(S) УСТРОЙСТВО для ШЛИФОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ЭКРАНА КИНЕСКОПА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования наружной поверхности экрана кинескопа | 1985 |
|
SU1309119A1 |
| Устройство для шлифования криволинейных поверхностей гибким абразивным инструментом | 1979 |
|
SU918041A2 |
| Ленточно-шлифовальный станок | 1979 |
|
SU865627A1 |
| Станок для ленточного шлифования | 1985 |
|
SU1301662A1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228831C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| Шлифовальный станок | 1980 |
|
SU865615A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| Устройство для ленточного шлифования | 1978 |
|
SU882728A2 |
| Автоматическая линия для обработки сферических поверхностей, например экранов электронно-лучевых трубок | 1959 |
|
SU124829A2 |

I
Изобретение относится к производству цветных и черно-белых электроннолучевых трубок (ЭЛТ), а конкретно к изготовлению экранов ЭЛТ,
Известен станок полировки наружной поверхности экрана кинескопа, состоящий из стола со свободно вра- щающейся планшайбой для установки на нее кинескопа и подвижной каретки с полировальным кругом П.
Однако применить такой станок для шлифования наружной поверхности экрана кинескопа, заменив полировальный круг шлифовальным, нецелесообразно, так как в силу своей жесткости шлифовальный круг будет оставлять на стеклянной поверхности экрана отдельные царапины, кото- . рые трудно выводить последующей полировкой.
Известно .устройство для шлифования наружной поверхности экрана кинескопа, содержащее станину, установленные на ней ведущий и натяжной
ролики, между которыми размещена с натяжением шлифовальная лента t2.
Недостатком данного устройства является то, что наружная поверхность экрана кинескопа прижимается рабочим вручную к шлифовальной ленте в месте сгибания ею ведущего ролика, а затем также вручную обрабатываемому экрану сообщается формообразующее движение подачи. Ручная обработ10ка является основным недостатком этих станков, так как экран кинескопа, весящий до 12 кг, рабочий держит в руках, прижимает к ленте и сообщает ему движение подачи.
15
Кроме того, в известном устройстве не решена задача обеспечения постоянного эквидистантного контакта шлифовальной ленты с образующей дуКгой сферической поверхности экрана.
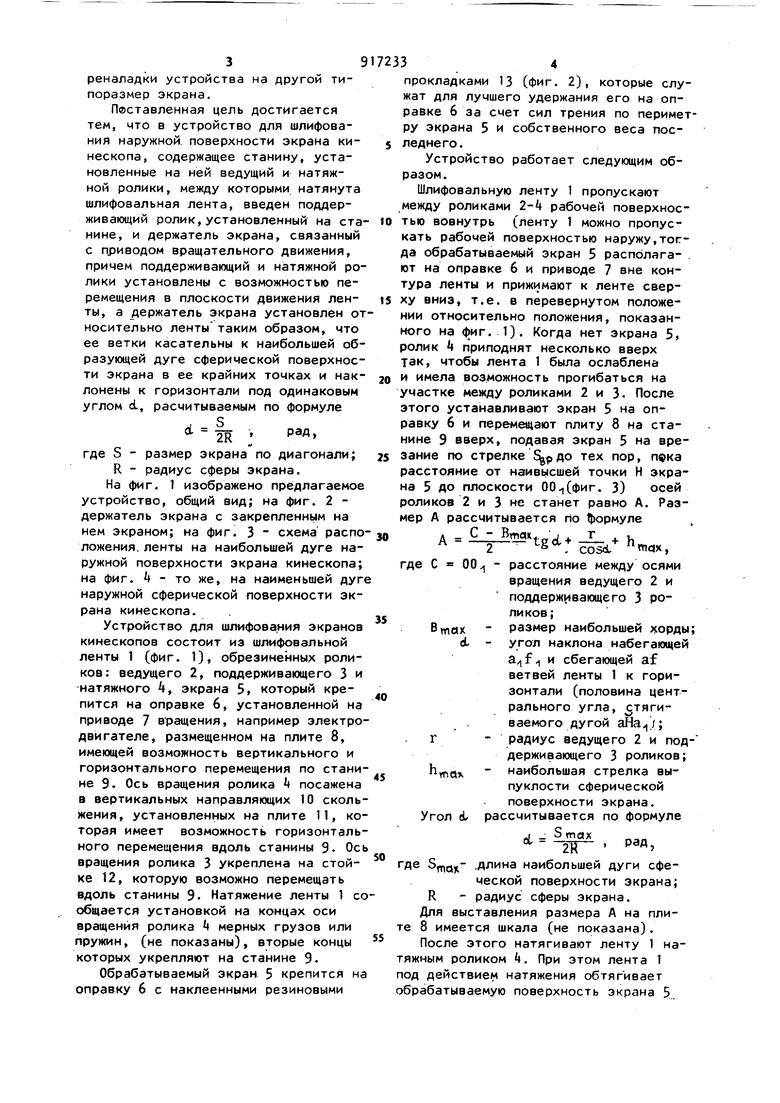
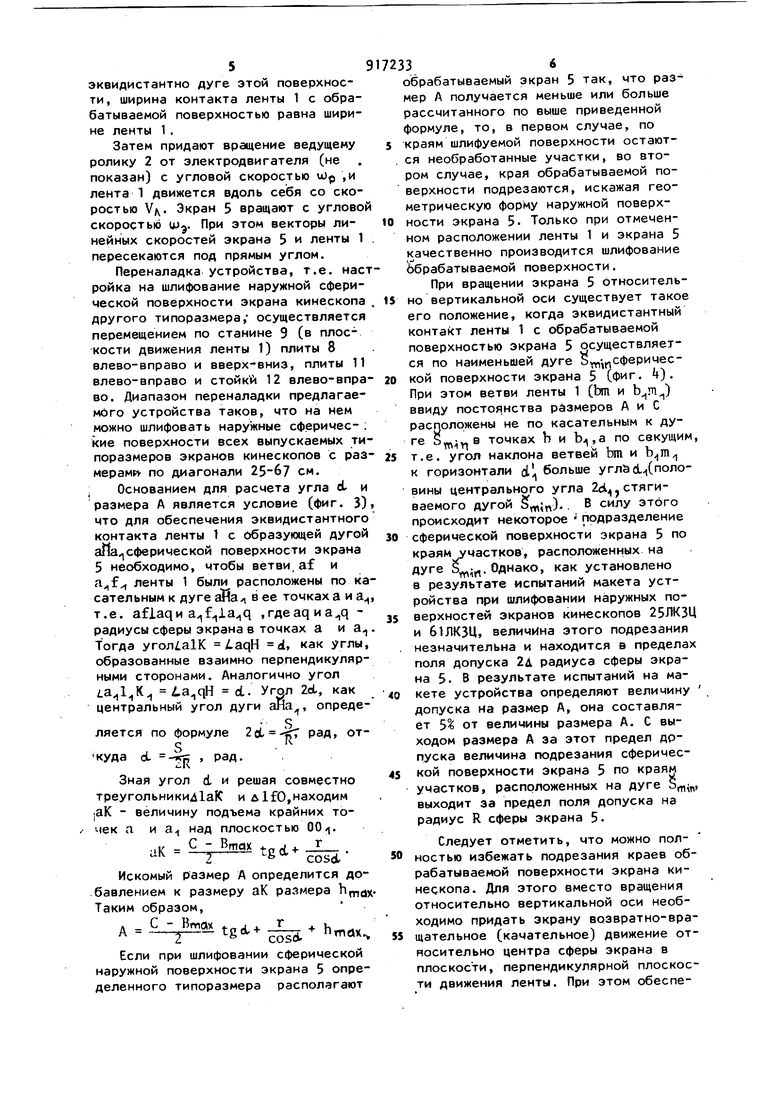
