w
15
11301597
Изобретение относится к электро- физическим и электрохимическим методам обработки, в частности к электроабразивному шлифованию.
Цель изобретения - повышение точности обработки путем исключения неравномерности снятия припуска на начальной стадии обработки, когда поверхность детали покрыта окисной пленкой.
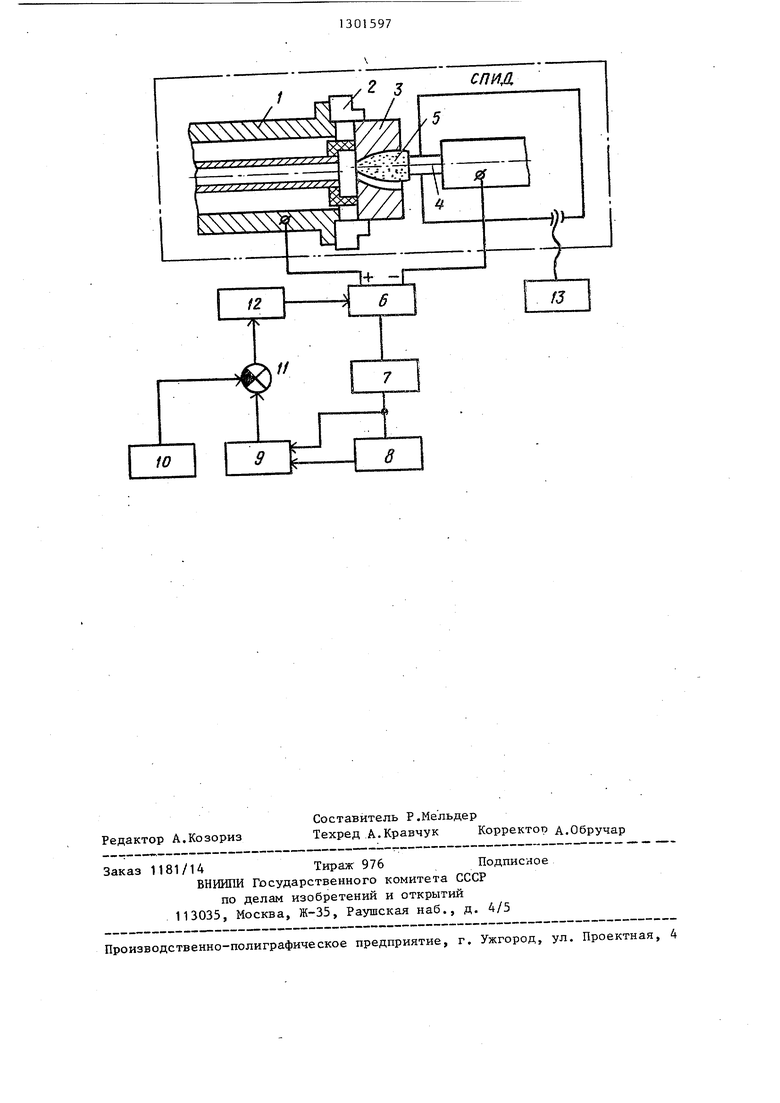
На чертеже представлена схема устройства для реализации предлагаемого способа.,
Устройство содержит вращающийся шпиндель 1 с патроном 2, в который устанавливают обрабатываемую деталь 3, шпиндель 4 для закрепления электрода-инструмента 5, источник 6 технологического напряжения, подключенный к шпинделям 1 и 4, датчик 7 тока, 20 фильтр 8 низких частот, подключенный к датчику 7, делитель 9, подключенный к датчику 7 и фильтру 8, устройство 10 задания, устройство 11 сравнения, подключенное входами к делителю 9 и устройству 10 деления, а выходом - к устройству 12 управления, выход которого подключен к управляющему входу источника 6 технологического напряжения .
Кроме того, устройство имеет механизм 13 поперечной подачи.
Способ реализуется следующим об- разом.
Обработку начинают при технологическом напряжении, равном напряжению пассивации обрабатываемого материала. Это напряжение вырабатывает источник 6 при подаче сигнала включения от устройства 12 управления.
При врезании алмазного электрода- инструмента 5 в деталь 3 во время рабочего хода привода 13 поперечной подачи и вращения шпинделей 1 и 4 вна-изменением технологического напряже- чале абразивной зачистке подвергаются ния для исполнения второго перехода, лишь некоторые участки поверхностиотличающийся тем, что, детали 3. Таким образом, в зону обра- с целью повышения точности, обработку ботки попеременно с частотой вращения начинают при напряжений пассивации детали попадают как зачищенные участ- обрабатываемого материала, при этом
25
30
35
вации, интенсивного снятия припуска с зачищенных зон с образованием на обрабатываемой поверхности макронеровностей не происходит.
Низкочастотные колебания тока фиксируют датчиком 7 тока. Фильтр 8 выделяет среднее значение тока.
На входы делителя 9 поступают два сигнала: текущий отражающий характер пульсаций с датчика 7, и средний - с выхода фильтра 8. Делитель 9 вырабатывает сигнал отношения амплитуды пульсаций к среднему значению тока.
