостью, подаваемой средством нагнетания технологической жидкости, до уровня, не превышающего 0.01÷0.1 наружного диаметра электрода-инструмента от верхней поверхности заготовки, контролируемого выводным подводом, снабженным средством ограничения расхода, например обратным клапаном, срабатывающим на превышение заданного гиростатического давления, причем вне зоны резания электрод-инструмент подвергают гидроочистке турбулентными потоками технологической жидкости, создаваемыми вращением электрода-инструмента в массе технологической жидкости.
На чертеже представлен общий вид схемы устройства для осуществления способа электрохимической резки.
Способ работает следующим образом. Электрод-инструмент 1 с обрабатываемой заготовкой 2 для работы подключают к источнику технологического тока 7, затем системой подачи жидкости заполняют ванну 3 технологической жидкостью путем вводного подвода 4 для полного погружения обрабатываемой заготовки 2 в технологическую жидкость до уровня, не превышающего 0.01÷0.1 наружного диаметра электрода-инструмента 1 от верхней поверхности заготовки, контролируемого посредством выводного подвода 5, снабженного обратным клапаном 6, срабатывающим на превышение заданного гиростатического давления. При этом образуется постоянный уровень технологической жидкости, находящийся выше обрабатываемой заготовки 2, в которую погружают 0.01÷0.2 часть общей площади электрода-инструмента 1, причем технологическая жидкость постоянно циркулирует в ванне 3, т.е. обновляется. Разрезание заготовки 2 ведется вертикальной (и) или горизонтальной подачей в сочетании с вращательным движением электрода-инструмента 1. При вращении электрода-инструмента 1, в начале работы цикла, режущая кромка электрода-инструмента 1 контактирует с воздушной средой, затем, перемещаясь в технологическую жидкость, воздушная среда, находящаяся в связующей алмазоносного электрода-инструмента 1 между алмазными зернами «запирается». Таким образом, при переходе режущей кромки электрода-инструмента 1 с воздушной среды в жидкую воздушные включения при постоянном гидростатическом давлении и вращательном движении электрода-инструмента 1 удерживаются между алмазными зернами режущей кромки. Размер и величина воздушных включений зависит от: расстояний между алмазными зернами, связующей круга, частоты вращения электрода-инструмента 1 и величины гидростатического давления. При взаимодействии торцевой режущей кромки электрода-инструмента 1 с обрабатываемой заготовкой 2 в зоне резания происходит быстрое сжатие воздушных включений, имеющихся в связующей алмазоносною круга, т.е. резко сосредотачивается давление большой величины на меньших площадях рабочей кромки. В этот момент возникает гидравлический удар технологической жидкости о поверхность омываемого потоком режущей кромки и заготовки (т.е. происходит продавливание входящей микроструей), а на боковых поверхностях режущей кромки электрода-инструмента 1 образовавшиеся воздушные включения с течением времени проталкиваются на торцевую режущую кромку путем действия центробежных сил и значительного понижения давления в торцевой области электрода-инструмента 1 вследствие максимальной скорости. Причем в межэлектродном зазоре разрушению подвергается только снимаемый припуск обрабатываемого материала, подвергающийся анодному растворению. Таким образом, в зоне резания поддерживается автономный кавитационный процесс. В результате чего происходит отчистка от «засаливания» рабочей кромки электрода-инструмента 1 и разрушение обрабатываемого материала, которое способствует анодному растворению заготовки 2. Также образуется дополнительное движение технологической жидкости в зоне резания, направленное в сторону движения электрода-инструмента 1, что существенно облегчает удаление отработанной технологической жидкости с эвакуацией продуктов обработки. Образованное движение технологической жидкости в межэлектродном зазоре способствует постоянному обновлению ее, натяжению и снижению рабочей температуры жидкости, т.е. рабочая среда не теряет физико-химических свойств и электропроводность, таким образом, увеличивается плотность тока. В этих условиях рассматриваемое движение жидкости существенно способствует процессу электрохимической резки. Затем, при данном способе подачи технологической жидкости в зону резания, боковые поверхности заготовки обрабатываются только электрохимическим воздействием вследствие большого межэлектродного зазора между боковыми поверхностями, следовательно, идет равномерное удаление объема материала. В этой связи данный профиль не наклонный. Более того, вне зоны резания режущая кромка электрода-инструмента 1 подвергается гидродинамическому сопротивлению турбулентными потоками технологической жидкости, создаваемыми вращением электрода-инструмента 1 в массе жидкости. В этих условиях возникает гидроочистка режущей кромки от фрагментов засаливания, что приводит к восстановлению режущих свойств инструмента.