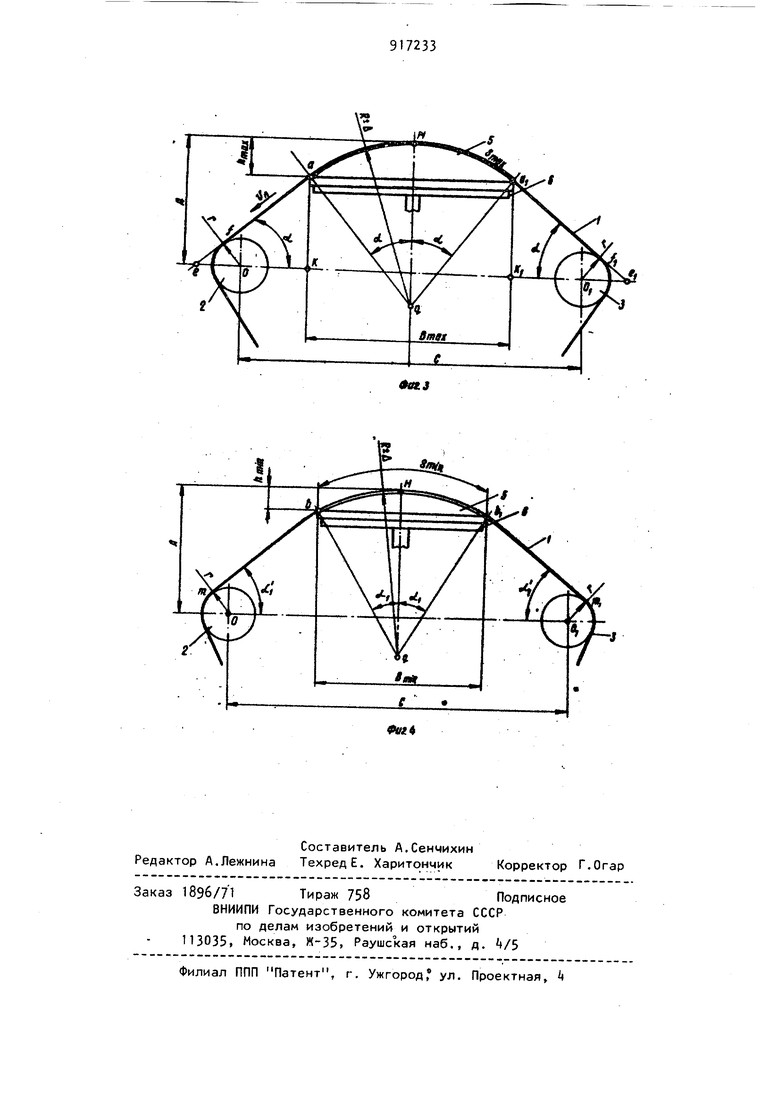
Цель- изобретения - обеспечение механизации обработки экранов кине- i скопов и возможность обеспечения переналадки устройства на другой типоразмер экрана. Поставленная цель достигается тем, что в устройство для шлифования наружной, поверхности экрана кинескопа, содержащее станину, установленные на ней ведущий и натяжной ролики, между которыми натянута шлифовальная лента, введен поддерживающий ролик, установленный на станине, и держатель экрана, связанный с приводом вращательного движения, причем поддерживающий и натяжной ролики установлены с возможностью перемещения в плоскости движения ленты, а держатель экрана установлен от носительно ленты таким образом, что ее ветки касательны к наибольшей образующей дуге сферической поверхности экрана в ее крайних точках и наклонены к горизонтали под одинаковым углом d, расчитываемым по формуле , S Ж рэд, где S - размер экрана по диагонали; R - радиус сферы экрана. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 держатель экрана с закрепленным на нем экраном; на фиг. 3 схема распо ложения. ленты на наибольшей дуге наружной поверхности экрана кинескопа; на фиг. - то же, на наименьшей дуг наружной сферической поверхности экрана кинескопа. Устройство для шлифования экранов кинескопов состоит из шлифовальной ленты 1 (фиг. 1), обрезиненных роликов: ведущего 2, поддерживающего 3 и натяжного , экрана 5, который крепится на оправке 6, установленной на приводе 7 вращения, например электро двигателе, размещенном на плите 8, имеющей возможность вертикального и горизонтального перемещения по стани не 9. Ось вращения ролика посажена в вертикальных направляющих 10 сколь жения, установленных на плите 11, ко торая имеет возможность горизонталь ного перемещения вдоль станины 9- Ос вращения ролика 3 укреплена на стойке 12, которую возможно перемещать вдоль станины 9. Натяжение ленты 1 со общается установкой на концах оси вращения ролика мерных грузов или пружин, (не показаны), вторые концы которых укрепляют на станине 9. Обрабатываемый экран 5 крепится на оправку 6 с наклеенными резиновыми прокладками 13 (фиг. 2), которые служат для лучшего удержания его на оправке 6 за счет сил трения по периметру экрана 5 и собственного веса последнего. Устройство работает следующим образом. Шлифовальную ленту 1 пропускают между роликами 2-4 рабочей поверхностью вовнутрь (ленту 1 можно пропускать рабочей поверхностью наружу,тогда обрабатываемый экран 5 располагают на оправке 6 и приводе 7 вне контура ленты и прижимают к ленте сверху вниз, т.