Сигнал отклонения в устройстве 11 сравнения сравнивают с сигналом устройства 10 задания. Результат сравнения поступает на устройство 12 управления .
По мере зачищения участков детали 3, покрытых пасс}ширующей пленкой, уровень пульсаций тока снижается. После того, как эти участки исчезают совсем, пульсации пропадают. Это регистрирует устройство 11 сравнения и на вход устройства 12 управления поступает сигнал, вызывающий переключение напряжения на уровень, соответствующий напряжению транспассивного состояния обрабатываемого материала. К этому моменту все участки обрабатываемой поверхности находятся в одинаковых условиях и снятие,припуска выполняется равномерно.
Точность обработки оказывается высокой, в том числе при снятии малых припусков на финишных технологических операциях.
40 ф
ормула изобретения
Способ электроабразивного шлифования, выполняемый за два перехода с
ки, так и участки, покрытые пассивирующей пленкой. Это вызывает колебания тока на частотах, кратных частоте вращения шпинделя 1.
Так как напряжение между деталью 3 и электродом-инструментом 5 установлено на уровне напряжения пасси
5
0
5
0
5
вации, интенсивного снятия припуска с зачищенных зон с образованием на обрабатываемой поверхности макронеровностей не происходит.
Низкочастотные колебания тока фиксируют датчиком 7 тока. Фильтр 8 выделяет среднее значение тока.
На входы делителя 9 поступают два сигнала: текущий отражающий характер пульсаций с датчика 7, и средний - с выхода фильтра 8. Делитель 9 вырабатывает сигнал отношения амплитуды пульсаций к среднему значению тока.
Сигнал отклонения в устройстве 11 сравнения сравнивают с сигналом устройства 10 задания. Результат сравнения поступает на устройство 12 управления .
По мере зачищения участков детали 3, покрытых пасс}ширующей пленкой, уровень пульсаций тока снижается. После того, как эти участки исчезают совсем, пульсации пропадают. Это регистрирует устройство 11 сравнения и на вход устройства 12 управления поступает сигнал, вызывающий переключение напряжения на уровень, соответствующий напряжению транспассивного состояния обрабатываемого материала. К этому моменту все участки обрабатываемой поверхности находятся в одинаковых условиях и снятие,припуска выполняется равномерно.
Точность обработки оказывается высокой, в том числе при снятии малых припусков на финишных технологических операциях.
изменением технологического напряже- ния для исполнения второго перехода, отличающийся тем, что, с целью повышения точности, обработк начинают при напряжений пассивации обрабатываемого материала, при этом
40 ф
ормула изобретения
Способ электроабразивного шлифования, выполняемый за два перехода с
изменением технологического напряже- ния для исполнения второго перехода, отличающийся тем, что, с целью повышения точности, обработку начинают при напряжений пассивации обрабатываемого материала, при этом
50 контролируют отношение низкочастотных пульсаций технологического тока к его среднему значению и при уменьшении величины этого отношения до заданного значения увеличивают технологиче55 ское напряжение до напряжения транс- пассивации обрабатываемого материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| Способ электроабразивной обработки и металлоабразивный инструмент для осуществления способа | 2020 |
|
RU2740682C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| Способ электроабразивного внутреннегошлифОВАНия | 1978 |
|
SU848236A1 |
| Способ шлифования и устройство для шлифования | 1981 |
|
SU982863A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФИНИШНОГО ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТИ ГАЛЕВ ТКАЦКИХ СТАНКОВ | 2000 |
|
RU2201851C2 |
| Способ электроабразивного шлифования | 1988 |
|
SU1516264A1 |
| СПОСОБ ШЛИФОВАНИЯ ТОКОПРОВОДЯЩИМ КРУГОМ | 2002 |
|
RU2224626C2 |
| Электрод-инструмент и способ электроабразивной обработки внутренней поверхности полузакрытой полости детали | 2022 |
|
RU2809681C1 |
| Способ защиты обмотки якоря электродвигателя от перегрева и устройство для его осуществления | 1984 |
|
SU1279010A1 |
Изобретение относится к электрофизическим и электрохимическим системам обработки, в частности касает- ся способов электроабразивного шлифования. Цель изобретения - повьппение точности обработки путем исключения , неравномерного съема материала в на- чальных стадиях процесса обработки. Способ содержит два перехода. На первом переходе устанавливают напряжение, соответствующее напряжению пассивации обрабатываемой поверхности, и контролируют амплитуду низкочастотных пульсаций тока, вызванных наличием необработанных зон, покрытых не- токопроводящей пленкой, на поверхности заготовки. После исчезновения этих пульсаций напряжение увеличивают до напряжения транспассивации обрабатываемого материала. Это обеспечивает равномерное сжатие оставшегося припуска. 1 ил. i 00 о ел со 1
Редактор А.Козориз
Составитель Р.Мельдер
Техред А.Кравчук Корректор д.Обручар
Заказ 1181/14Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