Подача технологической жидкости в зону резания до контролируемого уровня существенно снижает температуру как обрабатываемой заготовки, так и электрода-инструмента, что дает возможность осуществлять операцию разрезание на больших скоростях резания.
В результате постоянного давления и натяжения рабочей среды в зоне резания явление кавитации в межэлектродном зазоре развивается эффективнее.
Таким образом, вышеприведенные аспекты значительно повышают производительность процесса электрохимической резки и качество обработанной поверхности.
Кавитация, гидроочистка и другие выходные параметры процесса управляются и контролируются путем регулирования заданного уровня технологической жидкости над обрабатываемой заготовкой, погружением и вращением электрода-инструмента. В этих условиях протекающие процессы автономны, следовательно, рассматриваемая система надежная, управляемая и контролируемая.
Достоинством данного способа являются высокие способности регенерации режущих свойств электрода-инструмента и разрушение снимаемого припуска обрабатываемого материала, что достигается за счет возникновения явлений кавитации и гидроочистки. Процессы, проходящие в зоне и вне зоны резания, позволяют исключить «газовое запирание» в межэлектродном зазоре и «засаливание» режущей кромки электрода-инструмента, причем процессы автономны и совмещены во времени. В технологическом процессе происходит значительный отвод тепловыделений с обрабатываемой заготовки и электрода-инструмента, причем технологическая жидкость при резании постоянно обновляется, что позволяет вести обработку на высоких режимах резания, а также низкие температуры способствуют поддержанию кавитационного процесса. В межэлектродном зазоре создается дополнительное движение технологической жидкости, которое способствует ее циркуляции. Таким образом, рабочая жидкость не теряет физико-химических свойств, в частности электропроводность, тем самым увеличивается плотность тока. Данный способ электрохимической резки позволил повысить производительность процесса и качество обработанной поверхности, а также снизить расход алмазов. Преимуществом способа является высокая надежность, простота управления и контроля протекающих процессов. При обработке различных изделий данный способ электрохимической резки позволяет осуществлять разрезание обрабатываемых заготовок стандартными режущими инструментами различных типоразмеров, что не требует дополнительных затрат на модернизацию оборудования.
Источники информации
1. Байсупов И.А., Волосатов В.А. Справочник молодого рабочего по электрохимической обработке. - 2-е изд., перераб. и доп. - М.: Высш. шк., 1990. - 176 с.: ил.