е. в перевернутом положении относительно положения, показанного на фиг. 1). Когда нет экрана 5, ролик k приподнят несколько вверх так, чтобы лента 1 была ослаблена и имела возможность прогибаться на участке между роликами 2 и 3. После этого устанавливают экран 5 на оправку 6 и перемещают плиту 8 на станине 9 вверх, подавая экран 5 на врезание по стрелке рдо тех пор, п(ка расстояние от наивысшей точки Н экрана 5 до плоскости 00-,(фиг. 3) осей роликов 2 и 3 не станет равно А. Размер А рассчитывается по 1))ормуле А d + -L- + h 2 coscL , 00 - расстояние между осями вращения ведущего 2 и поддерж 1вающего 3 роликов;размер наибольшей хорды; -угол наклона набегающей a,(f и сбегающей а ветвей ленты 1 к горизонтали (половина центрального угла, стягиваемо го ду гой ciHa ); радиус ведущего 2 и поддерживающего 3 роликов; -наибольшая стрелка выпуклости сферической поверхности экрана. рассчитывается по формуле Угол cL S max 2R где .длина наибольшей дуги сфеческой поверхности экрана; R - радиус сферы экрана. Для выставления размера А на плите 8 имеется шкала (не показана). После этого натягивают ленту 1 натяжным роликом 4. При этом лента 1 под действием натяжения обтягивает обрабатываемую поверхность экрана 5 эквидистантно дуге этой поверхности, ширина контакта ленты 1 с обрабатываемой поверхностью равна ширине ленты 1 . Затем придают вращение ведущему ролику 2 от электродвигателя (не показан) с угловой скоростью и)р ,и лента 1 движется вдоль себя со скоростью V. Экран 5 вращают с углово скоростью и. При этом векторы линейных скоростей экрана 5 и ленты 1 пересекаются под прямым углом. Переналадка устройства, т.е. нас ройка на шлифование наружной сферической поверхности экрана кинескопа другого типоразмера, осуществляется перемещением по станине 9 (в плоскости движения ленты 1) плиты 8 влево-вправо и вверх-вниз, плиты 11 влево-вправо и стойкй 12 влево-впра во. Диапазон переналадки предлагаемого устройства таков, что на нем можно шлифовать наружные сферичес-; кие поверхности всех выпускаемых типоразмеров экранов кинескопов с раз мерами по диагонали 25-6 см. , Основанием для расчета угла d и размера А является условие (фиг. 3) что для обеспечения эквидистантного контакта ленты 1 с образующей дугой аПа сферической поверхности экрана 5 необходимо, чтобы ветви, af а ленты 1 были расположены по ка сательным к дуге аЙа в ее точках а и а т.е. afiaqH .,q ,гдeaqиa q радиусы сферы экрана в точках а и а Тогда taqH d, как углы, образованные взаимно перпендикулярными сторонами. Аналогично угол d. Угол 2oL, как центральный угол дуги определяется по формуле 2oL -kT Рад, отSкуда d - , рад. Зная угол d и решая совместно треугольники 1аК и ,находим аК - величину подъема крайних точек а и а над плоскостью 00. aK ,gi,r. Искомый размер А определится добавлением к размеру аК размера Ь Таким образом, А L:: tgA + hmuK., Т cosA. ---«- -v Если при шлифовании сферической наружной поверхности экрана 5 определенного типоразмера располагают обрабатываемый экран 5 так, что размер А получается меньше или больше рассчитанного по выше приведенной формуле, то, в первом случае, по краям шлифуемой поверхности остаются необработанные участки, во втором случае, края обрабатываемой поверхности подрезаются, искажая геометрическую форму наружной поверхности экрана 5. Только при отмеченном расположении ленты 1 и экрана 5 качественно производится шлифование Ьбрабатываемой поверхности. При вращении экрана 5 относительно вертикальной оси существует такое его положение, когда эквидистантный контакт ленты 1 с обрабатываемой поверхностью экрана 5 осуществляется по наименьшей дуге ,у,сферической поверхности экрана 5 (фиг. t). При этом ветви ленты 1 (bm и Цпг) ввиду постоянства размеров А и С расположены не по касательным к дув точках Ь и Ц,а по секущим. т.е. угол наклона ветвей bm и к горизонтали d больше угла(1(поло ины центрального угла 2.,стягиваемого дугой j).. В силу этого происходит некоторое подразделение сферической поверхности экрана 5 по краям участков, расположенных на дуге . Однако, как установлено в результате испытаний макета устройства при шлифовании наружных поверхностей экранов кинескопов 25ЛКЗЦ и 61ЛКЗЦ, величина этого подрезания незначительна и находится в пределах поля допуска 2д радиуса сферы экрана 5. В результате испытаний на макете устройства определяют величину допуска на размер А, она составляет 5 от величины размера А. С выходом размера А за этот предел дрпуска величина подрезания сферической поверхности экрана 5 по краяу участков, расположенных на дуге выходит за предел поля допуска на радиус R сферы экрана Б. Следует отметить, что можно полностью