2. Долгих A.M. Комбинированные процессы формообразования в машино- и приборостроении. Исследования, технические решения и опыт применения. - Саратов: Сарат. гос. техн. ун-т, 2003. - 192 с. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ | 2015 |
|
RU2607060C1 |
| Сборный электрод-инструмент для электроабразивной резки | 1986 |
|
SU1641540A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2017 |
|
RU2637868C1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2018 |
|
RU2680792C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РЕЗКИ ТОНКОСТЕННЫХ ЭЛЕКТРОПРОВОДНЫХ ПРОФИЛЕЙ С ПОЛИРОВКОЙ СРЕЗА И СКРУГЛЕНИЕМ КРОМОК | 2010 |
|
RU2473412C2 |
| ТРИБОЭЛЕКТРОХИМИЧЕСКИЙ СПОСОБ СВЕРЛЕНИЯ ХРУПКИХ ДИЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ | 2008 |
|
RU2410210C2 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| Способ алмазно-электрохимического шлифования | 1980 |
|
SU1000207A1 |
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к способу электрохимической резки алмазным дисковым электродом-инструментом. Способ включает анодное растворение поверхности заготовки с одновременным механическим резанием вращающимся отрезным алмазным дисковым электродом-инструментом. Электрод-инструмент погружают в технологическую жидкость, при этом площадь его погружения составляет 0,01-0,2 от общей площади электрода-инструмента, а заготовку полностью погружают в объем технологической жидкости. Технологическую жидкость подают средством нагнетания до уровня, не превышающего 0,01-0,1 наружного диаметра электрода-инструмента от верхней поверхности заготовки, контролируемого выводным подводом, снабженным средством ограничения расхода, срабатывающим на превышение заданного гиростатического давления. Вне зоны резания электрод-инструмент подвергают гидроочистке турбулентными потоками технологической жидкости, создаваемыми вращением электрода-инструмента в массе технологической жидкости. Способ позволяет повысить производительность процесса и качество обработанной поверхности, а также достичь высокую надежность, простоту управления и контроля. 1 ил.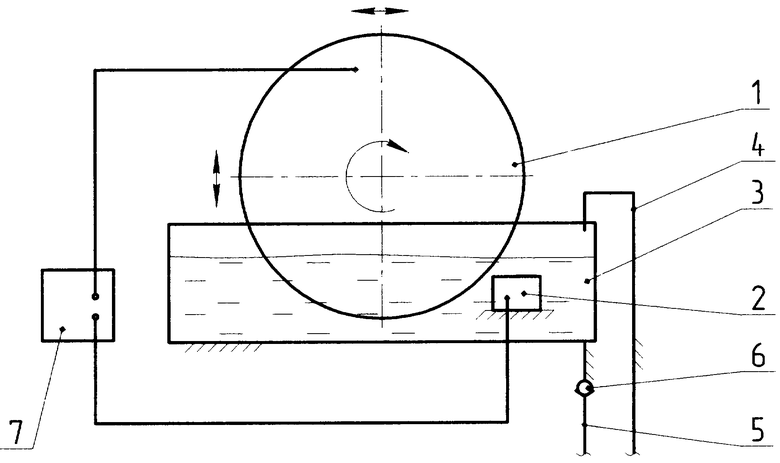
Способ электрохимической резки, включающий анодное растворение поверхности обрабатываемой заготовки с одновременным механическим резанием вращающимся отрезным алмазным дисковым электродом-инструментом посредством взаимодействия подключенных к источнику технологического тока заготовки и электрода-инструмента, контактирующих с кавитационным потоком технологической жидкости в зоне резания, отличающийся тем, что контактирование электрода-инструмента с технологической жидкостью проводят погружением его в технологическую жидкость до площади погружения, составляющей 0,01-0,2 от общей площади электрода-инструмента с одновременным полным погружением заготовки в объем с технологической жидкостью, подаваемой средством нагнетания технологической жидкости до уровня, не превышающего 0,01-0,1 наружного диаметра электрода-инструмента от верхней поверхности заготовки, контролируемого выводным подводом, снабженным средством ограничения расхода, срабатывающим на превышение заданного гиростатического давления, например, в виде обратного клапана, причем вне зоны резания электрод-инструмент подвергают гидроочистке турбулентными потоками технологической жидкости, создаваемыми вращением электрода-инструмента в массе технологической жидкости.
| Способ электроконтактной обработкидЕТАлЕй | 1978 |
|
SU797863A1 |
| JP 61136766, 24.06.1986 | |||
| Устройство для электрообработки в жидкой среде | 1987 |
|
SU1468698A1 |
| Станок для резки металла | 1947 |
|
SU76674A1 |
| GB 190605634 A, 08.03.1907. | |||