избежать подрезания краев обрабатываемой поверхности экрана кинескопа. Для этого вместо вращения относительно вертикальной оси необходимо придать экрану возвратно-вращательное (качательное) движение относительно центра сферы экрана в плоскости, перпендикулярной плоскости движения ленты. При этом обеспечивается постоянство длины контакта ленты и экрана на всем угле качания экрана и остается постоянным угол наклона обеих ветвей ленты к горизонтали, расположенных по касательным к дуге сферической поверхности экрана в ее крайних точках. Для этого экран следует установить так, что бы неименьшая дуга сферической поверхности оставалась перпендикулярной плоскости движения ленты на всем угле качания экрана, 1 Однако такое движение экрана кинескопа несколько усложняет устройст во. Использование предлагаемого устройства обеспечивает возможность механизации и автоматизации ленточного шлифования наружных сферических поверхностей экранов конескопов, а так же переналадки устройства для шлифования сферических поверхностей экранов кинескопов в широком диапазоне их типоразмеров. Формула изобретения Устройство для шлифования наружной поверхности экрана кинескопа,со;Держащее станину, установленные на ней ведущий и натяжной ролики, между которыми размещена с натяжением шлифовальная лента, отличаю38щ е е с я тем, что, с целью обеспечения механизации обработки экранов кинескопов и возможности обеспечения переналадки устройства на другой типоразмер экрана, устройство снабжено поддерживающим роликом,установленным на станине, и держателем экрана, связанным приводом вращательного движения, причем поддерживающий и натяжной ролики установлены с возможностью перемещения в плоскости движения ленты, а держатель экрана установлен отн.осительно ленты таким образом, что ее ветви расположены по касательной к наибольшей образующей дуге сферической поверхности экрана в крайних точках последней и наклонены к горизонтали под одинаковым углом oL, рассчитываемым по формуле 2 , рад, S размер экрана по диагонали; R - радиус сферы экрана. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР If 356712, кл. Н 01 J 9/20, 1970. 2.Республиканский межведомственный научногтехнический сборник Автоматизация производственных процессов в машиностроении и приборостроении. Львов, Высшая школа, вып. 1, 1975, с. 60. / f f f f f f f r f f f f f f f f / f fTtffff
Фаг.1 f fffffrfffff/f/f
13
/3
